一种机器人自动切换抓手的袋装水泥装车生产线的制作方法
本发明属于物流产业中袋装物料装卸、运输的。更具体地,本发明涉及一种机器人自动切换抓手的袋装水泥装车生产线。
背景技术:
1、目前市场袋装水泥机器人自动装车主要为单爪、双爪、三爪、四爪的四种方式之一,每个车道对应一种方式。机器人装车方式、装车效率和车型要求在项目实施前进行车道机器人抓手码垛方式固化,这样对生产效率与车型进行匹配,机器人装车方式单一,很多农用车无法实现自动装车,单一抓手的垛型单一,部分区域超载码垛易掉包,装车系统的适用性和通用性低,无法实现柔性化、多车型、垛型多样化装车。
2、单爪和双爪机器人码垛方式,可以满足所有车型的装车,但生产效率特别低,整个车道的生产效率小于60吨/时。
3、三爪机器人码垛方式,要求车宽大于1.9m,部分农用车无法满足装车,装车效率约95吨/时。
4、四爪机器人码垛方式,要求车宽大于2.2m,仅满足大挂车装车,装车效率约110吨/时。
5、综上所述,四种机器人抓手结构之一的码垛方式,无法同时满足高生产效率和兼容所有车型的条件。
6、现有车道固定的机器人抓取方式,垛型单一。单爪和双爪实现均放垛型,车辆宽度小于1.9m,仅可用单爪和双爪,采用居中垛型,生产效率很低。车辆宽度大于1.9m且小于2.2m,可采用单爪、双爪和三爪,采用居中垛型时间隙过大,采用4+1垛型时叠包严重,存在掉包。只有车辆宽度大于2.2m,采用四爪,居中亚包型,生产效率高,但是,又满足不了小型车辆的装载要求。
7、现有技术的缺陷:
8、1、机器人抓手方式固定且单一,车道的装车车型单一,无法兼容所有车型;
9、2、机器人抓手方式,不同车道的垛型单一,无法根据车型调用多种垛型及码垛方式,车道的垛型固化,垛型不美观;
10、3、无法实现单爪、双爪、三爪、四爪的在线自动快速更换,自动匹配车型和垛型装车;
11、4、三爪、四爪机器人装车对车型尺寸要求苛刻,部分车型无法装车。单爪、双爪机器人装车虽满足了所有车型,但产能低,大大限制整个车道的效率的提高;
12、5、现有的机器人装车方式,无法兼容所有车型,一旦车辆跑错车道,装车过程抓手与车辆易碰撞。
技术实现思路
1、本发明提供一种机器人自动切换抓手的袋装水泥装车生产线,其目的是实现机器人抓手的自动、快速、任意的切换。
2、为了实现上述目的,本发明采取的技术方案为:
3、本发明的机器人自动切换抓手的袋装水泥装车生产线,包括水泥袋输送辊道,所述的机器人设置在水泥袋输送辊道的一端;在所述的机器人旁,设置抓手托架;所述的抓手托架上设有多个抓手摆放位置,分别用于放置多个不同的抓手;所述的机器人在机械手臂端部设置机器人本体快换公头;所述的多个不同的抓手分别设置抓手快换母头;所述的抓手快换母头分别与机器人本体快换公头形成锁紧配合。
4、具体地:
5、所述的多个不同的抓手,分别为二爪抓手、三爪抓手和四爪抓手;所述的抓手快换母头,分别为二爪快换母头、三爪快换母头和四爪快换母头。
6、所述的二爪快换母头、三爪快换母头和四爪快换母头分别与机器人本体快换公头的锁紧配合,采用气动锁紧机构进行锁紧。
7、所述的气动锁紧机构采用电磁阀进行控制。
8、所述的装车生产线在装置车辆的车道上设置车型数据检测装置。
9、在所述的锁紧配合的状态下,所述的抓手快换母头的驱动机构通过控制电路与机器人本体快换公头的电路连接。
10、本发明采用上述技术方案,实现了机器人多种抓手自动在线柔性切换,使袋装物料装车系统实现车型全覆盖率100%,袋装物料装车系统根据车型自动匹配不同抓手和不同来料速度,提高了生产效率;大大提高了装车系统的适用性和通用性;实现机器人抓手码垛垛型多样化,完全解决了超载码垛带来的掉包问题。
技术特征:
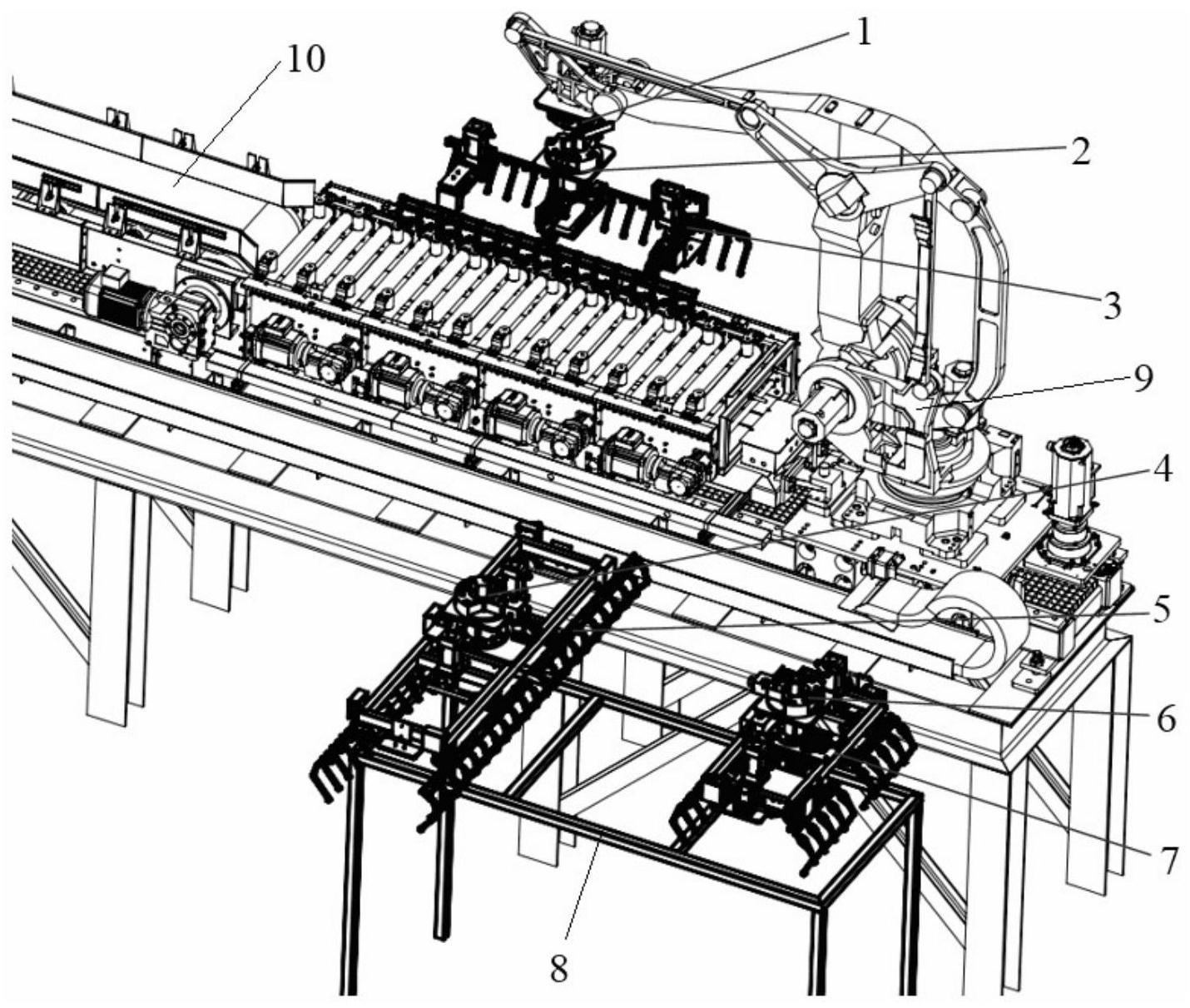
1.一种机器人自动切换抓手的袋装水泥装车生产线,包括水泥袋输送辊道(10),所述的机器人(9)设置在水泥袋输送辊道(10)的一端,其特征在于:在所述的机器人(9)旁,设置抓手托架(8);所述的抓手托架(8)上设有多个抓手摆放位置,分别用于放置多个不同的抓手;所述的机器人(9)在机械手臂端部设置机器人本体快换公头(1);所述的多个不同的抓手分别设置抓手快换母头;所述的抓手快换母头分别与机器人本体快换公头(1)形成锁紧配合。
2.按照权利要求1所述的机器人自动切换抓手的袋装水泥装车生产线,其特征在于:所述的多个不同的抓手,分别为二爪抓手(7)、三爪抓手(3)和四爪抓手(5);所述的抓手快换母头,分别为二爪快换母头(6)、三爪快换母头(2)和四爪快换母头(4)。
3.按照权利要求2所述的机器人自动切换抓手的袋装水泥装车生产线,其特征在于:所述的二爪快换母头(6)、三爪快换母头(2)和四爪快换母头(4)分别与机器人本体快换公头(1)的锁紧配合,采用气动锁紧机构进行锁紧。
4.按照权利要求3所述的机器人自动切换抓手的袋装水泥装车生产线,其特征在于:所述的气动锁紧机构采用电磁阀进行控制。
5.按照权利要求1所述的机器人自动切换抓手的袋装水泥装车生产线,其特征在于:所述的装车生产线在装置车辆的车道上设置车型数据检测装置。
6.按照权利要求1所述的机器人自动切换抓手的袋装水泥装车生产线,其特征在于:在所述的锁紧配合的状态下,所述的抓手快换母头的驱动机构通过控制电路与机器人本体快换公头(1)的电路连接。
技术总结
本发明公开了一种机器人自动切换抓手的袋装水泥装车生产线,在机器人旁,设置抓手托架;抓手托架上设有多个抓手摆放位置,分别用于放置多个不同的抓手;机器人在机械手臂端部设置机器人本体快换公头;多个不同的抓手分别设置抓手快换母头;抓手快换母头分别与机器人本体快换公头形成锁紧配合。采用上述技术方案,实现了机器人多种抓手自动在线柔性切换,使袋装物料装车系统实现车型全覆盖率100%,袋装物料装车系统根据车型自动匹配不同抓手和不同来料速度,提高了生产效率;大大提高了装车系统的适用性和通用性;实现机器人抓手码垛垛型多样化,完全解决了超载码垛带来的掉包问题。
技术研发人员:易建伟,王炎飞,程荣箭,常家明,王静,麻斯雄,张清,单体飞,余星凡,袁朗,何嘉俊,何飞
受保护的技术使用者:安徽海螺中南智能机器人有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!