用于在没有分离器的情况下运输工件载体的运输模块的制作方法
本发明涉及一种按照权利要求1的前序部分所述的运输模块,此外涉及一种具有多个这样的运输模块的运输路段以及一种用于运行运输路段的方法。
背景技术:
1、由ep 2 163 497 b1已知一种运输路段,该运输路段由多个运输模块组成。运输模块具有带动设备,该带动设备包括多个沿运输方向成排布置的输送辊。输送模块的几乎所有输送辊都借助于共同的电动马达的主轴来驱动。带动设备通常永久地运转,其中,工件载体能够借助于分离器(vereinzeler)来停止在规定的位置处。分离器例如由ep 484 648 b1已知。为了在此使电动马达不过载,在所提及的主轴处设置了滑动离合器,因此,被形状配合地保持的工件载体不会在主轴处引起过度的转矩。
2、这种方案的局限在于,应该使用承载非常重的工件的非常大的工件载体。这样的工件能够是电池电力的车辆的电池模块。由于在停住工件载体时的惯性力,而尤其会使分离器过载并且在短时间后被破坏。
3、在加工电子的印刷电路板时,典型地在不使用分离器的情况下进行对印刷电路板的运输。在此使用运输模块,这些运输模块例如根据“ipc-hermes-9852”标准(1.4版本;能够在https://www.the-hermesstandard.info/download/下进行检索)与彼此数据更换,以便对印刷电路板的从运输模块到直接邻近的运输模块上的转移进行组织。在此,印刷电路板单独借助于电动马达制动和加速,该电动马达引起了对印刷电路板的运输。
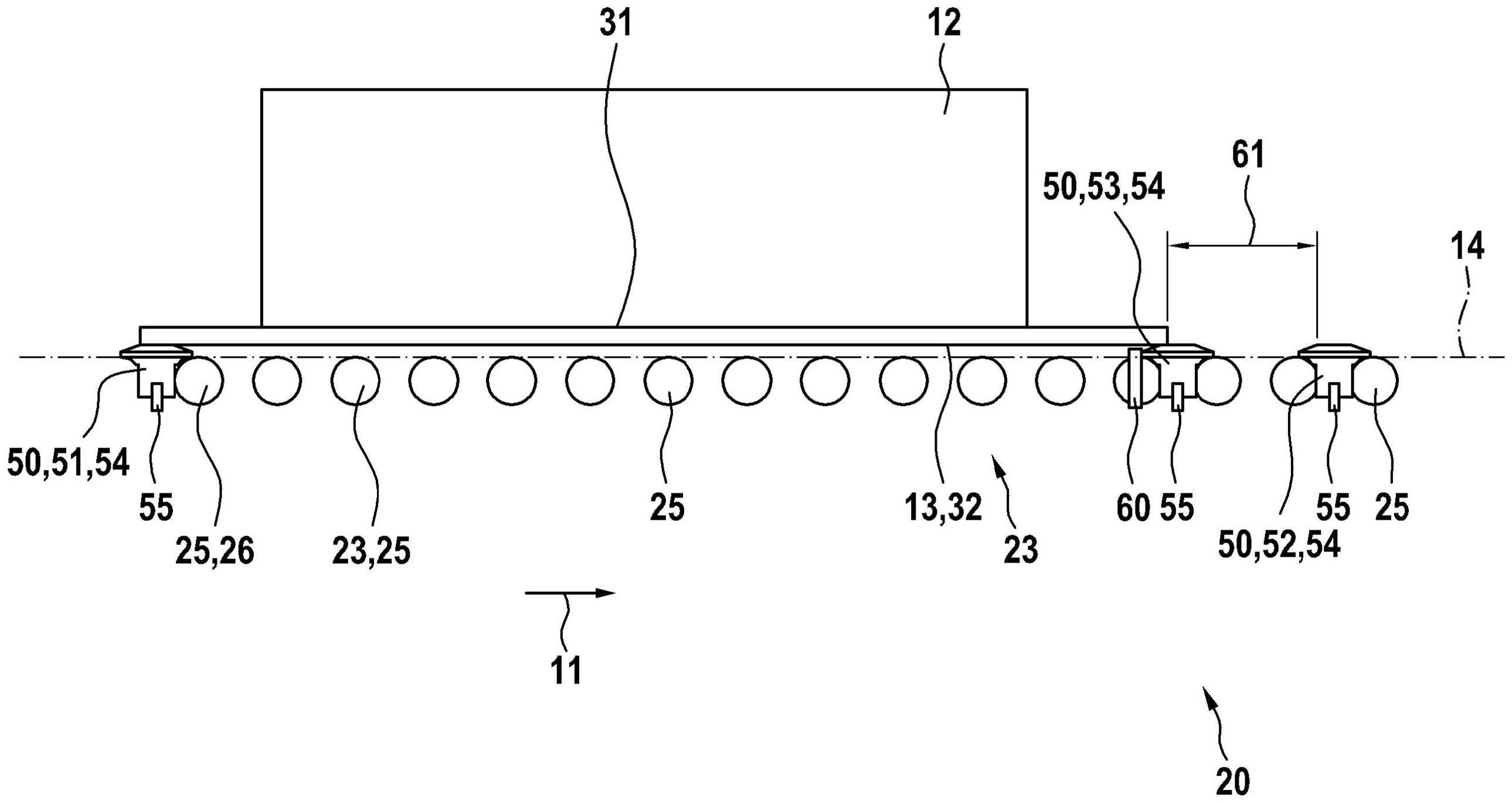
4、在本发明的框架中应该将这种原理转用于输送模块,该输送模块例如根据ep 2163 497 b1来构造。在此产生的问题是,无法如在印刷电路板的情况下那样简单地检测出对应的工件载体的存在性。印刷电路板基本上是具有恒定的厚度的平板。尤其当工件载体非常大时,该工件载体由多个部件组成,其中,为此参阅下方对图3的解释。这样的工件载体的下侧相对而言分开(zerklüftet),其中,仅触碰了输送辊的工作面布置在共同的第一运输面中。剩下的下侧相对于第一运输面缩回。
技术实现思路
1、利用本发明,应该将所提及的hermes原理转用于针对工件载体的运输模块。在此,应该实现的是,能够将在运输路段中常见的接近开关使用作为传感器,以便能够在运输模块之间实现以上所提及的通信。在此,应该使用尽可能少的数目的传感器。此外,本发明考虑到了重的工件载体相对于轻的电子印刷电路板的明显更长的制动路径。
2、按照权利要求1提出了,设置至少三个工作面传感器,这些工作面传感器分别如此布置在分别配属的带动设备的区域中,使得这些工作面传感器能够分别检测工作面的存在性或者说不存在性,其中,分别两个沿运输方向直接邻近的工作面传感器沿运输方向如此与彼此间隔开,使得在工件载体的至少一个位置中两个直接邻近的工作面传感器检测该工件载体的存在性,其中,至少三个工作面传感器包括沿运输方向布置在运输模块的对置的端部处的第一工作面传感器和第二工作面传感器,其中,至少三个工作面传感器包括第三工作面传感器,该第三工作面传感器沿运输方向以制动间距直接邻近于第二工作面传感器布置。工作面传感器优选如此布置在带动设备的区域中,使得该带动设备沿运输方向相对于下述位置对齐地布置,在该位置中在带动设备与工作面之间实现尤其摩擦配合的带动。在最简单的情况下,能够仅用三个传感器来可靠地求取在没有分离器的情况下在所期望的运输的范畴中所需要的所有信息。
3、工作面优选具有横向于矩形的边界的恒定的宽度。能够设置唯一的工作面,该工作面沿着整个矩形的边界连续地伸展。优选设置多个单独的工作面,其中,两个邻近的工作面沿着矩形的边界在分离器通路上与彼此间隔开。分离器通路的沿着矩形的边界的长度例如为工作面的横向于矩形的边界的宽度的50%与200%之间。工件载体的矩形的边界能够正方形地构造。
4、当设置超过两个带动设备时,也能够在矩形的边界旁边设置至少一个工作面,该工作面平行于配属的矩形侧伸展。优选所有工作面传感器都配属于至少两个带动设备中的同一个带动设备。能够设置唯一的电动马达,该电动马达驱动所有带动设备。所有带动设备能够分别分配有单独的电动马达,以便运输特别重的工件。当设置多个电动马达时,运输模块的所有的带动设备优选尽管如此基本上同步运动。
5、利用第一工作面传感器能够在尽可能早的时间点识别出进入到运输模块中的工件载体的存在性。利用第二工作面传感器能够在尽可能迟的时间点识别出工件载体已经离开运输模块。利用第三工作面传感器能够识别出工件载体的以下位置,在该位置中能够仅在使用至少一个电动马达的情况下将最大加载的工件载体如此制动直至停止运转,使得该工件载体在制动过程结束时仍然完全处于运输模块之内。所提及的制动间距优选基于工件载体的最大允许的加载来选择。
6、当工件载体放置在带动设备上时,其第一运输面与第二运输面重合。第二运输面优选垂直于重力的方向定向。带动设备能够包括连续地环绕的牵拉器件、例如齿形皮带,该齿形皮带环绕输送链。带动设备优选分别沿运输方向延长地构造。所有工件载体在运输路段上优选关于其矩形的边界相同地构造。
7、在从属权利要求中提出了本发明的有利的改进方案和改善方案。
8、能够设置的是,至少一个工作面传感器、优选所有工作面传感器分别包括能垂直于第二运输面线性运动的滑动件,该滑动件能够被带入到与工作面的直接的触碰接触中,其中,滑动件分配有接近开关,借助于该接近开关能够检测滑动件的位置。滑动件能够如此没有问题地实施,使得能够用接近开关可靠地检测其位置。在优选的工件载体中不是这种情况。滑动件优选装备有由de 20312217u1已知的机构,该机构防止了滑动件关于其线性的运转轴发生倾斜或者说歪斜。接近开关优选感应式地工作,其中,该接近开关也能够光学式地工作。
9、能够设置的是,每个带动设备包括多个能转动的运输辊,这些运输辊沿运输方向布置成一排,其中,这些运输辊与彼此间隔开,其中,每个运输辊具有垂直于运输方向定向的转动轴线,其中,所有运输辊共同规定了第二运输面,其中,运输辊中的多个运输辊、优选所有运输辊与分别配属的电动马达处于旋转驱动连接之中,其中,或者第一工作面传感器或第二工作面传感器邻近于唯一的最外部的运输辊布置,其中,所有其余的工作面传感器沿运输方向分别布置在两个直接邻近的运输辊之间。上面所提及的牵拉器件具有的缺点是,当牵拉器件已经遮盖工作面的整个宽度时,优选的工作面传感器连同滑动件无法在牵拉器件之处使用。在优选的运输辊之间反之存在足够的位置,以便将工作面传感器安置在那里,从而该工作面传感器能够检测工作面的存在性或者说不存在性。此外,利用运输辊能够没有问题地运输特别重的工件。
10、优选将多个运输模块一起组合成运输路段,从而完全布置在外部的第一工作面传感器或者说第二工作面传感器也布置在两个直接邻近的运输辊之间。然而,它们配属于不同的运输模块。在运输辊与分别配属的电动马达之间的旋转驱动连接优选用由ep 2 163497 b1已知的包括所谓的主轴的机构来实现。在此,能够发生的是,没有驱动各个运输辊、尤其是邻近用于电动马达布置的运输辊。在本发明的框架中驱动运输辊中的多个运输辊就足够了。当应该使用仅唯一的电动马达时,配属于不同的带动设备的两个或更多的运输辊能够例如通过轴与彼此固定连接。
11、能够设置至少一个矩形的工件载体,该工件载体具有上侧和对置的下侧,其中,在上侧处能够接纳至少一个工件,其中,下侧至少沿着矩形的边界具有至少一个平坦的工作面,其中,所有工作面布置在共同的第一运输面中,其中,至少一个工作面限定了至少一个缩回区域,该区域相对于第一运输面朝向上侧缩回。优选至少一个工件载体如此布置在运输模块上,使得第一运输面和第二运输面同时重合。
12、能够设置的是,工件载体包括至少一个铁磁性的置入件,该铁磁性的置入件在至少一个工作面旁边布置在工件载体的下侧处,其中,基本上所有其余的工件载体并非铁磁性地构造,其中,运输模块包括至少一个位置传感器,该位置传感器如此布置,使得当在运输模块上运输相关的工件载体时,能够检测出置入件的存在性或者说不存在性。与此对应地,能够将位置传感器非常灵活地布置在带动设备之间,从而能够识别出每个任意的所期望的位置。利用位置传感器能够识别出工件载体在运输模块上的相对而言精确确定的位置。位置确定的精确性主要依赖于位置传感器的切换时间。优选置入件构造得如此小,使得能够准确地确定对应的位置。在该位置中优选在工件处实行加工,该工件接纳在工件载体上。工件载体能够基本上完全由铝和/或塑料构成。该工件载体能够包括铁磁性的螺纹件和其他的连接器件,其中,该螺纹件和其他的连接器件优选如此布置,使得它们以如此大的间距运动经过至少一个位置传感器,从而该位置传感器没有响应。位置传感器优选是感应式的接近开关。
13、能够设置刚好三个工作面传感器,即第一工作面传感器、第二工作面传感器和第三工作面传感器,其中,至少两个带动设备的沿运输方向的长度小于或等于工件载体的沿运输方向的长度的两倍。利用如此小的运输模块,非常多的工件载体能够不依赖于彼此地在运输路段上运动。运输路段能够仅通过所使用的运输模块的数目来与所期望的运输路段相适配。不需要使用不同长度的运输模块,从而能够以大的件数成本低廉地制造运输模块。
14、能够设置的是,将第一工作面传感器与第三工作面传感器之间的间距选择得如此大,使得只有当工件载体完全处于运输模块之内时,第一工作面传感器和第三工作面传感器才共同地检测到该工件载体的存在性。因此能够以简单的方式确定,工件载体在从先前的运输模块过渡之后完全处于当前的运输模块中。
15、能够设置的是,工件载体具有多个单独的工作面,其中,两个邻近的工作面沿着矩形的边界通过分离器通路与彼此间隔开,其中,分离器通路如此宽,使得当至少一个工作面传感器布置在该分离器通路的区域中时,该至少一个工作面传感器检测工作面的不存在性。在按照本发明的方法的框架中优选考虑到分离器通路。
16、此外要求保护一种运输路段,该运输路段包括按照本发明的第一运输模块和第二运输模块,其中,第一运输模块和第二运输模块沿运输方向直接彼此邻近地布置,其中,彼此配属的带动设备对齐地布置,从而工件载体能够借助于带动设备从第一运输模块转移到第二运输模块上,其中,第一运输模块和第二运输模块通过多个数据信道与彼此连接,这些数据信道分别仅能够占据有效状态或无效状态,其中,每个数据信道分别连接一个运输模块、即作为发送器的第一运输模块或第二运输模块以及另一个运输模块、即作为接收器的第二运输模块或第一运输模块。数据信道能够由数字的信号线路形成,数字的信号线路能够表示例如两个不同的直流电压,以便代表有效状态或者说无效状态。第一运输模块和第二运输模块能够通过计算机网络、例如以太网与彼此连接,以便实现所有数据信道。在此,每个数据信道分配有一对消息,其中,一个消息指示了从数据信道的无效状态到有效状态中的过渡,其中,另一个消息指示了从数据信道的有效状态到无效状态中的过渡。数据信道的状态优选基于所提及的信道在第一运输模块中并且在第二运输模块中进行确定和存储。所提及的消息优选在使用tcp/ip协议的情况下通过计算机网络来传递。不言而喻的是,运输路段能够包括另外的运输模块,其中,每对直接邻近的运输模块类似于第一运输模块和第二运输模块构造在彼此处。运输路段的所有运输模块优选通过共同的计算机网络与彼此连接。
17、另外要求保护一种用于运行按照本发明的运输路段的方法,其中,设置了机械就绪数据信道,该机械就绪数据信道定向成从第二运输模块到第一运输模块,其中,仅当所有工作面传感器并且如果存在的话第二运输模块的所有位置传感器指示了工件载体的不存在性时,机械就绪数据信道才占据有效状态。措辞“仅当”应该说明的是,会发生尽管存在所提及的条件机械就绪数据信道无法置于有效的情况,例如当下面所阐释的有限自动机处于故障状态中时或者当第三工作面传感器处于分离器通路的区域中时则会发生这种情况。该方法方面和在下文中的方法方面分别分配有运输模块,该运输模块充当数据信道的发送器。只要没有明确地另外说明,该运输模块就优选自主地实施相关的方法方面。为此,运输模块优选包括可编程的数字计算机,该数字计算机对应地程序化并且与相关的传感器和执行器连接。在按照本发明的方法的在时间上的第一步骤的框架中优选提供按照本发明的运输路段。
18、能够设置车载可用数据信道,该车载可用数据信道定向成从第一运输模块到第二运输模块,其中,仅当工作面传感器中的至少一个工作面传感器指示工件载体的存在性时,车载可用数据信道才占据有效状态。在此应当注意的是,当位置传感器指示了工件载体的存在性时,则至少一个工作面传感器也始终指示了该工件载体的存在性。这一点由按照权利要求1的工作面传感器的间距所造成。如果不存在位置传感器,优选仅当第三工作面传感器指示了工件载体的存在性时,车载可用数据信道才指示有效状态。优选结合下面阐释的有限自动机来使用位置传感器,其中,最早当位置传感器指示工件载体的存在性时、最优选地当结束工件的加工时,车载可用数据信道指示有效状态。优选车载可用数据信道在尽可能早的时间点占据有效状态,在该时间点中存在所提及的条件。由此加快了对工件载体的运输。
19、能够设置开始运输数据信道,该开始运输数据信道定向成从第二运输模块到第一运输模块,其中,仅当不仅机械就绪数据信道而且车载可用数据信道也指示了有效状态时,开始运输数据信道才占据有效状态,其中,第二运输模块的带动设备在下述时间点被置于运动之中,在该时间点中在开始运输数据信道处进行从无效状态到有效状态中的对应的状态变化。
20、能够设置的是,仅当开始运输数据信道从无效状态切换到有效状态中时,第一运输模块的带动设备才被置于运动之中。与上述的原理相反,优选由第一运输模块自主地执行该方法方面。
21、能够设置的是,仅当第三工作面传感器从该第三工作面传感器指示工件载体的不存在性所在的状态出发过渡到该第三工作面传感器指示工件载体的存在性所在的状态中时,第一运输模块才将其带动设备制动直至停止运转。能够设想到,当机械就绪数据信道和/或开始运输数据信道指示了有效状态时并且/或者当停止运输数据信道指示了无效状态时,不发生该制动过程。由此能够加快运输。能够设想到,工件载体自第三工作面传感器起被制动到较低的速度上,其中,刚好当位置传感器指示工件载体的存在性时,该工件载体被制动直至停止运转。如果工件载体在第三工作面传感器前方被制动,则当该工件载体在制动过程结束的情况下停止运转时,该工件载体可能会仍然部分地处于之前的运输模块上。优选仅借助于至少一个电动马达来实现制动过程,其中,根据预先给定的关于时间的转速走势来延缓该电动马达的转速。
22、能够设置运输完成数据信道,该运输完成数据信道定向成从第一运输模块到第二运输模块,其中,仅当第一运输模块的带动设备停止运转时,运输完成数据信道才占据有效状态,其中,此外所有工作面传感器并且如果存在的话第一运输模块的所有位置传感器指示了工件载体的不存在性。按照上述的原理仅由第一运输模块执行该方法方面。
23、能够设置的是,设置停止运输数据信道,该停止运输数据信道定向从第二运输模块到第一运输模块,其中,仅当第二运输模块的带动设备停止运转或者说被制动直至停止运转时,停止运输数据信道才占据有效状态,其中,当停止运输数据信道的状态从无效状态切换到有效状态上时,在第一运输模块的第二工作面传感器指示工件载体的存在性之前,该第一运输模块就将其两个带动设备制动直至停止运转。尤其能够设想到,第一运输模块将工件载体输送越过第三工作面传感器直至位置传感器并且使其停止在那里,而停止运输数据信道指示有效状态。
24、能够设置的是,第一运输模块和/或第二运输模块分别实现具有多个状态的有限自动机,其中,所提及的状态的至少一部分分别代表工件载体从第一运输模块到第二运输模块上的过渡的不同的阶段,其中,有限自动机的每个状态分配有传出的数据信道的唯一的状态组合,其中,有限自动机的状态的切换依赖于传入的数据信道的状态并且依赖于至少三个工作面传感器的状态并且如果存在的话依赖于至少一个位置传感器的状态来实现。有限自动机(finite state machine(有限状态机);https://de.wikipedia.org/wiki/endlicher_automat)具有有限的数目的固定地预先给定的状态。与用按照本发明的数字的数据信道所能够代表的相比,利用有限自动机能够在流程控制的框架中考虑到多种状态。能够实现开始状态或者说对应的状态顺序,该状态顺序使得运输路段从未定义的状态出发在接入运输路段之后而转移到规定的状态中。能够实现故障状态,当存在传入的信号的不允许的组合时,则出现该故障状态。例如当正在进行工件载体的运输期间将工件载体从运输路段移除时,则可能产生该故障状态。
25、能够设置的是,有限自动机的多个状态包括至少两个零状态,在该零状态中所有工作面传感器指示了工件载体的不存在性,其中,零状态包括第一零状态,该第一零状态引起了机械就绪数据信道占据有效状态,其中,机械就绪数据信道在所有其余的零状态中占据无效状态,其中,所提及的另外的零状态代表运输路段的以下状态,在该状态中,唯一的、分别配属于相关的零状态的工作面传感器处于分离器通路上方,从而该工作面传感器指示工件载体的不存在性。优选零状态包括第二零状态,该第二零状态配属于第三工作面传感器。能够设想到,针对第一工作面传感器和/或第二工作面传感器也设置零状态。然而,也能够通过合适地挑选有限自动机的其他状态之间的过渡条件来考虑这两种情况,而不必引入对此附加的零状态。
26、不言而喻的是,能够不仅以分别规定的组合而且还以其他的组合或者单独地使用前面所提及的以及在下文中还有待阐述的特征,而不脱离本发明的范围。
- 还没有人留言评论。精彩留言会获得点赞!