颗粒类物料自动化称量包装工艺及取袋方法与流程
本发明涉及颗粒类物料的封装工艺,具体为颗粒类物料自动化称量包装工艺及取袋方法。
背景技术:
1、洗衣凝珠一般是含有浓缩洗涤剂,外膜为水溶性高分子材料,洗衣凝珠的密封包装对于消费者而言更加方便,不脏手,不容易倾洒,易于保洁,此外,洗衣凝珠特有的低泡浓缩锁色配方,更易漂洗,只需要一般洗衣液的一半用水量。
2、凝珠传统颗粒类物料例如凝珠,其传输工艺一般包括以下步骤,首先,进行传输,然后,凝珠定量封装入物料部;其次,对物料部进行打包入大包装中,最后输出。
3、凝珠在完成加工之后其表面粘度较大,在传输过程中容易发生卡顿或堵塞。针对其特性进行开发适应性包装系统,减少粘连,提高自动化程度,减少废品量,是包装系统及工艺的技术追求。
4、在现有技术中,一般是将物料部集中送入大包装袋而不称量,从而造成大包装袋的总重量不准确。针对现有设计存在的问题,本发明进行改进,从而实现自动化称量,自动化将不满足重量的包装袋输出。进而提供了一套全新的分离、整套工艺。
技术实现思路
1、本发明所要解决的技术问题总的来说是提供一种颗粒类物料的封装工艺。
2、为解决上述问题,本发明所采取的技术方案是:
3、为了实现自动化的取袋方式,一种取袋方法,借助于取袋部;
4、首先,待打开的大包装袋送入到下吸盘头部下方;然后,连接摆杆通过横向连杆部带动下吸盘头部吸附水平放置的大包装袋上升;其次,摆动臂带动压袋轮轴组件下摆动,与竖直状态的大包装袋的表面接触;再次,主动驱动部通过连接从动杆带动上吸盘安装块摆动,驱动转动支撑轴转动,使得上吸盘头部摆动吸附大包装袋并将大包装袋带动到夹袋夹爪部处;之后,上吸盘传动连杆联动连接传动摆杆,通过关节轴承带动夹袋夹爪固定轴旋转,使得夹袋夹爪部夹持上吸盘头部送入的大包装袋。
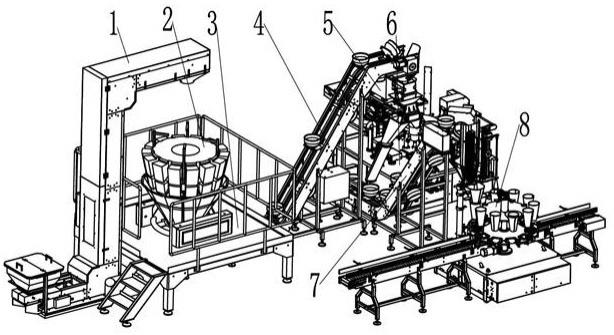
5、为了实现自动化包装,一种颗粒类物料自动化称量包装工艺, 借助于自动化称量包装系统;包装工艺包括以下步骤;
6、步骤一,斗式提升机输送存有颗粒物的小袋包装从低位升到高位;
7、步骤二,多头秤称量从斗式提升机的输出端下落的物料部并记录;
8、步骤三,碗式提升机i输出称量后的物料部;
9、步骤四,复检部对物料部的重量进行二次检测,当物料部的重量小于或大于设定阈值的认为残次品的物料部,并进行分道输出;当物料部的重量在设定阈值范围内的认为合格的物料部,并进行分道输出;
10、步骤五,碗式提升机ii承载并将物料部提升;
11、步骤六,袋子包装机将合格品的物料部存储到大包装袋中。
12、本发明通过斗式提升机实现了物料部的输出,多头秤实现快速多处称量,架台部实现支撑固定,碗式提升机i实现中转,重检秤实现对物料部的复称,袋子包装机,碗式提升机ii实现中转,桶装机实现了残次品的回收,上袋部实现大包装袋的空载的上料,取袋部实现了大包装袋的中转,拉链开袋工位,开拉链装置实现了包装袋的打开,开袋口工位,开袋底部工位完成大包装袋的完整打开,落料漏斗实现导料,撑袋部实现撑开上袋口,剔除部实现废料排除,排气部实现挤压排气,一次封口部实现可反复封合,二次封口部实现热塑封合,闭拉链装置实现大包装袋拉链闭合,成品输出部实现输出,进行打印等后续工位。旋转大盘部实现旋转,称重斗实现导料,过渡斗实现导料,开门气缸实现了剔除通道,落料通道的打开,接料漏斗,送料碗,投料漏斗,过渡漏斗实现了中转,压料锤a,压料锤b,压料锤c实现捶打,中间漏斗实现振动下料,本发明通过下吸盘传动连杆,转动轴b,上吸盘传动连杆,主体支架,连接摆杆,摆动臂,下吸盘头部,牵拉杆部,横向连杆部,吸盘安装块,皮带从动轴,压袋轮轴组件,上吸盘安装块,上袋支架,上吸盘头部,连接管路,固定杆,连板部,夹袋夹爪部,连接从动杆,夹袋夹爪固定轴,主动驱动部,传动拐臂,连接传动摆杆,关节轴承实现了包装袋的拿取。
13、本发明的桶体旋转体,升降主轴,梯形丝杆,旋转桶装转盘实现了支撑。本发明通过加速下落部,交错输出滚轮轴,加速下落工位,自动分离架体,铰接摆动架,上承接工位,重力下落工位,导向长槽,端部弯槽,配重部组件,承载滚轮床,缓冲座,合格品输出部,残次品输出部实现了无动力、低故障的自动分离,其通过对物料部的放大,提高分离精度。
14、本发明设计合理、成本低廉、结实耐用、安全可靠、操作简单、省时省力、节约资金、结构紧凑且使用方便。
技术特征:
1.一种颗粒类物料自动化称量包装工艺,其特征在于:包装工艺包括以下步骤;
2.根据权利要求1所述的颗粒类物料自动化称量包装工艺,其特征在于:在步骤四中,首先,碗式提升机i(4)的高位的输出端的物料部下落到重检秤(5)上;然后,重检秤(5)进行称量物料部后并打开对应挡门,一路输出通道输出重量在设定阈值范围内的认为合格的物料部,另一路通道输出重量小于或大于设定阈值的认为残次品的物料部。
3.根据权利要求1所述的颗粒类物料自动化称量包装工艺,其特征在于:物料部通过碗式提升机ii(7)下落到投料漏斗(30)中,过渡漏斗(31)升降活动,使得物料部下落。
4.根据权利要求1所述的颗粒类物料自动化称量包装工艺,其特征在于:在步骤六中,在袋子包装机(6)中,旋转大盘部(22)旋转;在旋转大盘部(22)上分布有若干工位;
5.根据权利要求1所述的颗粒类物料自动化称量包装工艺,其特征在于:取袋部(10)执行有取袋方法。
6.根据权利要求1所述的颗粒类物料自动化称量包装工艺,其特征在于:在步骤四中,执行有s42重检秤(5)称重步骤和/或s41分离方法;
7.一种取袋方法,其特征在于:取袋方法包括以下步骤;首先,待打开的大包装袋送入到下吸盘头部(42)下方;然后,连接摆杆(40)通过横向连杆部(44)带动下吸盘头部(42)吸附水平放置的大包装袋上升;其次,摆动臂(41)带动压袋轮轴组件(47)下摆动,与竖直状态的大包装袋的表面接触;再次,主动驱动部(57)通过连接从动杆(55)带动上吸盘安装块(48)摆动,驱动转动支撑轴转动,使得上吸盘头部(50)摆动吸附大包装袋并将大包装袋带动到夹袋夹爪部(54)处;之后,上吸盘传动连杆(38)联动连接传动摆杆(59),通过关节轴承(60)带动夹袋夹爪固定轴(56)旋转,使得夹袋夹爪部(54)夹持上吸盘头部(50)送入的大包装袋。
技术总结
本发明涉及颗粒类物料的封装工艺,包装工艺包括以下步骤;步骤一,斗式提升机输送存有颗粒物的小袋包装从低位升到高位;步骤二,多头秤称量从斗式提升机的输出端下落的物料部并记录;步骤三,碗式提升机I输出称量后的物料部;步骤四,复检部对物料部的重量进行二次检测,当物料部的重量小于或大于设定阈值的认为残次品的物料部,并进行分道输出;当物料部的重量在设定阈值范围内的认为合格的物料部,并进行分道输出;步骤五,碗式提升机II承载并将物料部提升;步骤六,袋子包装机将合格品的物料部存储到大包装袋中。
技术研发人员:刘德成,刘照杨,刘德东,董招林,丛美丽
受保护的技术使用者:青岛义龙包装机械有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!