前盖与尾盖混线生产的通用抓手及其使用方法与流程
本发明涉及汽车制造,具体涉及一种前盖与尾盖混线生产的通用抓手及其使用方法。
背景技术:
1、现行的方案所使用抓手设定都是前盖专用或尾盖专用的抓手,造成当前盖与尾盖共线生产的时候,需要单独增加机器人及抓手,增加设备数量,降低生产效率,提高成本。
2、同时前盖或尾盖的专用抓手只能搬运,无法完成前盖或尾盖的扣合工艺(将内板扣合到外板内,方便后续包边或滚边将内外板结合),经常造成品质不良;且对于定位销或销钉缸位置的切换都是气缸组合以及设定外部机械限位的方式实现,不仅机构复杂、质量重,同时降低了抓手的有效负载能力。
技术实现思路
1、本发明的目的就是针对上述技术的不足,提供一种前盖与尾盖混线生产的通用抓手及其使用方法,方便前盖与尾盖混线生产的工艺布局,削减了机器人数量和场地占用,且可以完成前盖或尾盖的扣合工艺,增加抓手能力范围。
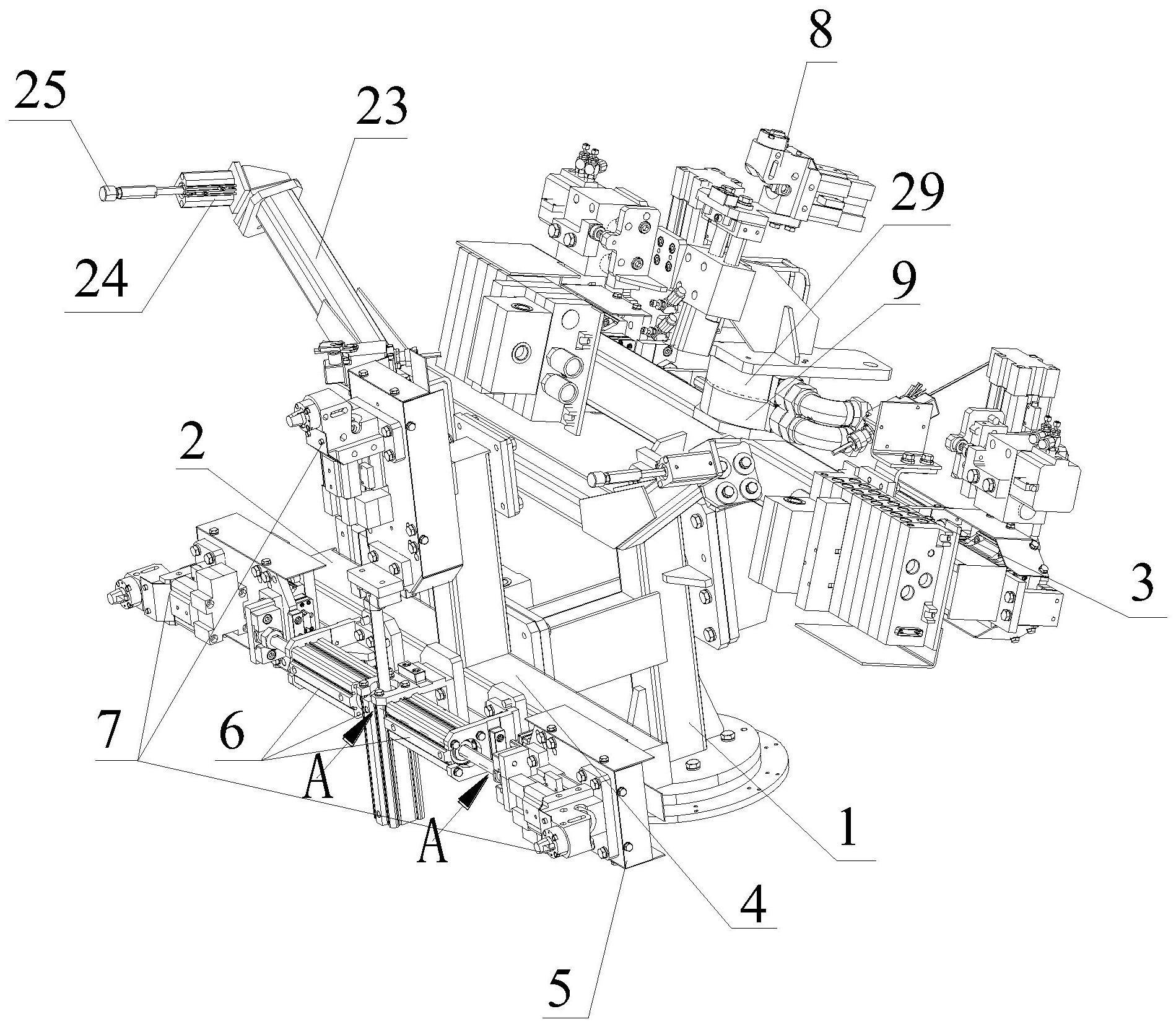
2、为实现上述目的,本发明所设计的前盖与尾盖混线生产的通用抓手,包括抓手本体,所述抓手本体的一端安装有前盖抓手,另一端安装有与所述前盖抓手背靠背的尾盖抓手通用部,所述前盖抓手包括安装在所述抓手本体上呈倒t型的抓手骨架,所述抓手骨架的上部设有可竖向滑动的滑块,左部和右部均设有可水平滑动的滑块,所述滑块通过设在所述抓手骨架上与其一一对应的切换气缸滑动,所述滑块上均安装有销钉缸组件,所述尾盖抓手通用部的中部顶端设有用于连接尾盖抓手的公共端。
3、优选地,所述切换气缸包括缸体和匹配的活塞,所述缸体的底部设有与内部连通的第二气道,所述缸体的顶部设有与内部连通的第三气道,所述缸体的中部设有若干个与内部连通的第一气道,所述缸体内壁与所述第一气道连通的位置设有切换室,所述切换室内通过转销安装有可转动的切换块,所述切换块为l型,一端为靠近所述气缸内部的止动块,另一端为驱动块,拐角处转动安装在所述转销上,所述切换块转动时保持所述驱动块与所述切换室内壁的密封,所述第一气道与所述切换室连通的位置位于所述驱动块的外侧,当所述止动块为水平状态时,所述止动块伸出所述切换室进入所述缸体的内部,所述止动块的长度小于所述驱动块的长度,所述切换室靠近所述缸体内部的下边缘处设有仅抵住所述驱动块的凸起,所述第一气道、第二气道和第三气道均通过电磁阀连通气源。
4、优选地,所述缸体外部位于所述切换室的位置均设有检测所述活塞位置的在位传感器。
5、优选地,所述第一气道在所述缸体上左右对称布置。
6、优选地,所述滑块与对应的切换气缸的切换活塞杆连接。
7、优选地,所述滑块通过滑轨安装在所述抓手骨架上。
8、优选地,所述抓手骨架上还安装有至少两个前盖展臂,所述前盖展臂的端部设有缓冲气缸,所述缓冲气缸的缓冲活塞杆端部设有软缓冲块。
9、优选地,所述尾盖抓手的底部设有与所述公共端对接的自动切换工具的连接端,所述尾盖抓手上设有至少两个尾盖展臂,所述尾盖展臂的端部设有缓冲气缸,所述缓冲气缸的缓冲活塞杆端部设有软缓冲块。
10、优选地,所述尾盖抓手通用部上设有若干个可滑动的滑块,所述滑块通过设在所述尾盖抓手通用部上与其一一对应的切换气缸滑动,所述滑块上均安装有销钉缸组件。
11、一种所述前盖与尾盖混线生产的通用抓手的使用方法,抓取前盖时:包括如下步骤:
12、a:通过电磁阀控制第一气道、第二气道切断气源,控制第三气道接入气源,此时活塞在气源的压力作用下下行到切换气缸底部,切换块缩回切换室;
13、b:通过电磁阀控制第三气道切断气源,通过电磁阀控制所需行程的第一气道接入气源,使对应的切换块旋转出切换室,即使止动块处于水平状态;
14、c:通过电磁阀控制第二气道接入气源驱动活塞运动直到被凸出的止动块限制住,完成销钉缸组件的切换;
15、d:当钉缸组件切换到既定位置,即可去抓取前盖部品相应的孔进行搬运或扣合;
16、抓取尾盖时:通过尾盖抓手通用部上的公共端去拟合匹配尾盖抓手,完成切换。
17、本发明与现有技术相比,具有以下优点:
18、1、可以同时搬运前盖和尾盖,削减了线体设备数量,减少设备占地面积、提高设备利用率;
19、2、通过展臂抵在搬运部品上来抑制生产过程中部品波动、变形,同时可以促使抓手完成前盖或尾盖的扣合工艺,增加抓手能力范围;
20、3、通过切换销钉缸组件,使用不同抓点来对应不同车型的盖物,具有很强的通用性;
21、4、销钉缸组件的切换使用具备多级切换能力的气缸,抓手切换方便、布局简约、保证抓手的灵活性及有效负载能力;
22、5、设置尾盖抓手通用部,可以匹配不同的尾盖抓手,通过公共端连接不同自动切换工具的连接端,可以分别对应两厢和三厢的生产,提高设备通用性,降低投资成本。
技术特征:
1.一种前盖与尾盖混线生产的通用抓手,包括抓手本体(1),其特征在于:所述抓手本体(1)的一端安装有前盖抓手(2),另一端安装有与所述前盖抓手(2)背靠背的尾盖抓手通用部(3),所述前盖抓手(2)包括安装在所述抓手本体(1)上呈倒t型的抓手骨架(4),所述抓手骨架(4)的上部设有可竖向滑动的滑块(5),左部和右部均设有可水平滑动的滑块(5),所述滑块(5)通过设在所述抓手骨架(1)上与其一一对应的切换气缸(6)滑动,所述滑块(5)上均安装有销钉缸组件(7),所述尾盖抓手通用部(3)的中部顶端设有用于连接尾盖抓手(8)的公共端(9)。
2.根据权利要求1所述前盖与尾盖混线生产的通用抓手,其特征在于:所述切换气缸(6)包括缸体(10)和匹配的活塞(11),所述缸体(10)的底部设有与内部连通的第二气道(12),所述缸体(10)的顶部设有与内部连通的第三气道(13),所述缸体(10)的中部设有若干个与内部连通的第一气道(14),所述缸体(10)内壁与所述第一气道(14)连通的位置设有切换室(15),所述切换室(15)内通过转销(16)安装有可转动的切换块(17),所述切换块(17)为l型,一端为靠近所述气缸(10)内部的止动块(18),另一端为驱动块(19),拐角处转动安装在所述转销(16)上,所述切换块(17)转动时保持所述驱动块(19)与所述切换室(15)内壁的密封,所述第一气道(14)与所述切换室(15)连通的位置位于所述驱动块(19)的外侧,当所述止动块(18)为水平状态时,所述止动块(18)伸出所述切换室(15)进入所述缸体(10)的内部,所述止动块(18)的长度小于所述驱动块(19)的长度,所述切换室(15)靠近所述缸体(10)内部的下边缘处设有仅抵住所述驱动块(19)的凸起(20),所述第一气道(14)、第二气道(12)和第三气道(13)均通过电磁阀连通气源。
3.根据权利要求2所述前盖与尾盖混线生产的通用抓手,其特征在于:所述缸体(10)外部位于所述切换室(15)的位置均设有检测所述活塞(11)位置的在位传感器(21)。
4.根据权利要求2所述前盖与尾盖混线生产的通用抓手,其特征在于:所述第一气道(14)在所述缸体(1)上左右对称布置。
5.根据权利要求1所述前盖与尾盖混线生产的通用抓手,其特征在于:所述滑块(5)与对应的切换气缸(6)的切换活塞杆连接。
6.根据权利要求1所述前盖与尾盖混线生产的通用抓手,其特征在于:所述滑块(5)通过滑轨安装在所述抓手骨架(1)上。
7.根据权利要求1所述前盖与尾盖混线生产的通用抓手,其特征在于:所述抓手骨架(1)上还安装有至少两个前盖展臂(23),所述前盖展臂(23)的端部设有缓冲气缸(24),所述缓冲气缸(24)的缓冲活塞杆端部设有软缓冲块(25)。
8.根据权利要求1所述前盖与尾盖混线生产的通用抓手,其特征在于:所述尾盖抓手(8)的底部设有与所述公共端(9)对接的自动切换工具的连接端(29),所述尾盖抓手(8)上设有至少两个尾盖展臂(26),所述尾盖展臂(26)的端部设有缓冲气缸(24),所述缓冲气缸(24)的缓冲活塞杆端部设有软缓冲块(25)。
9.根据权利要求1所述前盖与尾盖混线生产的通用抓手,其特征在于:所述尾盖抓手通用部(3)上设有若干个可滑动的滑块(5),所述滑块(5)通过设在所述尾盖抓手通用部(3)上与其一一对应的切换气缸(6)滑动,所述滑块(5)上均安装有销钉缸组件(7)。
10.一种如权利要求2所述前盖与尾盖混线生产的通用抓手的使用方法,其特征在于:抓取前盖时:包括如下步骤:
技术总结
本发明涉及汽车制造技术领域,公开了一种前盖与尾盖混线生产的通用抓手,包括抓手本体,抓手本体的一端安装有前盖抓手,另一端安装有尾盖抓手通用部,前盖抓手包括安装在抓手本体上呈倒T型的抓手骨架,抓手骨架的上部设有可竖向滑动的滑块,左部和右部均设有可水平滑动的滑块,滑块通过设在抓手骨架上的切换气缸滑动,滑块上均安装有销钉缸组件,尾盖抓手通用部的中部顶端设有用于连接尾盖抓手的公共端。本发明还公开了一种前盖与尾盖混线生产的通用抓手的使用方法。本发明前盖与尾盖混线生产的通用抓手及其使用方法,方便前盖与尾盖混线生产的工艺布局,削减了机器人数量和场地占用,且可以完成前盖或尾盖的扣合工艺,增加抓手能力范围。
技术研发人员:赵德志,王勇,魏浩然,毛飞,荣小明,向少伟,连付强
受保护的技术使用者:东风本田汽车有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!