单工位送料组件和叠片机的制作方法
本发明涉及新能源锂电池生产,特别涉及一种单工位送料组件和叠片机。
背景技术:
1、随着科学技术的发展,各种新能源技术不断推出,其中,锂电池成为智能手机、电动汽车等不可或缺的一环。锂电池生产中需要先获取锂电池模组,锂电池模组是由多个电芯单体串并联组装而成,一般采用卷绕工艺和叠片工艺获取锂电池模组。相比卷绕工艺,通过叠片工艺制作的电池容量密度高、能量密度高并且尺寸灵活。
2、叠片工艺是指将负极片、正极片、负极片按照预定数量循环叠放形成锂电池电芯,此工艺需要利用送料组件不断地在叠片台上料极片。现有送料组件只能实现单片极片的上料,影响叠片的速度,增加了生产时间,降低了生产效率。
技术实现思路
1、针对以上存在的技术问题,本发明提供了一种单工位送料组件和叠片机,通过设置第一输送线和第二输送线,可以实现多组极片的同时上料。所述技术方案如下:
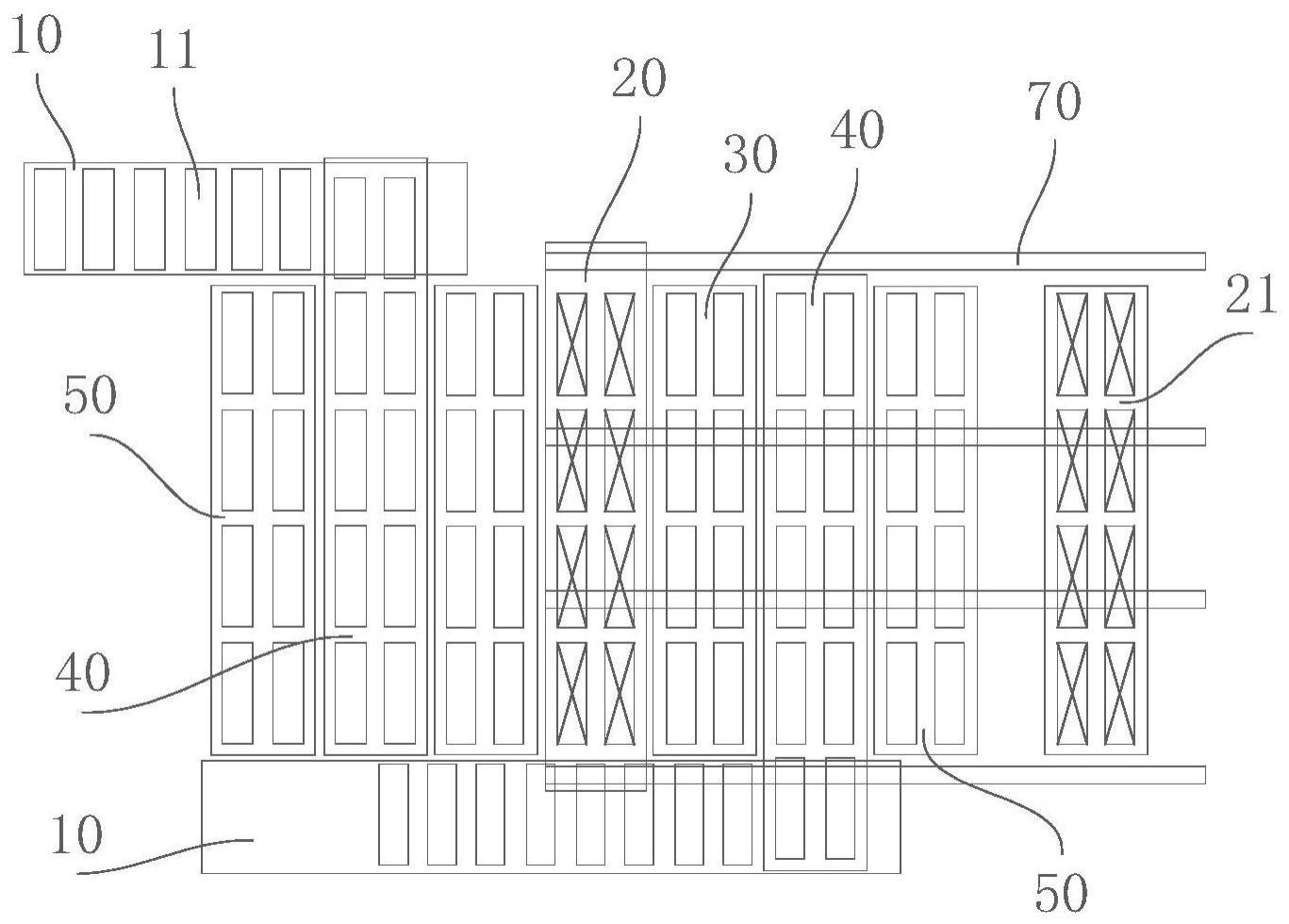
2、本发明具体提供了一种单工位送料组件,包括叠片位置,还包括第一输送线、第二输送线和搬移件机构,所述第一输送线和第二输送线之间有夹角且两者均用于输送极片,所述第一输送线上的多组极片依次输送到所述第二输送线上,所述一组极片包括至少两个极片,所述搬移机构将所述第二输送线上的多组极片搬移到所述叠片位置上。
3、进一步,所述第一输送线和第二输送线垂直设置。
4、进一步,所述第一输送线和第二输送线均为磁吸/真空皮带,所述极片可吸附于所述磁吸/真空皮带上,所述第一输送线的一端设置在所述第二输送线的一端的上方,所述第一输送线的端部与所述第二输送线正对的下方消磁/破真空。
5、进一步,还包括用于对极片进行位置调整的对位台,所述搬移机构将所述第二输送线上的多组极片搬移到所述对位台上、以及将所述对位台上的多组极片搬移到所述叠片位置上。
6、进一步,所述搬移机构包括第一搬移件和第二搬移件,所述第一搬移件将所述第二输送线上的多组极片搬移到所述对位台上,所述第二搬移件将所述对位台上的多组极片搬移到所述叠片位置上。
7、进一步,所述第一搬移件和所述第二搬移件同时将所述第二输送线/对位台上的多组极片搬移到所述对位台/叠片位置上。
8、进一步,还包括缓存台,所述第一搬移件还用于将多组极片在所述第二输送线上和所述缓存台上之间搬移。
9、进一步,所述第一搬移件和/或第二搬移件包括移动结构和滑动设置在所述移动结构上的取放结构,所述取放结构用于取放一组极片,所述移动结构驱动所述取放机构移动。
10、本发明还具体提供了一种单工位送料叠片机,包括叠片台和两个上述的单工位送料组件,两个所述单工位送料组件的所述叠片位置均设置在所述叠片台处、并分别用于向所述叠片台上料正极片和负极片。
11、进一步,还包括卸料组件和至少两个所述叠片台,所述叠片台滑动设置在所述卸料组件上,所述卸料组件驱动所述叠片台的移动路径包括所述叠片位置和卸料位置,所述叠片台在所述卸料位置卸载其上的物料。
12、本发明的有益效果:
13、本发明中的单工位送料组件可以实现多组极片的同时上料,且一组极片包括至少两个极片,从而极大的提高了极片的上料效率,进一步提高了叠片的速度,减少了锂电池的生产时间,提高了锂电池的生产效率。
14、第二输送线上的极片分别成多行多列排布,且多行多列极片可以同时被搬移机构移送到叠片位置,相对于单行或者单列极片被同时被上料的方案,本实施例的方案可以一次上料更多的极片。多行多列的极片布局可以更好地填满整个空间,减少了横向或者纵向上的空白区域,使得相同数量的极片可以占据更小的面积,避免了排布过于分散的单行单列极片布局可能导致的浪费。
技术特征:
1.一种单工位送料组件,包括叠片位置,其特征在于,还包括第一输送线、第二输送线和搬移件机构,所述第一输送线和第二输送线之间有夹角且两者均用于输送极片,所述第一输送线上的多组极片依次输送到所述第二输送线上,所述一组极片包括至少两个极片,所述搬移机构将所述第二输送线上的多组极片搬移到所述叠片位置上。
2.如权利要求1所述的单工位送料组件,其特征在于,所述第一输送线和第二输送线垂直设置。
3.如权利要求2所述的单工位送料组件,其特征在于,所述第一输送线和第二输送线均为磁吸/真空皮带,所述极片可吸附于所述磁吸/真空皮带上,所述第一输送线的一端设置在所述第二输送线的一端的上方,所述第一输送线的端部与所述第二输送线正对的下方消磁/破真空。
4.如权利要求1、2或3所述的单工位送料组件,其特征在于,还包括用于对极片进行位置调整的对位台,所述搬移机构将所述第二输送线上的多组极片搬移到所述对位台上、以及将所述对位台上的多组极片搬移到所述叠片位置上。
5.如权利要求4所述的单工位送料组件,其特征在于,所述搬移机构包括第一搬移件和第二搬移件,所述第一搬移件将所述第二输送线上的多组极片搬移到所述对位台上,所述第二搬移件将所述对位台上的多组极片搬移到所述叠片位置上。
6.如权利要求5所述的单工位送料组件,其特征在于,所述第一搬移件和所述第二搬移件同时将所述第二输送线/对位台上的多组极片搬移到所述对位台/叠片位置上。
7.如权利要求5所述的单工位送料组件,其特征在于,还包括缓存台,所述第一搬移件还用于将多组极片在所述第二输送线和所述缓存台之间搬移。
8.如权利要求5、6或7所述的单工位送料组件,其特征在于,所述第一搬移件和/或第二搬移件包括移动结构和滑动设置在所述移动结构上的取放结构,所述取放结构用于取放一组极片,所述移动结构驱动所述取放机构移动。
9.一种单工位送料叠片机,其特征在于,包括叠片台和两个如权利要求1-8中任意一项所述的单工位送料组件,两个所述单工位送料组件的所述叠片位置均设置在所述叠片台处,两个所述单工位送料组件分别用于向所述叠片台上料正极片和负极片。
10.如权利要求9所述的单工位送料叠片机,其特征在于,还包括卸料组件和至少两个所述叠片台,所述叠片台滑动设置在所述卸料组件上,所述卸料组件驱动所述叠片台的移动路径包括所述叠片位置和卸料位置,所述叠片台在所述卸料位置卸载其上的物料。
技术总结
本发明提供了一种单工位送料组件和叠片机,涉及新能源锂电池生产技术领域。其中,该单工位送料组件,包括叠片位置,还包括第一输送线、第二输送线和搬移件机构,所述第一输送线和第二输送线之间有夹角且两者均用于输送极片,所述第一输送线上的多组极片依次输送到所述第二输送线上,所述一组极片包括至少两个极片,所述搬移机构将所述第二输送线上的多组极片搬移到所述叠片位置上。本发明通过设置第一输送线和第二输送线,可以实现多组极片的同时上料。
技术研发人员:宁森洪
受保护的技术使用者:海目星激光科技集团股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!