一种滚轮式起重机回转结构尺寸控制工艺的制作方法
本发明涉及滚轮式起重机回转结构尺寸控制,尤其涉及一种滚轮式起重机回转结构尺寸控制工艺。
背景技术:
1、回转底盘,包括反滚轮结构、回转底盘主结构、配重箱、回转机构、桁框架、浇筑配重;合计回转底盘总装总重量约1950t;安装的顺序和胎架的布置涉及到整体尺寸的安装精度,因此,为了保证该滚轮式起重机回转结构的安装精度,需要逐步控制各个位置的安装齿轮,以实现回转结构的整体尺寸精度控制。
技术实现思路
1、本发明要解决的技术问题是提供一种滚轮式起重机回转结构尺寸控制工艺,能够解决一般的滚轮式起重机回转结构在安装后尺寸误差大的问题。
2、为解决上述技术问题,本发明的技术方案为:一种滚轮式起重机回转结构尺寸控制工艺,其创新点在于:具体控制工艺如下:
3、s1:回转底盘与下支撑制作公差要求:回转底盘机构支撑架上表面到回转底盘基准面的距离h满足负公差0到-3;回转底盘正滚轮轨道梁焊后平整度小于10mm;回转底盘轨道梁加工面与中心座加工面之间的距离h满足公差±1.5;
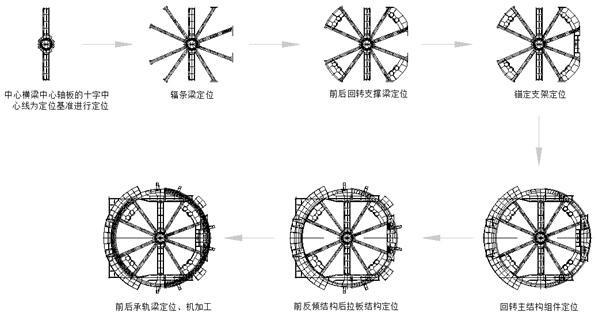
4、s2:中心横梁拼装:在地面上划出中心横梁的中心十字线并引伸出来,并以其为基准划出各构件的中心线,然后依次将圆筒胎架布置到位;将中心横梁各组件放置在圆筒胎架上,以中心横梁底平面为基准调整构件的水平度和垂直度,要求水平度≤3mm,垂直度≤2mm;以中心横梁的中心线为基准,划出构件间连接处的余量修割线,并修割去除;确保构件间开档尺寸达到要求后,再在构件连接处定位点焊卡码,并校正构件之间的接口,从而保证接口完好;画好滚轮轨道面加工线以后,再定位安装中心座;
5、s3:辅条梁、前后回转支撑梁拼装:以中心横梁十字中心线为基准,划出辐条梁、前后回转支撑梁的安装位置线;将各组件底板向上放置在圆筒胎架上,以中心横梁中心十字线为基准调整各组件水平和垂直,要求水平度≤3mm,垂直度≤2mm;划出各组件间连接处的余量修割线并修割去除,修割对接处焊接坡口;复测各组件水平度和垂直度,并以中心横梁中心十字线为基准校正调整各构件尺寸位置无误后,构件连接处定位点焊卡码,暂不烧焊对接焊缝;回转底盘机构支撑架上表面到回转底盘基准面的距离h满足负公差0到-3;
6、s4:回转底盘主结构拼装:以中心横梁十字中心线为基准,划出回转底盘主结构各组件的安装位置线;将各组件底板向上放置在圆筒胎架上,以中心横梁中心十字线为基准调整各组件水平和垂直,要求水平度≤3mm,垂直度≤2mm;划出各组件间连接处的余量修割线并修割去除,修割对接处焊接坡口;复测各组件水平度和垂直度,并以中心横梁中心十字线为基准校正调整各构件尺寸位置无误后,构件连接处定位点焊卡码,分别烧焊对接焊缝;回转底盘正滚轮轨道梁焊后平整度小于10mm;
7、s5:前后承轨梁、中心轴连接板拼装:将承轨梁各组件底板向上放置在回转底盘主结构上,以中心横梁中心十字线为基准划线修割余量,保证承轨梁每档隔板与回转底盘内部筋板一一对应;对接处开焊接坡口;复测前后承轨梁水平度和垂直度,要求平面度≤3mm,垂直度≤1.5mm;并以中心横梁中心十字线为基准校正调整各构件位置无误后按蓝图要求施焊;焊接后第一次划出承轨面余量加工线,以余量加工线为基准定位焊接中心座,确保承轨梁加工面与中心座加工面平面度控制在±1.5之内;
8、s6:机加工准备:承轨面加工前需将回转底盘吊起离胎5-10cm,释放应力;以回转底盘中心轴连接板机加工平面为基准,调整回转底盘水平并划出回转底盘十字中心线,复测承轨面平面加工线;根据工艺单滚轮轨道划线和安装工艺中的要求将轨道检验圆线划出;
9、s7:机加工:复核加工工装水平后,按要求加工前承轨梁和后承轨梁部件的厚度余量;机加工时需注意要多次测量,每一道切割均需进行平整度的测量,如机加工过程中,发现有意外情况,需增加测量次数,保证最终测量结果符合图纸要求,平整度不得超过圆周长度的1mm/1m, 轨道安装区域延轨道宽度方向需满足0.2mm/300mm,整圈最大高度差不超过3mm,且轨道安装区域不允许有接刀痕,其余加工面按蓝图要求进行;以回转底盘中心为基准,划出正滚轮安装位置线,直径公差±3mm,半径公差±2mm;以机加工好的承轨梁上表面为基准,在回转底盘侧面敲样冲眼印记,尺寸为2000mm,作为后续桁框架安装时的高度基准。
10、本发明的优点在于:
11、1)本发明中每一步中均需要将精度控制在合理的范围内,在最终安装起重机回转结构时,实现回转结构的尺寸精度控制;这种逐步检测控制精度的安装步骤,相比于最终进行检测安装的方式,虽然降低了装配效率,但是保证了精度的要求,从而降低了反工修整的概率。
技术特征:
1.一种滚轮式起重机回转结构尺寸控制工艺,其特征在于:具体控制工艺如下:
技术总结
本发明涉及一种滚轮式起重机回转结构尺寸控制工艺,其特征在于:具体控制工艺如下:S1:回转底盘与下支撑制作公差要求;S2:中心横梁拼装;S3:辅条梁、前后回转支撑梁拼装;S4:回转底盘主结构拼装;S5:前后承轨梁、中心轴连接板拼装;S6:机加工准备;S7:机加工;每一步中均需要将精度控制在合理的范围内,在最终安装起重机回转结构时,实现回转结构的尺寸精度控制;这种逐步检测控制精度的安装步骤,相比于最终进行检测安装的方式,虽然降低了装配效率,但是保证了精度的要求,从而降低了返工修整的概率。
技术研发人员:高继涛,邹纪祥,施浩杰,尹坚,周路林,朱峰
受保护的技术使用者:南通振华重型装备制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!