连续作业式筒管残留纱自动剥离装置及方法与流程
本发明涉及纺纱设备,具体涉及一种筒管残留纱剥离装置。
背景技术:
1、如图3、图6可见,纺纱过程中,细纱筒管经络筒机处理后有部分尾纱残留在筒管5上,每车间每日产生带有残留纱的筒管数百管。所述筒管5为塑胶材质锥形筒,残留纱积聚在筒管5大头端,残留纱轴向延伸长度20~60mm,径向厚度5~15mm。
2、为实现筒管复用,需要将残留纱从筒管5上剥离,当前采用人工剥离方式,生产效率低下。且人工剥离需要借助刀、剪等工具,易在筒管5表面留下刀痕,对筒管造成伤害;用力不当时,偶发工人手指受伤事故。
技术实现思路
1、本发明所要解决的技术问题在于提供一种装置,能以连续作业方式进行筒管残留纱自动剥离,生产效率高,剥离效果可靠。
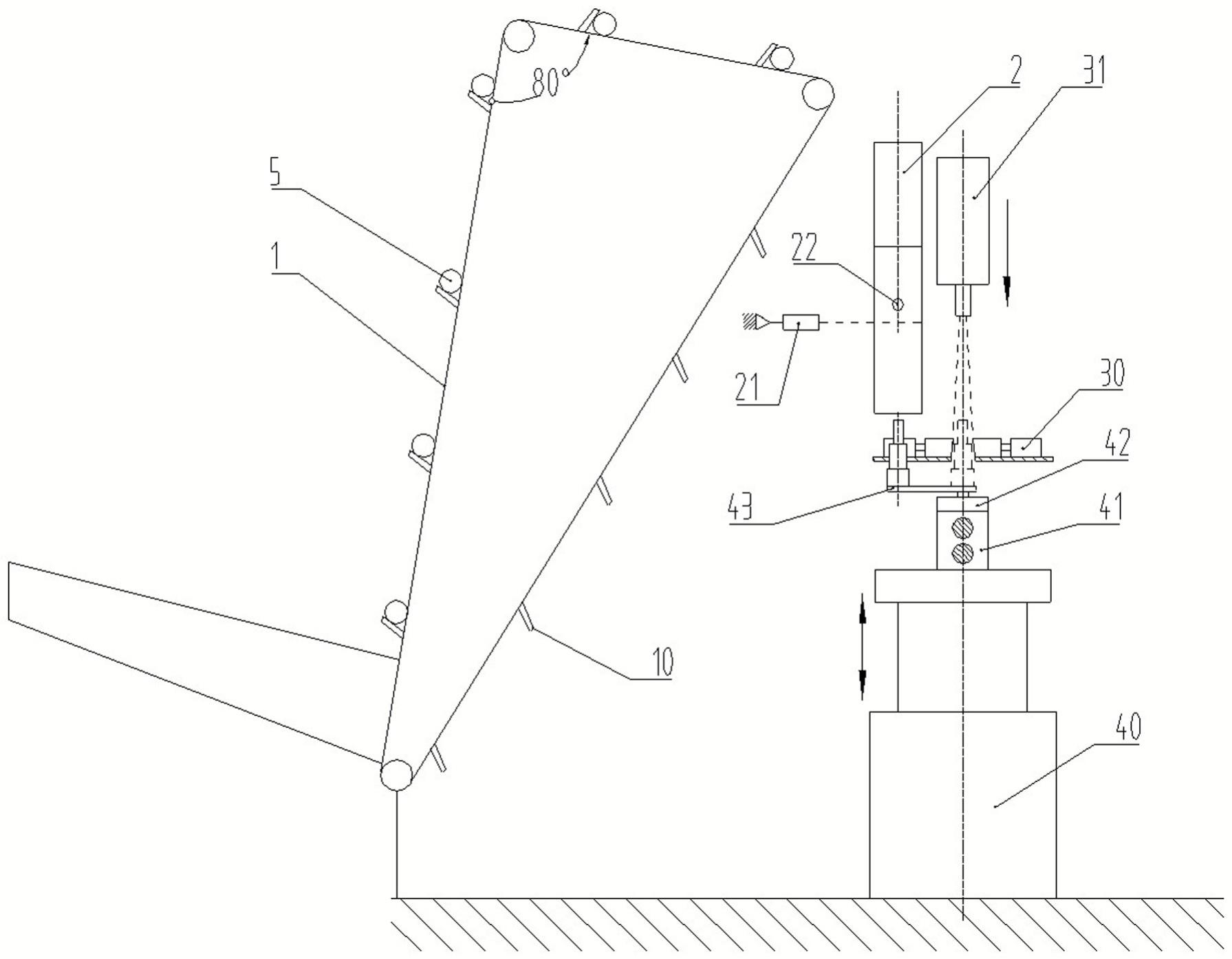
2、为解决上述问题,本发明的连续作业式筒管残留纱自动剥离装置,包括设置在机架上的输送带,用于对筒管进行提升和输送,所述输送带上等间距地设置有若干个沿其宽度方向布置的挡板,还包括与所述输送带匹配的漏斗,所述漏斗的上口截面为长方形、其下端漏管上通过销轴设置有侧开门,所述侧开门上连接有开门气缸;还包括与所述漏斗匹配的光电探测器,用于探测漏斗内筒管有无情况;
3、还包括设置在机架一侧的剥离组件,用于将残留纱自筒管上剥离;所述剥离组件包括设置在机架上的夹紧气缸,所述夹紧气缸的上端设置有冲击气缸,所述夹紧气缸带有左、右活塞头,所述左、右活塞头的端面对称地切割有半圆形的夹紧槽;
4、还包括转运组件,用于将筒管自所述漏斗转运至所述剥离组件;所述转运组件包括升降气缸,所述升降气缸上设置有平行转运装置,所述平行转运装置包括沿水平向布置的导轨和水平转运气缸,所述平行转运装置上设置有转向气缸,所述转向气缸的活塞头上设置有转向臂,所述转向臂的自由端设置有管柱;
5、还包括与所述光电探测器电连接的plc控制器,用于控制输送带、开门气缸、夹紧气缸、冲击气缸、升降气缸、转向气缸、水平转运气缸工作。
6、还包括筒管姿态调整组件,用于驱动工件以大头在下方式进入漏斗;所述筒管姿态调整组件包括设置在机架上的左挡片、右挡片,所述左挡片、右挡片的根部分别与所述输送带的侧边对齐,所述左挡片、右挡片的自由端向所述输送带的中轴线倾斜延伸;在垂直向,所述左挡片、右挡片的自由端与所述输送带的上端面之间设置有平行间隙。
7、所述漏斗下端的漏管横截面为矩形,所述侧开门横截面为“┘”形结构,侧开门打开状态时,漏管管身的正面、侧面均打开,从而提供足够的空间,使转向臂带动筒管的转动动作不受漏斗限制。
8、本发明还提供了一种连续作业式筒管残留纱自动剥离方法,包括以下步骤:
9、a、各组件就位
10、升降气缸工作,平行转运装置、转向气缸、转向臂整体下降;水平转运气缸工作,转向气缸、转向臂平移至导轨一端;转向气缸工作,使转向臂与漏斗沿垂直向对正;开门气缸工作,使所述侧开门关闭;夹紧气缸打开,冲击气缸上升复位;
11、b、工件提升与输送
12、光电探测器探测到漏斗内无工件时,输送带的动力装置工作,提升筒管,当一个筒管落入漏斗内时,光电探测器向plc控制器发出信号,输送带停止工作;
13、筒管沿漏斗下降,并套装在转向臂末端的管柱上;开门气缸工作,侧开门打开;转向气缸工作,转向臂逆转向并与平行转运装置的导轨对正;
14、升降气缸复位,平行转运装置整体上升;水平转运气缸工作,转向臂沿导轨移动,将工件转运至剥离组件;
15、c、剥离
16、筒管输送就位后,夹紧气缸工作,夹紧工件;然后冲击气缸工作,自上而下将筒管自夹紧槽冲出,残留纱被限制在夹紧气缸上端面上;然后夹紧气缸张开,残留纱、筒管以分离状态自出料槽输出;
17、重复以上步骤a——c,连续对筒管残留纱进行剥离。
18、所述步骤b中,当筒管自料斗输送至输送带时,其管身以平行姿态接触挡板;当筒管随输送带持续行走时,其大头与左挡片、右挡片之一接触,使管身沿输送带宽度方向平移,其小头相应的从对侧平行间隙伸出;输送带下料过程中,筒管以大头在下的方式进入所述漏斗,然后以平动方式输送至所述夹紧气缸。
19、本发明的技术优点:①筒管沿圆周向被夹持后,通过气缸在垂直向大力冲击,使管、纱分离,能够连续作业,剥离效果好,生产效率高,节省人工;②以光电探测器信号控制工作节奏,以plc控制器协调各组件运转,作业稳定,装置经试生产验证可靠;③设置姿态调整部件后,筒管始终以大头在下方式在剥离组件上接受冲击,剥离效果好;④以左挡片、右挡片与输送带配合进行姿态调整,保证筒管始终以大头在下姿态进入漏斗,并以平动方式输送至剥离组件,调姿结构简单、调姿效果可靠。
技术特征:
1.一种连续作业式筒管残留纱自动剥离装置,包括设置在机架上的输送带(1),所述输送带(1)上等间距地设置有若干个沿其宽度方向布置的挡板(10),其特征在于:还包括与所述输送带(1)匹配的漏斗(2),所述漏斗(2)的上口截面为长方形、其下端漏管上通过销轴设置有侧开门(20),所述侧开门(20)上连接有开门气缸(21);还包括与所述漏斗(2)匹配的光电探测器(22);
2.如权利要求1所述的连续作业式筒管残留纱自动剥离装置,其特征在于:还包括筒管姿态调整组件,用于驱动工件以大头在下方式进入漏斗(2);所述筒管姿态调整组件包括设置在机架上的左挡片(11)、右挡片(11’),所述左挡片(11)、右挡片(11’)的根部分别与所述输送带(1)的侧边对齐,所述左挡片(11)、右挡片(11’)的自由端向所述输送带(1)的中轴线倾斜延伸;在垂直向,所述左挡片(11)、右挡片(11’)的自由端与所述输送带(1)的上端面之间设置有平行间隙。
3.如权利要求1所述的连续作业式筒管残留纱自动剥离装置,其特征在于:所述漏斗(2)下端的漏管横截面为矩形,所述侧开门(20)横截面为“┘”形结构。
4. 一种连续作业式筒管残留纱自动剥离方法,包括以下步骤:
5.如权利要求4所述的连续作业式筒管残留纱自动剥离方法,其特征在于:
技术总结
本发明提供了一种连续作业式筒管残留纱自动剥离装置,包括设置在机架上的输送带,还包括与所述输送带匹配的漏斗,所述漏斗的上口截面为长方形、其下端漏管上通过销轴设置有侧开门,所述侧开门上连接有开门气缸;还包括设置在机架一侧的剥离组件;还包括转运组件,用于将筒管自所述漏斗转运至所述剥离组件;所述转运组件包括升降气缸、平行转运装置、转向气缸,所述转向气缸的活塞头上设置有转向臂;还包括与所述光电探测器电连接的PLC控制器,用于控制输送带、开门气缸、夹紧气缸、冲击气缸、升降气缸、转向气缸、水平转运气缸工作。本发明能以连续作业方式进行筒管残留纱自动剥离,劳动效率高,剥离效果可靠。
技术研发人员:汪伟俊,吴友胜
受保护的技术使用者:安徽华茂纺织股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!