一种汽车钣金冲压线尾自动化下料与智能装箱系统的制作方法
本发明涉及智能加工,尤其涉及一种汽车钣金冲压线尾自动化下料与智能装箱系统。
背景技术:
1、目前,汽车车身的零部件中的钣金件在生产过程中,大多通过剪切、冲压、弯折等一系列的生产工序进行生产加工,其中,在汽车钣金件冲压时,是通过驱动凹模下移与凸模靠近直至合并,以此完成对板材的冲压成型。
2、但现有技术中,对板材冲压成型后,需要由人工进行取料,人工取料的方式不仅效率低下,并且还存在安全隐患,同时由于部分汽车钣金件尺寸较大并且边缘锋利,导致人工下料、搬运和装箱较为费力,同时装箱效率不足,影响生产效率。
技术实现思路
1、本发明的目的在于提供一种汽车钣金冲压线尾自动化下料与智能装箱系统,旨在解决现有技术中的对板材冲压成型后,需要由人工进行取料,人工取料的方式不仅效率低下,并且还存在安全隐患,同时由于部分汽车钣金件尺寸较大并且边缘锋利,导致人工下料、搬运和装箱较为费力,同时装箱效率不足,影响生产效率的技术问题。
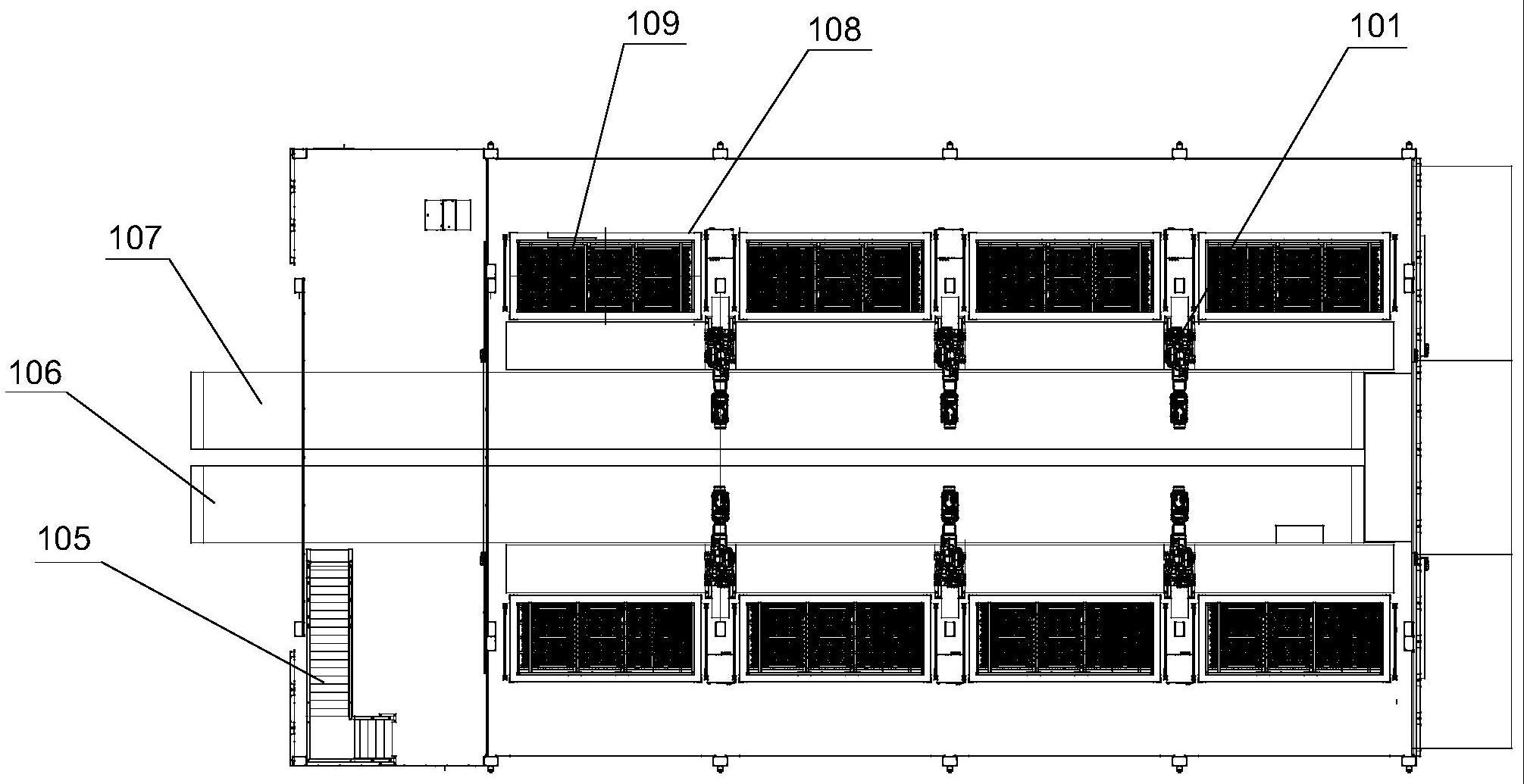
2、为实现上述目的,本发明采用的一种汽车钣金冲压线尾自动化下料与智能装箱系统,包括传输机构、抓取机器人、放置组件、支撑层板和端拾器翻转台,所述传输机构设置于所述支撑层板的下端,且所述传输机构贯穿所述支撑层板,所述抓取机器人的数量为多个,多个所述抓取机器人分别设置于所述支撑层板的下端,且多个所述抓取机器人分别位于所述传输机构的两侧,所述放置组件的数量为多个,每个所述放置组件分别设置于对应的所述抓取机器人的两侧,所述端拾器翻转台的数量为多个,每个所述端拾器翻转台分别设置于所述支撑层板的上端。
3、其中,所述支撑层板包括底侧板、二层板、二侧板和扶梯,所述传输机构贯穿所述底侧板,所述二层板与所述底侧板固定连接,并位于所述底侧板的上端,所述二侧板与所述二层板固定连接,并位于所述二层板的上端,所述扶梯设置于所述底侧板的一侧,且所述扶梯与所述二层板连通。
4、其中,所述传输机构包括第一传输带和第二传输带,所述第二传输带设置于所述第一传输带的一侧,且所述第一传输带和所述第二传输带分别贯穿所述底侧板。
5、其中,每个所述放置组件包括放置架和料架,所述放置架设置于所述抓取机器人的一侧,且所述抓取机器人嵌于所述放置架的中心处,所述料架的数量为两个,两个所述料架分别设置于所述放置架的上端。
6、其中,每个所述端拾器翻转台包括第一支撑座、第二支撑座、驱动组件、翻转台、二次定位装置和工装,所述第一支撑座和所述第二支撑座分别与所述二层板固定连接,并分别位于所述二层板的上端,所述翻转台设置于所述第一支撑座和所述第二支撑座之间,所述二次定位装置设置于所述第二支撑座的一侧,所述工装的数量为两个,两个所述工装分别与所述翻转台固定连接,并分别位于所述翻转台的两侧,所述驱动组件设置于所述第一支撑座的一侧,且所述驱动组件的输出端与所述翻转台相互适配。
7、其中,所述驱动组件包括伺服电机、减速器、联轴器和轴承座,所述轴承座与所述第一支撑座固定连接,并位于所述第一支撑座的上端,所述联轴器设置于所述第一支撑座的上端,且所述连接器设置于所述轴承座的一侧,所述减速器与所述第一支撑座固定连接,并位于所述第一支撑座的一侧,且所述减速器的输出端与所述联轴器固定连接,所述伺服电机的输出端与所述减速器的输入端固定连接,并位于所述减速器的下端。
8、其中,所述抓取机器人101通过2d视觉技术和3d视觉技术进行柔性化调度,基于视觉引导对所述抓取机器人101的运动进行运算控制。
9、本发明的一种汽车钣金冲压线尾自动化下料与智能装箱系统的有益效果为:通过所述传输机构实现对汽车钣金件的运输,并通过所述抓取机器人对钣金件进行抓取,并放置于所述放置组件之中,实现对钣金件的自动化运输与装箱的目的,避免了人工取料的安全隐患,同时加快对钣金件的加工与运输,提高装箱效率,加快钣金件的生产效率,降低生产成本。
技术特征:
1.一种汽车钣金冲压线尾自动化下料与智能装箱系统,其特征在于,
2.如权利要求1所述的一种汽车钣金冲压线尾自动化下料与智能装箱系统,其特征在于,
3.如权利要求2所述的一种汽车钣金冲压线尾自动化下料与智能装箱系统,其特征在于,
4.如权利要求3所述的一种汽车钣金冲压线尾自动化下料与智能装箱系统,其特征在于,
5.如权利要求4所述的一种汽车钣金冲压线尾自动化下料与智能装箱系统,其特征在于,
6.如权利要求5所述的一种汽车钣金冲压线尾自动化下料与智能装箱系统,其特征在于,
7.如权利要求6所述的一种汽车钣金冲压线尾自动化下料与智能装箱系统,其特征在于,
技术总结
本发明涉及智能加工技术领域,具体公开了一种汽车钣金冲压线尾自动化下料与智能装箱系统,包括传输机构、抓取机器人、放置组件、支撑层板和端拾器翻转台,传输机构设置于支撑层板的下端,且传输机构贯穿支撑层板,抓取机器人的数量为多个,多个抓取机器人分别设置于支撑层板的下端,且多个抓取机器人分别位于传输机构的两侧,每个放置组件分别设置于对应的抓取机器人的两侧,每个端拾器翻转台分别设置于支撑层板的上端。利用抓取机器人、2D视觉技术、3D视觉技术,控制系统柔性化调度流程,使用抓取机器人进行视觉引导,解决了高节拍、柔性化连续生产的需求,提高装箱效率,加快钣金件的生产效率,降低生产成本。
技术研发人员:陈剑波,董小兵,何刚,苟宇宸,罗刚
受保护的技术使用者:川崎(重庆)机器人工程有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!