电芯翻转机构的制作方法
本发明涉及电池生产设备领域技术,尤其是指一种电芯翻转机构。
背景技术:
1、电芯拆盘后需要翻转90度进行组盘,现有技术中,大都通过分度盘或者类似分度盘结构实现旋转,该结构成本较高,且无法对翻转后的电芯进行定位,无法保证后续的加工精度。
2、例如现有技术中,公开了一种锂电池连续翻转送料机构,其包括机架,所述机架上设有输送带和翻转组件,所述输送带上设有间距设置的传送皮带,所述翻转组件包括旋转架和电机,所述旋转架上设有若干可在传送带之间转动的料夹。工作时,机械手将电芯平躺放置于传送皮带上,传送皮带将电芯朝翻转组件方向运送,左进料气缸和右进料气缸张开推动左进料开夹件和右进料开夹件朝第一夹板和第二夹板运动,左进料开夹件和右进料开夹件的第一伸出臂的抵推斜面抵推轴承的圆弧面克服第一压力弹簧和第二压力弹簧的弹力,从而第一夹板和第二夹板相对张开,传送皮带运送电芯至电芯进料位,左进料气缸和右进料气缸缩合,带动左进料开夹件和右进料开夹件后退至初始位置,料夹的第一夹板和第二夹板在第一压力弹簧和第二压力弹簧的作用下夹合,夹住电芯,电机启动带动旋转架转动,电芯跟随料夹向上旋转90度,使电芯竖立,左取料气缸和右取料气缸张开推动左取料开夹件和右取料开夹件朝第一夹板和第二夹板运动,左取料气缸和右取料气缸的第一伸出臂的抵推斜面抵推轴承的圆弧面克服第一压力弹簧和第二压力弹簧的弹力,从而料夹的第一夹板和第二夹板相对张开,机械手抓取旋转90度的电芯并运送至下一工位。
3、该种锂电池连续翻转送料机构,其依赖旋转架上沿周向设有的四组料夹来实现翻转,整体结构较复杂,设备成本较高,而且,将电芯跟随料夹向上旋转90度使电芯竖立之后,需要借助另外的机械手来抓取竖立的电芯运送至下一工位,因此,电芯旋转呈竖立状后,其竖立位置精度取决于旋转动作精度、电芯相对料夹的位置精度,多个环节均可能存在偏差,导致累积偏差较大,不利于竖向电芯的位置精度控制,无法保证电芯组盘后续的加工精度。还有,现有技术的电芯,同一旋转架上一次动作只能翻转一个电芯,机械手也是从料夹上取走一个电芯,局限了作业效率的进一步提升。
4、因此,需要研究一种新的技术方案来解决上述问题。
技术实现思路
1、有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种电芯翻转机构,其整体结构较为简单,有利于降低设备成本,其通过翻转再上升将电芯夹紧定位的方式,相当于对翻转后的电芯起到再定位作用,有利于保证后续电芯加工的精度,而且,有效避免电芯在翻转过程中碰到定位板对电芯造成损伤。
2、为实现上述目的,本发明采用如下之技术方案:
3、一种电芯翻转机构,包括有
4、旋转平台,其由电机驱动旋转动作;
5、至少一组夹持治具,每组夹持治具包括有对侧布置且可自动张合的夹手以用于夹持电芯;所述夹持治具可随同旋转平台旋转动作;
6、定位工位,所述定位工位对应设置有对侧布置且可自动张合的定位板和可驱动定位板升降的升降驱动单元,所述旋转平台旋转动作将所述夹持治具夹持的电芯翻转至所述定位工位后,所述定位板在所述升降驱动单元的驱动作用下向上运动,使得所述电芯位于对侧布置的定位板之间,再控制所述定位板相互靠拢夹紧定位所述电芯。
7、作为一种优选方案,所述夹持治具设置有若干组,以夹持若干个左右间距布置的电芯;所述旋转平台一次旋转动作将若干所述电芯翻转至所述定位工位后,所述定位板相互靠拢一次夹紧定位若干所述电芯。
8、作为一种优选方案,所述定位板的夹持侧设置有若干分隔凸部,相邻分隔凸部之间形成电芯分隔定位槽,所述电芯分隔定位槽左右间距布置;所述电芯位于相应分隔定位槽内。
9、作为一种优选方案,所述旋转平台朝向所述定位工位旋转之前,所述夹持治具夹持的电芯的长度方向沿前后方向设置、高度方向沿上下方向设置、厚度方向沿左右方向设置,所述夹持治具夹持于所述电芯在厚度方向的两左右对侧面;
10、所述旋转平台往前朝向所述定位工位向上旋转90度,使得到达所述定位工位的电芯的原长度方向沿上下方向设置、原高度方向沿前后方向设置、原厚度方向沿左右方向设置,所述定位板夹持于所述电芯在原高度方向的两前后对侧面。
11、作为一种优选方案,所述夹持治具夹持的电芯翻转至所述定位工位后,在所述夹持治具仍夹持所述电芯状态下,所述定位板相互靠拢动作;在所述定位板完全夹紧定位所述电芯之前,所述夹持治具释放所述电芯,以使得所述定位板的后续靠拢动作对所述电芯夹紧校正定位。
12、作为一种优选方案,所述旋转平台位于所述定位工位的后侧,所述夹持治具设置于所述旋转平台上,所述旋转平台未朝向所述定位工位旋转之前位于翻转工位;所述旋转平台的后侧设置有上料工位,在所述上料工位将电芯放置于所述旋转平台上的所述夹持治具上,所述旋转平台由移动单元驱动自动往返于所述上料工位与所述翻转工位之间。
13、作为一种优选方案,在所述上料工位,所述电芯通过机械手放置于所述夹持治具上。
14、作为一种优选方案,所述电机通过减速器驱动所述旋转平台旋转。
15、作为一种优选方案,所述电芯在所述定位工位被所述定位板夹紧后,在所述定位工位,由第二机械手一次性夹取送至组盘。
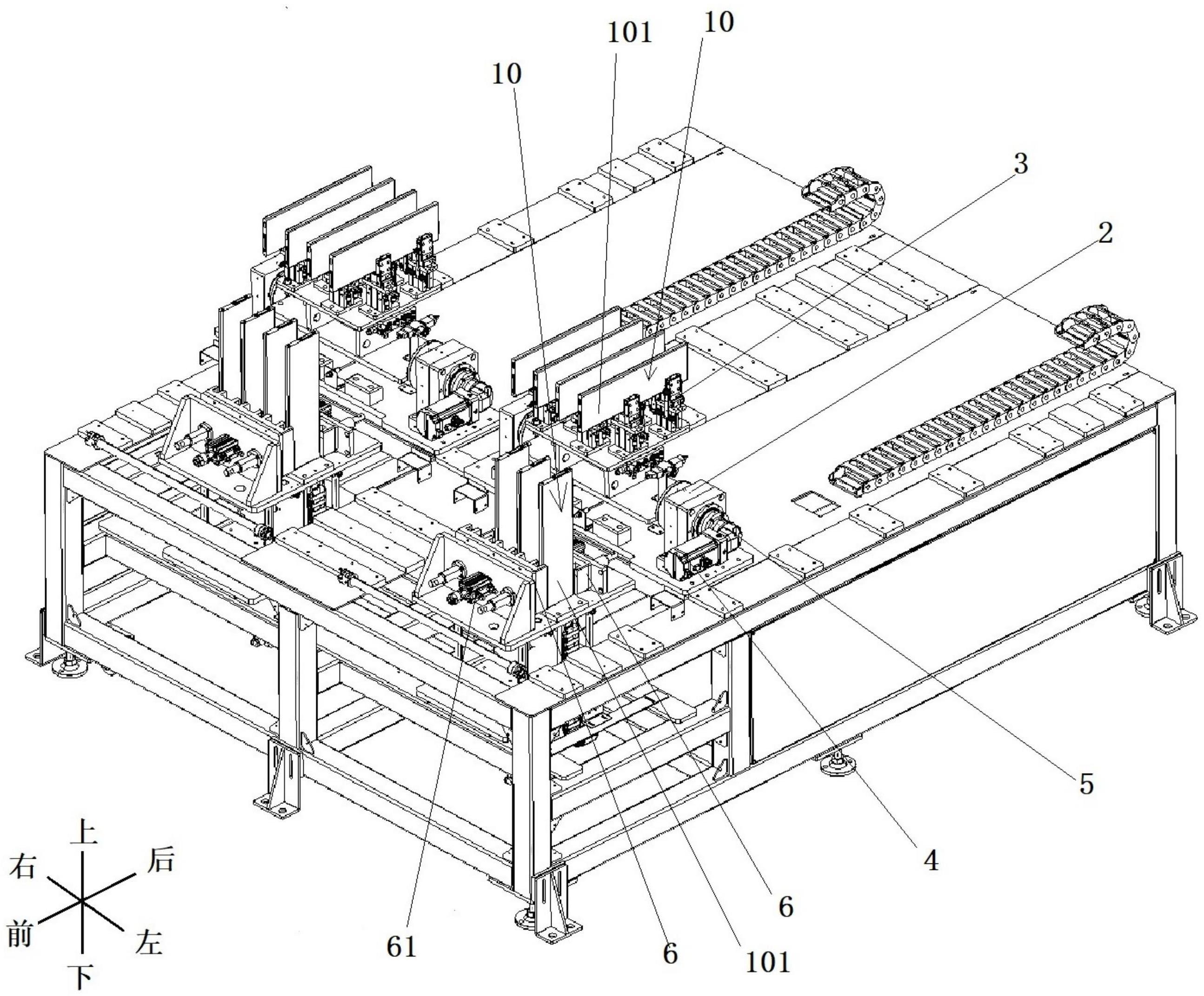
16、作为一种优选方案,所述旋转平台、定位工位均设置于机架上,一旋转平台与一定位工位对应作为一组翻转模组;所述机架上布置有一组翻转模组,或者,所述机架上沿左右方向间距布置有两组以上的翻转模组。
17、本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,其主要是利用电机与旋转平台配合来实现电芯翻转,其整体结构较为简单,有利于降低设备成本,尤其是,其通过翻转再上升将电芯夹紧定位的方式,相当于对翻转后的电芯起到再定位作用,有利于保证后续电芯加工的精度,而且,有效避免电芯在翻转过程中碰到定位板对电芯造成损伤。
18、为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
技术特征:
1.一种电芯翻转机构,其特征在于:包括有
2.根据权利要求1所述的电芯翻转机构,其特征在于:所述夹持治具设置有若干组,以夹持若干个左右间距布置的电芯;所述旋转平台一次旋转动作将若干所述电芯翻转至所述定位工位后,所述定位板相互靠拢一次夹紧定位若干所述电芯。
3.根据权利要求2所述的电芯翻转机构,其特征在于:所述定位板的夹持侧设置有若干分隔凸部,相邻分隔凸部之间形成电芯分隔定位槽,所述电芯分隔定位槽左右间距布置;所述电芯位于相应电芯分隔定位槽内。
4.根据权利要求1所述的电芯翻转机构,其特征在于:所述旋转平台朝向所述定位工位旋转之前,所述夹持治具夹持的电芯的长度方向沿前后方向设置、高度方向沿上下方向设置、厚度方向沿左右方向设置,所述夹持治具夹持于所述电芯在厚度方向的两左右对侧面;
5.根据权利要求1所述的电芯翻转机构,其特征在于:所述夹持治具夹持的电芯翻转至所述定位工位后,在所述夹持治具仍夹持所述电芯状态下,所述定位板相互靠拢动作;在所述定位板完全夹紧定位所述电芯之前,所述夹持治具释放所述电芯,以使得所述定位板的后续靠拢动作对所述电芯夹紧校正定位。
6.根据权利要求1所述的电芯翻转机构,其特征在于:所述旋转平台位于所述定位工位的后侧,所述夹持治具设置于所述旋转平台上,所述旋转平台未朝向所述定位工位旋转之前位于翻转工位;所述旋转平台的后侧设置有上料工位,在所述上料工位将电芯放置于所述旋转平台上的所述夹持治具上,所述旋转平台由移动单元驱动自动往返于所述上料工位与所述翻转工位之间。
7.根据权利要求6所述的电芯翻转机构,其特征在于:在所述上料工位,所述电芯通过第一机械手放置于所述夹持治具上。
8.根据权利要求1所述的电芯翻转机构,其特征在于:所述电机通过减速器驱动所述旋转平台旋转。
9.根据权利要求1所述的电芯翻转机构,其特征在于:所述电芯在所述定位工位被所述定位板夹紧后,在所述定位工位,由第二机械手一次性夹取送至组盘。
10.根据权利要求1至9中任一项所述的电芯翻转机构,其特征在于:所述旋转平台、定位工位均设置于机架上,一旋转平台与一定位工位对应作为一组翻转模组;所述机架上布置有一组翻转模组,或者,所述机架上沿左右方向间距布置有两组以上的翻转模组。
技术总结
本发明公开一种电芯翻转机构,包括旋转平台,其由电机驱动旋转动作;至少一组夹持治具,每组夹持治具包括有对侧布置且可自动张合的夹手以用于夹持电芯,所述夹持治具可随同旋转平台旋转动作;定位工位,所述定位工位设置有定位板和升降驱动单元,所述旋转平台旋转动作将电芯翻转至所述定位工位后,所述定位板向上运动,使得所述电芯位于对侧布置的定位板之间,再控制所述定位板相互靠拢夹紧定位所述电芯。如此,该种电芯翻转机构的整体结构较为简单,有利于降低设备成本,其通过翻转再上升将电芯夹紧定位的方式,相当于对翻转后的电芯起到再定位作用,有利于保证后续电芯加工的精度,而且,有效避免电芯在翻转过程中碰到定位板对电芯造成损伤。
技术研发人员:邱国诚,周峻民,李浩然,陈振权
受保护的技术使用者:东莞市德镌精密设备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!