立式吨袋内抽真空包装机的制作方法
本发明涉及真空包装机,尤其涉及一种立式吨袋内抽真空包装机。
背景技术:
1、吨袋用于盛装粉状或者颗粒状物料,吨袋自动包装机用于实现吨袋的全自动装料、抽真空和热封。现有技术中的吨袋自动包装机主要分为两种:一种是将薄膜原料制成吨袋后再装料,这种包装机密封性较好,适用于粉末状或者污染性较高的物料包装,但是由于薄膜承压能力较差,不适用于大容量物料包装;另一种是铝箔吨袋的包装,铝箔吨袋由人工吊挂在料仓下方后再装料,铝箔吨袋有一定硬度,承压能力较好,因此通常是放置在水平输送机上直接输送装料,并以敞口状态输送至热封机内热封,但是吨袋被热封时经常存在热封口褶皱现象,导致包装过程以及包装完成后均存在一定的密封性问题,因此通常用于不易泄露或者无污染的物料包装,并且由于输送过程中没有外力扶持,铝箔吨袋的体积不能过大,当吨袋体积较大时,例如盛装100kg左右物料,由于吨袋主要依靠输送机承受重力,吨袋无法保证完全处于直立状态,装袋过程中吨袋的下部会存在褶皱或者塌陷现象,影响吨袋的进一步输送。
2、传统的吨袋真空包装机一般采取外抽的方式进行抽真空,即在将吨袋袋口尽可能合拢的状态下将抽真空管插入吨袋中进行抽气,对于锂电池行业,锂电池的电极材料为粉末状,在抽气时一方面容易将粉末和气体一同抽走,导致吨袋内的粉末重量减小;另一方面,外抽难以达到较高的真空度,会导致热封后吨袋内存在少量空气,在运输和堆放时,吨袋容易发生变形。
技术实现思路
1、本发明要解决的技术问题是:为了解决现有技术中外抽难以达到较高的真空度的技术问题,本发明提供立式吨袋内抽真空包装机,通过静态真空座与动态真空箱的配合,将包装袋置于封闭的静态真空座与动态真空箱内,然后对封闭的静态空座和动态真空箱进行抽真空,相比于外抽而言,可以达到更高的真空度,且不会吸取包装袋内的粉末物料,提升了包装袋内物料重量准确性,实现精准打包。
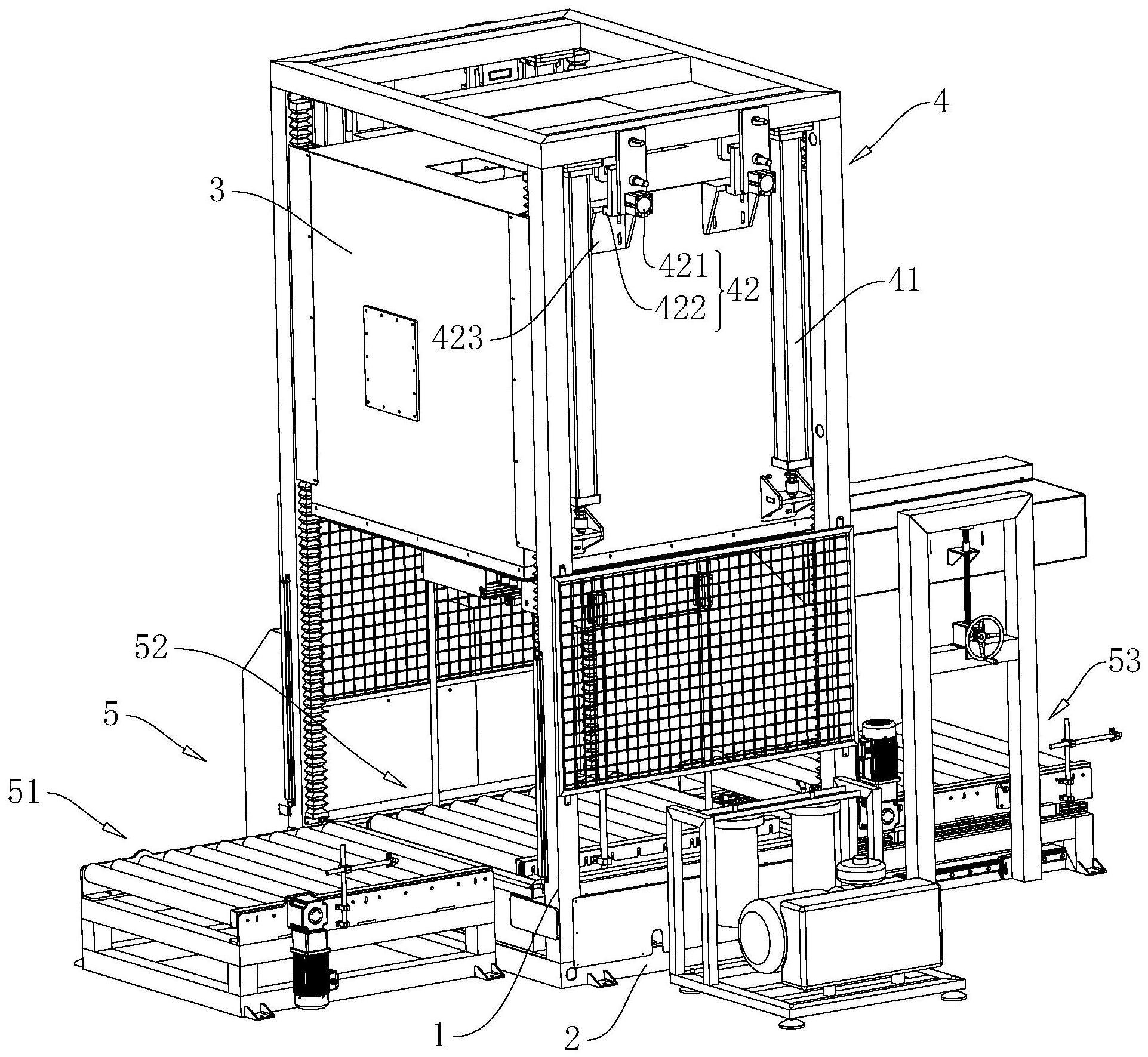
2、本发明解决其技术问题所采用的技术方案是:一种立式吨袋内抽真空包装机包括机架;静态真空座,所述静态真空座设于机架上,所述静态真空座上连通有抽真空管;动态真空箱,所述动态真空箱滑动于机架上;移动机构,所述移动机构设于机架上,用于驱动动态真空箱移动以使动态真空箱与静态真空箱合并或分离;输送机构,所述输送机构设于机架上,用于放置和传送包装袋;封口机构,所述封口机构设于机架上,并用于给包装袋封口,所述封口机构位于动态真空箱与静态真空座之间。本发明的立式吨袋内抽真空包装机,通过静态真空座与动态真空箱的配合,将包装袋置于封闭的静态真空座与动态真空箱内,然后对封闭的静态空座和动态真空箱进行抽真空,相比于外抽而言,可以达到更高的真空度,且不会吸取包装袋内的粉末物料,提升了包装袋内物料重量准确性,实现精准打包。
3、进一步,具体地,所述静态真空座水平设置,所述输送机构和封口机构均位于真空座的上方,所述动态真空箱沿竖直方向滑动。
4、进一步,所述机架上还设有袋口导向机构,所述袋口导向机构沿机架的宽度方向相对设有两组,所述袋口导向机构包括
5、固定板,所述固定板设于机架上;
6、第一伸缩驱动件,所述第一伸缩驱动件的一端与固定板铰接;
7、导向件,所述导向件与第一伸缩件远离固定板的一端铰接,所述导向件用于给包装袋的袋口导向;
8、连接板,所述连接板设于固定板上,所述连接板与导向件铰接,所述连接板、导向件的铰接点与导向件、第一伸缩驱动件的铰接点不同轴。
9、进一步,所述导向件上固定连接有铰接板,所述铰接板远离导向件的一端与连接板连接,所述铰接板上设有铰接轴,所述铰接轴与第一伸缩驱动件远离的固定板的一端铰接。
10、进一步,所述导向件包括
11、固定框,所述固定框同时与第一伸缩件和连接板铰接;
12、驱动轮,所述驱动轮转动连接于固定框上,所述驱动轮设有至少两个;
13、驱动带,所述驱动带套于所有驱动轮上,并由驱动轮驱动而移动;
14、第一旋转驱动件,所述第一旋转驱动件设于固定板上,所述第一旋转驱动件与其中一个驱动轮通过万向联轴器实现连接。
15、进一步,所述封口机构包括第二伸缩驱动件、第一封口件和第二封口件,所述第一封口件和第二伸缩驱动件均设于固定板上,所述第二封口件与第二伸缩驱动件的输出端连接,所述第一封口件和第二封口件位于输送机构上方。
16、进一步,所述第一封口件和第二封口件上均设有封口条,所述封口条沿竖直方向设有至少两个。
17、进一步,所述输送机构包括依次设置的进料装置、传送装置和出料装置,所述传送装置位于封口机构的下方,所述进料装置用于将包装袋传送至传送装置上,所述出料装置用于承接自传送装置输送过来的包装袋。
18、进一步,所述进料装置包括传送架、第一动力滚筒组件和理袋组件,所述传送架上设有第三伸缩驱动件,所述第三伸缩驱动件与第一动力滚筒组件连接,所述第一动力滚筒组件沿包装袋的传送方向滑动于传送架上,所述理袋组件位于第一动力滚筒组件上方,并用于对包装袋的袋口进行梳理。
19、进一步,所述理袋组件包括竖直驱动件和理袋罩,所述竖直驱动件设于传送架上,所述竖直驱动件的输出端与理袋罩连接,以驱使理袋罩沿竖直方向移动,所述理袋罩内设有理袋件,所述理袋件沿理袋罩的宽度方向相对设置有两个,两个所述理袋件之间设有供包装袋袋口通过的通过间隙。
20、本发明的有益效果是,
21、1、通过静态真空座与动态真空箱的设置,将包装袋置于封闭的静态真空座与动态真空箱内,然后对封闭的静态空座和动态真空箱进行抽真空,相比于外抽而言,可以达到更高的真空度,且不会吸取包装袋内的粉末物料,提升了包装袋内物料重量准确性,实现精准打包;
22、2、通过导向件、第一伸缩件和固定板的设置,在包装袋的袋口移动至两个导向件之间时,两个导向件在两个第一伸缩件的作用下相对转动,进而对包装袋的袋口进行限位和导向,采用翻转的方式,能够便于对包装袋的袋口进行聚拢和收紧,一方面能够适应更宽的袋口,另一方面可提升收拢后的袋口的平整度;
23、3、通过竖直驱动件、理袋罩和理袋件的设置,理袋罩和理袋件便于对包装袋的袋口进行梳理,提升袋口的平整度,便于减少包装袋转移至传送装置处时,包装袋发生散乱的可能,进而便于提升包装袋的封口精度,。
技术特征:
1.一种立式吨袋内抽真空包装机,其特征在于:包括
2.如权利要求1所述的立式吨袋内抽真空包装机,其特征在于:所述静态真空座(2)水平设置,所述输送机构(5)和封口机构(7)均位于真空座的上方,所述动态真空箱(3)沿竖直方向滑动。
3.如权利要求1所述的立式吨袋内抽真空包装机,其特征在于:所述机架(1)上还设有袋口导向机构(6),所述袋口导向机构(6)沿机架(1)的宽度方向相对设有两组,所述袋口导向机构(6)包括
4.如权利要求3所述的立式吨袋内抽真空包装机,其特征在于:所述导向件(63)上固定连接有铰接板(635),所述铰接板(635)远离导向件(63)的一端与连接板(613)连接,所述铰接板(635)上设有铰接轴(636),所述铰接轴(636)与第一伸缩驱动件(62)远离的固定板(61)的一端铰接。
5.如权利要求3所述的立式吨袋内抽真空包装机,其特征在于:所述导向件(63)包括
6.如权利要求1所述的立式吨袋内抽真空包装机,其特征在于:所述封口机构(7)包括第二伸缩驱动件、第一封口件(72)和第二封口件,所述第一封口件(72)和第二伸缩驱动件均设于固定板(61)上,所述第二封口件与第二伸缩驱动件的输出端连接,所述第一封口件(72)和第二封口件位于输送机构(5)上方。
7.如权利要求6所述的立式吨袋内抽真空包装机,其特征在于:所述第一封口件(72)和第二封口件上均设有封口条,所述封口条沿竖直方向设有至少两个。
8.如权利要求1所述的立式吨袋内抽真空包装机,其特征在于:所述输送机构(5)包括依次设置的进料装置(51)、传送装置(52)和出料装置(53),所述传送装置(52)位于封口机构(7)的下方,所述进料装置(51)用于将包装袋传送至传送装置(52)上,所述出料装置(53)用于承接自传送装置(52)输送过来的包装袋。
9.如权利要求8所述的立式吨袋内抽真空包装机,其特征在于:所述进料装置(51)包括传送架(511)、第一动力滚筒组件(512)和理袋组件(513),所述传送架(511)上设有第三伸缩驱动件(5111),所述第三伸缩驱动件(5111)与第一动力滚筒组件(512)连接,所述第一动力滚筒组件(512)沿包装袋的传送方向滑动于传送架(511)上,所述理袋组件(513)位于第一动力滚筒组件(512)上方,并用于对包装袋的袋口进行梳理。
10.如权利要求9所述的立式吨袋内抽真空包装机,其特征在于:所述理袋组件(513)包括竖直驱动件和理袋罩(5132),所述竖直驱动件设于传送架(511)上,所述竖直驱动件的输出端与理袋罩(5132)连接,以驱使理袋罩(5132)沿竖直方向移动,所述理袋罩(5132)内设有理袋件(514),所述理袋件(514)沿理袋罩(5132)的宽度方向相对设置有两个,两个所述理袋件(514)之间设有供包装袋袋口通过的通过间隙。
技术总结
本发明涉及真空包装机技术领域,尤其涉及一种立式吨袋内抽真空包装机,包括机架;静态真空座,静态真空座设于机架上,静态真空座上连通有抽真空管;动态真空箱,动态真空箱滑动于机架上;输送机构,输送机构设于机架上,用于放置和传送包装袋;封口机构,封口机构设于机架上,并用于给包装袋封口,封口机构位于动态真空箱与静态真空座之间。本发明的立式吨袋内抽真空包装机,通过静态真空座与动态真空箱的配合,将包装袋置于封闭的静态真空座与动态真空箱内,然后对封闭的静态空座和动态真空箱进行抽真空,相比于外抽而言,可以达到更高的真空度,且不会吸取包装袋内的粉末物料,提升了包装袋内物料重量准确性,实现精准打包。
技术研发人员:朱昌海
受保护的技术使用者:常州楷立机械有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!