接纱装置的制作方法
本发明涉及接纱装置。
背景技术:
1、以往,已知一种具有接纱室的接纱部(接纱装置),该接纱室是通过压缩空气的作用来进行接纱的空间。例如,在喷嘴中形成有接纱室,并通过喷嘴的通路及喷射孔向接纱室喷射压缩空气。解捻后的第一纱线端与第二纱线端通过压缩空气的作用而被捻合。喷嘴例如由陶瓷形成。喷嘴被容纳并固定在支承块的开口部。支承块例如由铝等金属或树脂形成(专利文献1:日本特开2021-091501号公报)。
2、以往的接纱装置中的陶瓷制喷嘴从相对于纱线的耐磨性的观点出发是优异的。但是,当对喷嘴施加了冲击或应力时,可以列举出陶瓷制喷嘴容易破损的问题。
技术实现思路
1、本发明的目的在于,提供一种在为了防止喷嘴破损而设为金属制喷嘴并提高强度的同时提高纱线品质的接纱装置。
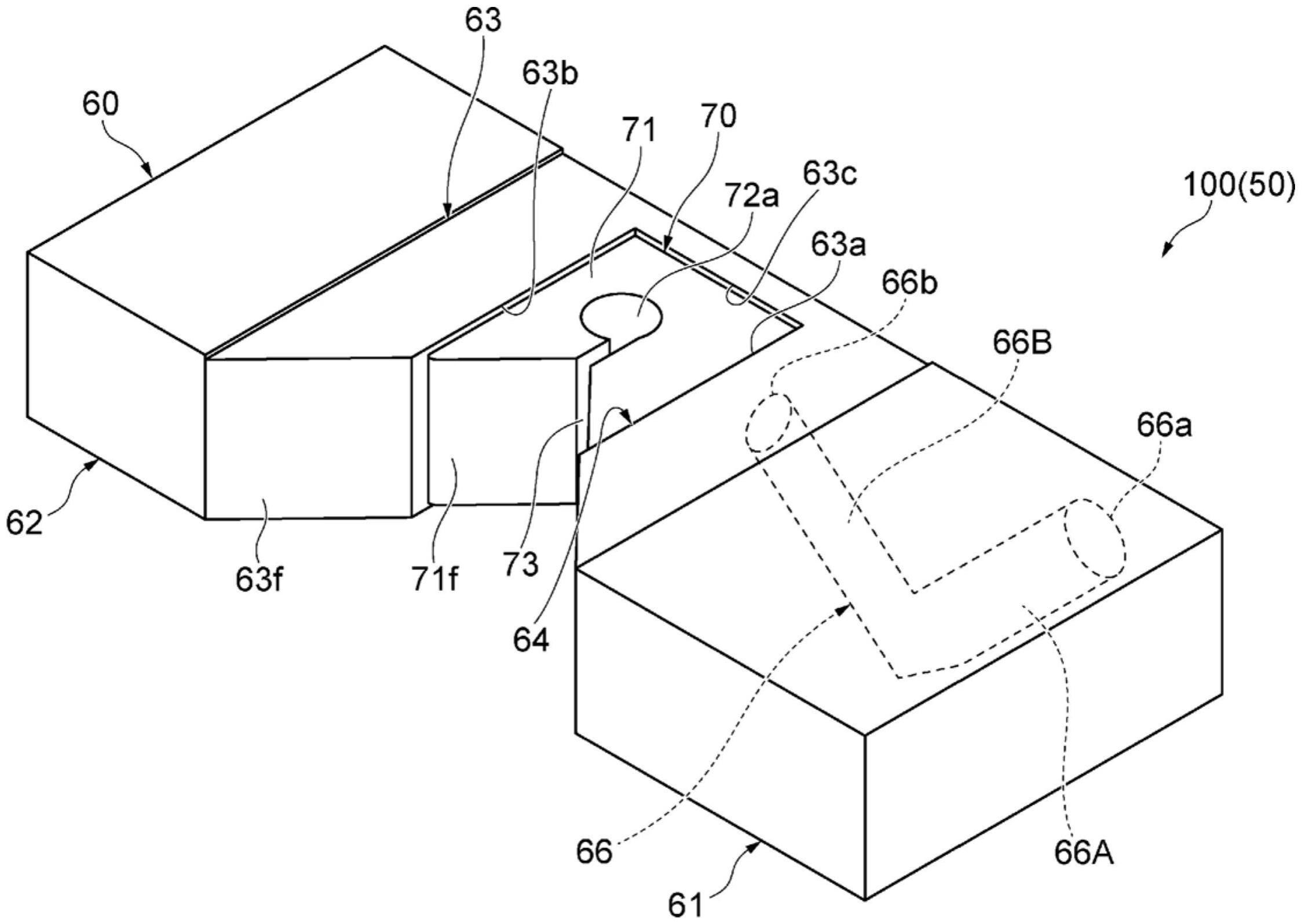
2、本发明的一个方式的接纱装置具备由第一金属形成的接纱喷嘴。接纱喷嘴具有:接纱空间,该接纱空间以在第一方向上贯穿接纱喷嘴的方式形成;和纱线插入间隙,该纱线插入间隙在与第一方向正交的第二方向上与接纱空间连接,并在第二方向上与接纱喷嘴的内外连通。接纱空间中的外周侧的周面的至少一部分的表面性状的算术平均粗糙度(ra)大于0且为1.5以下。“划定接纱空间”是指“确定接纱空间的边界”或“形成接纱空间的边界”。“算术平均粗糙度”是日本工业标准(jis)中确定的指标。
3、根据该接纱装置,由于通过金属制的接纱喷嘴提高了强度,所以能够防止接纱喷嘴破损。由于在接纱空间中的外周侧的周面的至少一部分中表面性状的算术平均粗糙度(ra)大于0且为1.5以下,所以在接纱时纱线钩挂的情况减少,因此纱线品质提高。
4、也可以是,接纱空间中的外周侧的周面的至少一部分的表面性状的算术平均粗糙度(ra)为0.5以上。即使表面性状的算术平均粗糙度(ra)小于0.5,接纱时的纱线钩挂也不会有太大变化。因此,通过将接纱喷嘴的表面性状的算术平均粗糙度(ra)设为0.5以上1.5以下,能够在获得足够的纱线品质的同时抑制接纱喷嘴的制造成本。
5、也可以是,接纱喷嘴具有利用与第一金属不同的金属覆盖第一金属的表面的镀敷部。在该情况下,作为基材的第一金属的表面由镀敷部覆盖。通过两种金属能够提高硬度。另外,通过将镀敷部的表面性状的算术平均粗糙度调整到上述范围,能够容易地实现纱线品质优异的接纱喷嘴。
6、也可以是,接纱空间具有:第一接纱空间,该第一接纱空间包括供压缩空气通过的一个或多个第一通过孔;和第二接纱空间,该第二接纱空间在第一方向上与第一接纱空间邻接且相互连通,并包括供压缩空气通过的一个或多个第二通过孔。镀敷部也可以是非电解镀镍皮膜。即使在接纱喷嘴具有复杂形状的情况下,也能够利用非电解镀镍皮膜均匀地覆盖第一金属的表面。
7、也可以是,镀敷部的厚度为5μm以上20μm以下。在镀敷部的厚度小的情况下,接纱喷嘴的尺寸与母材(第一金属)的尺寸大致相同,作为成品的接纱喷嘴的尺寸精度稳定。
8、也可以是,对接纱喷嘴实施了烘烤处理。通过烘烤处理,能够实现高硬度。另外,与通常的装饰性镀敷或防锈用镀敷相比耐磨性优异。
9、也可以是,接纱喷嘴通过注射并烧结将第一金属与粘结剂混炼所得到的混炼物而成形。由于接纱喷嘴通过注射成型而成形,所以无需进行机械加工。另外,能够以比铸造高的精度进行制造。
10、也可以是,接纱喷嘴的第一金属的表面通过喷丸处理而被进行了研磨。通过喷丸处理,即使对于第一金属的表面的细小部分,也能够通过研磨来调整(降低)表面性状的算术平均粗糙度。
11、也可以是,接纱装置具备容纳接纱喷嘴的支承块。也可以是,接纱喷嘴与支承块通过环氧树脂的热固性粘接剂而粘接,支承块由与第一金属不同的第二金属构成。基于热固性粘接剂的粘接需要高温条件下的处理(加热处理)。热固性粘接剂在粘接强度方面优异,但在以往的陶瓷制喷嘴等中无法承受高温条件,会产生基于热膨胀的应力而导致喷嘴破损等。由于接纱喷嘴由第一金属构成、且支承块由第二金属构成,所以能够减少因高温条件下的热膨胀而破损的可能性。
12、也可以是,接纱装置具备供附加有液体的压缩空气通过从而对两根纱线的纱线端彼此进行加捻的加捻流路。在该情况下,液体与空气一起从加捻流路通过并被喷出到接纱喷嘴的接纱空间内。由于接纱喷嘴与支承块利用环氧树脂的热固性粘接剂而粘接,所以不管是否存在液体成分,都能维持粘接强度。在需要固化剂的粘接剂中,有可能基于粘接剂中的固化剂的浓度偏差而产生粘接强度的偏差。在该状况下,若存在液体成分,则有可能无法维持粘接强度。
13、也可以是,接纱喷嘴具有与接纱装置的外部的空气供给路连接的空气导入路、作为与空气导入路的下游侧连接的空间的腔室、和与腔室连接并相对于接纱空间供压缩空气通过的通过孔。也可以是,空气导入路、腔室、通过孔、接纱空间及纱线插入间隙设于由第一金属形成为一体件的接纱喷嘴,并由第一金属一体地形成。这种一体件例如由金属3d打印机造型。根据该造型方法,能够容易地制造复杂形状的接纱喷嘴。
14、也可以是,接纱喷嘴具有利用与第一金属不同的金属覆盖第一金属的表面的镀敷部。在该情况下,作为基材的第一金属的表面由镀敷部覆盖。通过两种金属能够提高硬度。另外,通过将镀敷部的表面性状的算术平均粗糙度调整到上述范围,能够容易地实现纱线品质优异的接纱喷嘴。另外,在接纱喷嘴由金属3d打印机造型的情况下,能够通过镀敷部获得所希望的表面性状的算术平均粗糙度。
15、根据本发明,通过金属制的接纱喷嘴而强度提高。另外,接纱时纱线钩挂的情况减少,使纱线品质提高。
技术特征:
1.一种接纱装置,其特征在于,
2.根据权利要求1所述的接纱装置,其特征在于,
3.根据权利要求1或2所述的接纱装置,其特征在于,
4.根据权利要求3所述的接纱装置,其特征在于,
5.根据权利要求3或4所述的接纱装置,其特征在于,
6.根据权利要求1~5中任一项所述的接纱装置,其特征在于,
7.根据权利要求1~6中任一项所述的接纱装置,其特征在于,
8.根据权利要求1~7中任一项所述的接纱装置,其特征在于,
9.根据权利要求1~8中任一项所述的接纱装置,其特征在于,
10.根据权利要求9所述的接纱装置,其特征在于,
11.根据权利要求1所述的接纱装置,其特征在于,
12.根据权利要求11所述的接纱装置,其特征在于,
技术总结
本发明的接纱装置具备由第一金属形成的接纱喷嘴。接纱喷嘴具有:接纱空间,该接纱空间以在第一方向上贯穿接纱喷嘴的方式形成;和纱线插入间隙,该纱线插入间隙在与第一方向正交的第二方向上与接纱空间连接,并在第二方向上与接纱喷嘴的内外连通。接纱空间中的外周侧的周面的至少一部分的表面性状的算术平均粗糙度(Ra)大于0且为1.5以下。
技术研发人员:泽田映
受保护的技术使用者:村田机械株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!