一种动力电池自动快速安装系统的制作方法
本发明涉及动力电池安装领域,尤其涉及一种动力电池自动快速安装系统。
背景技术:
1、新能源汽车生产线趋于全自动化,以达到新能源汽车的高效生产,电池安装是新能源汽车生产的重要环节,通过机械手以及配套夹具将电池包精准放入适配的电池托盘内,后期将承载电池的托盘与车架连接安装即可,自动化将动力电池放入电池托盘,需要机械设备完成上料、转移、放料的过程,现有动力电池安装设备在将电池放入托盘过程中,托盘保持静止,电池精准放入后再转移托盘,安装过程中托盘传导设备连续起、停,对传导设备损伤较大,而且加工效率有待提高。
技术实现思路
1、本发明的目的是解决现有技术存在的以下问题:自动化将动力电池放入电池托盘,需要机械设备完成上料、转移、放料的过程,现有动力电池安装设备在将电池放入托盘过程中,托盘保持静止,电池精准放入后再转移托盘,安装过程中托盘传导设备连续起、停,对传导设备损伤较大,而且加工效率有待提高。
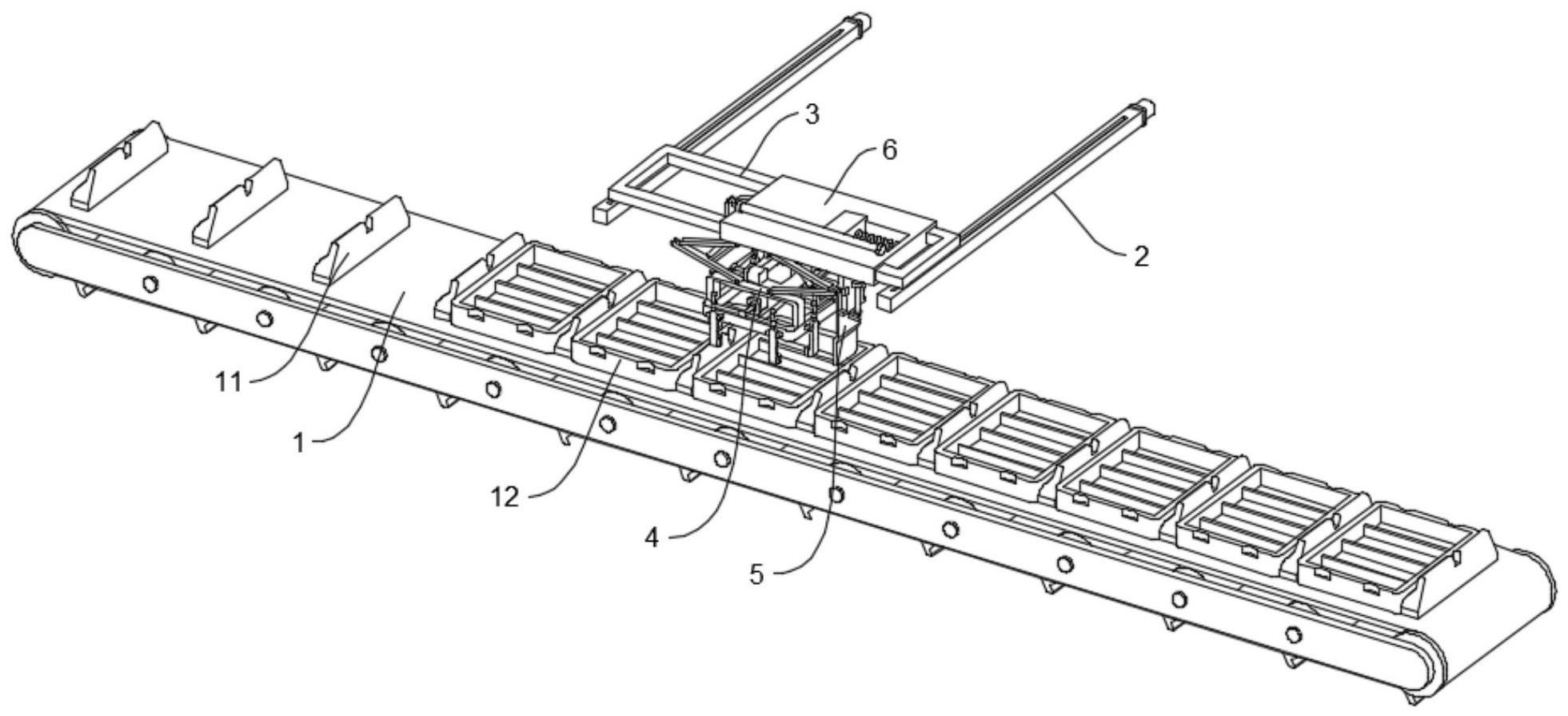
2、为解决现有技术存在的问题,本发明提供一种动力电池自动快速安装系统,包括传送带,传送带的带体表面等距固定有隔板,隔板之间放置托盘,隔板的高度高于托盘;
3、纵向移动组件,纵向移动组件设置在所述传送带上方,纵向移动组件连接横向滑轨,纵向移动组件用于驱动横向滑轨相对所述传送带的垂直方向移动;
4、吊板,吊板滑动连接所述横向滑轨,吊板表面安装有第一电动推杆,第一电动推杆的伸缩端抵触横向滑轨的一端,用于驱动吊板在横向滑轨表面滑动到定点位置;
5、升降夹持组件,升降夹持组件设置在所述吊板的底面;
6、定位组件,定位组件连接所述吊板,定位组件位于所述升降夹持组件的一侧,定位组件的底部抵触所述隔板,用于驱动吊板、升降夹持组件与传送带保持同速度运动。
7、优选的,所述定位组件包括开设在吊板表面的滑动槽,滑动槽内滑动安装有滑体,滑体通过弹簧连接滑动槽,滑体底部固定有竖板,竖板的底部滑动安装调节板,竖板表面安装有第二电动推杆,第二电动推杆的伸缩端连接调节板,用于驱动调节板升降移动。
8、优选的,所述滑体内部开设有第一活动槽,第一活动槽内对称滑动安装第一斜面体,第一斜面体之间连接弹簧,滑动槽侧壁开设有第一定位孔,第一斜面块的端部固定有插入第一定位孔的第一定位柱,所述调节板的顶部固定有第一斜面块,第一斜面块由滑体底部穿入第一活动槽内,第一斜面体向上斜面挤压第一斜面块,使第一斜面块向中压缩弹簧靠拢,使第一定位柱从第一定位孔中拔出。
9、优选的,所述滑动槽的一端开设有第二活动槽,第二活动槽内对称滑动安装第二斜面块,第二斜面块之间连接弹簧,所述横向滑轨的内侧开设有第二定位孔,第二斜面块的端部固定有插入第二定位孔的第二定位柱,所述滑体的端部固定有第二斜面体,第二斜面体由滑动槽端部穿入第二活动槽内,第二斜面体斜面挤压第二斜面块,使第二斜面块克服弹力向中靠拢,第二定位柱从第二定位孔中拔出。
10、优选的,所述升降夹持组件包括矩形架,矩形架与吊板之间对称设置有四组折叠杆,折叠杆的两端分别转动连接矩形架与吊板,折叠杆的两个折叠部分之间连接有第三电动推杆,所述矩形架的四个边缘均转动安装夹爪,矩形架表面四个边部位均安装气缸,气缸的伸缩端转动连接有连杆,所述夹爪的顶部滑动贯穿连杆的表面。
11、优选的,所述滑动槽的一端嵌入安装有微动开关,微动开关的触控部位对应滑体,微动开关电性连接所述第三电动推杆。
12、与相关技术相比较,本发明提供的动力电池自动快速安装系统具有如下有益效果:
13、本发明通过伸长的调节板抵触隔板,使滑体可在滑动槽内滑动,当滑体滑动到滑动槽端部后推动吊板带动升降夹持组件与传送带的运动保持一体,此时通过升降夹持组件向下放置电池包,可在传送带匀速传动过程中完成电池包连续安装,传送带运动稳定,电池安装精确,效率高。
技术特征:
1.一种动力电池自动快速安装系统,其特征在于,包括:
2.根据权利要求1所述的动力电池自动快速安装系统,其特征在于,所述定位组件(5)包括开设在吊板(6)表面的滑动槽(51),滑动槽(51)内滑动安装有滑体(52),滑体(52)通过弹簧连接滑动槽(51),滑体(52)底部固定有竖板(53),竖板(53)的底部滑动安装调节板(54),竖板(53)表面安装有第二电动推杆(55),第二电动推杆(55)的伸缩端连接调节板(54),用于驱动调节板(54)升降移动。
3.根据权利要求2所述的动力电池自动快速安装系统,其特征在于,所述滑体(52)内部开设有第一活动槽(57),第一活动槽(57)内对称滑动安装第一斜面体(56),第一斜面体(56)之间连接弹簧,滑动槽(51)侧壁开设有第一定位孔(59),第一斜面块(58)的端部固定有插入第一定位孔(59)的第一定位柱(510),所述调节板(54)的顶部固定有第一斜面块(58),第一斜面块(58)由滑体(52)底部穿入第一活动槽(57)内,第一斜面体(56)向上斜面挤压第一斜面块(58),使第一斜面块(58)向中压缩弹簧靠拢,使第一定位柱(510)从第一定位孔(59)中拔出。
4.根据权利要求2所述的动力电池自动快速安装系统,其特征在于,所述滑动槽(51)的一端开设有第二活动槽(516),第二活动槽(516)内对称滑动安装第二斜面块(511),第二斜面块(511)之间连接弹簧,所述横向滑轨(3)的内侧开设有第二定位孔(513),第二斜面块(511)的端部固定有插入第二定位孔(513)的第二定位柱(514),所述滑体(52)的端部固定有第二斜面体(512),第二斜面体(512)由滑动槽(51)端部穿入第二活动槽(516)内,第二斜面体(512)斜面挤压第二斜面块(511),使第二斜面块(511)克服弹力向中靠拢,第二定位柱(514)从第二定位孔(513)中拔出。
5.根据权利要求2所述的动力电池自动快速安装系统,其特征在于,所述升降夹持组件(4)包括矩形架(41),矩形架(41)与吊板(6)之间对称设置有四组折叠杆(42),折叠杆(42)的两端分别转动连接矩形架(41)与吊板(6),折叠杆(42)的两个折叠部分之间连接有第三电动推杆(43),所述矩形架(41)的四个边缘均转动安装夹爪(44),矩形架(41)表面四个边部位均安装气缸(45),气缸(45)的伸缩端转动连接有连杆(46),所述夹爪(44)的顶部滑动贯穿连杆(46)的表面。
6.根据权利要求5所述的动力电池自动快速安装系统,其特征在于,所述滑动槽(51)的一端嵌入安装有微动开关(515),微动开关(515)的触控部位对应滑体(52),微动开关(515)电性连接所述第三电动推杆(43)。
技术总结
本发明涉及动力电池安装领域,尤其涉及一种动力电池自动快速安装系统,包括传送带,传送带的带体表面等距固定有隔板,隔板之间放置托盘,隔板的高度高于托盘;纵向移动组件设置在传送带上方,纵向移动组件连接横向滑轨,吊板滑动连接横向滑轨,吊板表面安装有第一电动推杆,第一电动推杆的伸缩端抵触横向滑轨的一端,本发明通过伸长的调节板抵触隔板,使滑体在滑动槽内滑动,当滑体滑动到滑动槽端部后推动吊板带动升降夹持组件与传送带的运动保持一体,此时通过升降夹持组件向下放置电池包,可在传送带匀速传动过程中完成电池包连续安装,传送带运动稳定,电池安装精确,效率高。
技术研发人员:任腾
受保护的技术使用者:北京中智蓝瑞机械设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!