一种大型飞行器包装箱的箱体结构及其成型方法与流程
本发明涉及飞行器包装,尤其涉及一种大型飞行器包装箱的箱体结构及其成型方法。
背景技术:
1、目前,传统的大型飞行器包装箱通常由箱门和箱体组成。如图1所示,由于箱体尺寸较大(一般长4到8米,宽、高各1米以上),一般由上箱体1、下箱体2独立成型后通过多个螺钉3螺接而成。实际使用过程中,传统大型飞行器包装箱结构暴露出了密封可靠性问题,约有30%的包装箱产品无法达到长时密封性能指标要求。经过漏点测试,包装箱的漏点主要出现在箱体上下两部分复材壳体的装配面处、以及装配螺钉处。力学仿真分析表明该位置发生气体泄漏的根本原因为:上下箱体装配密封面处的螺栓杨氏模量(200gpa)远高于复材基体的杨氏模量(8gpa),因此装配密封面具有一定的铰接特性,当包装箱充压20kpa后,箱体发生变形,螺栓无法有效的约束密封面位置的变形,导致此处变形过大,最终出现气体泄漏问题。
技术实现思路
1、本发明的第一个目的是提供一种新的大型飞行器包装箱的箱体结构,减少因箱体装配面的面积过大以及箱体变形导致的气体泄漏情况发生。
2、本发明的第二个目的是提供一种大型飞行器包装箱的箱体结构成型方法,实现箱体结构的一体化成型,减少因箱体装配面的面积过大以及箱体变形导致的气体泄漏情况发生。
3、为了实现上述第一个目的,第一方面,本发明提供了一种大型飞行器包装箱的箱体结构,包括箱体,在箱体的长度方向上的两端为开放端,用于安装箱盖;
4、箱体的顶面为向上凸起的圆弧面,两侧面以及底面为平直面,两侧面行间隔且垂直底面设置;
5、在箱体的顶面上设有平面堆码区;
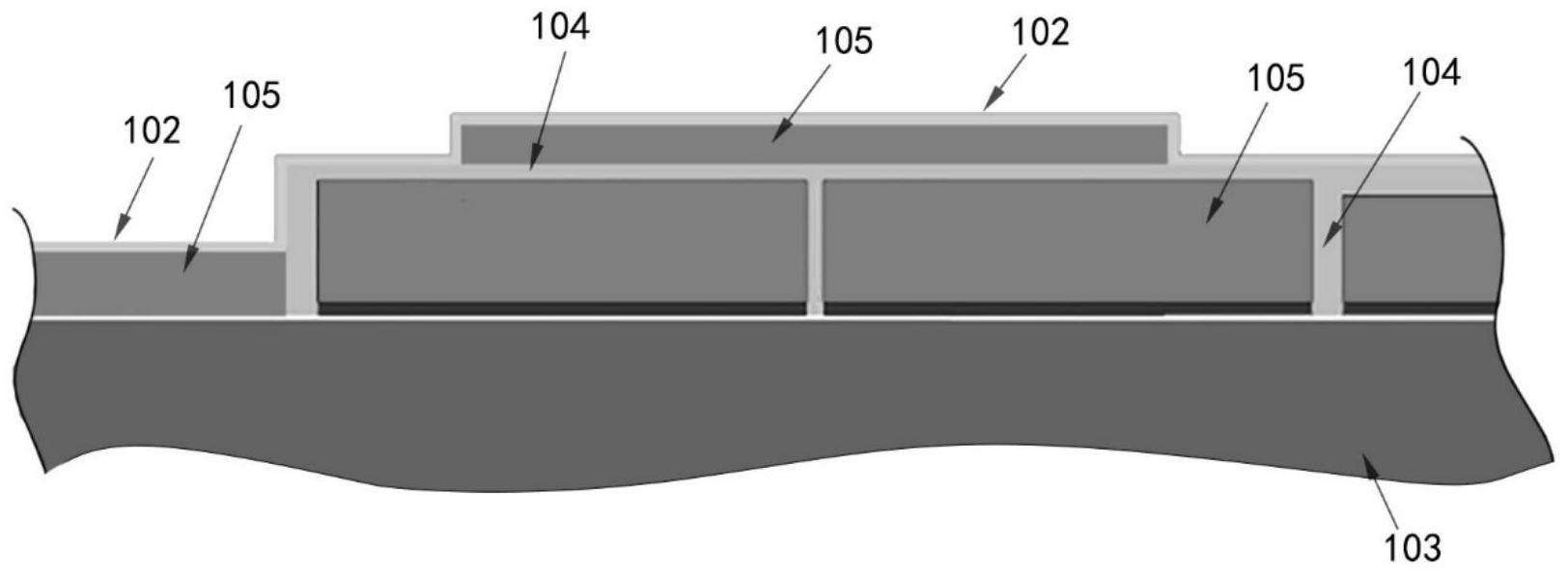
6、箱体包括复合材料外蒙皮、复合材料内蒙皮、加强框架和轻质芯层,加强框架位于复合材料外蒙皮内侧,复合材料内蒙皮位于加强框架的内侧,轻质芯层填充在加强框架的间隔处,并与复合材料外蒙皮和复合材料内蒙皮接触,复合材料外蒙皮、复合材料内蒙皮、加强框架和轻质芯层共固化成型。
7、可选地,复合材料外蒙皮、轻质芯层和复合材料内蒙皮的厚度比为2.5~3.5:9~11:2.5~3.5。
8、进一步优选地,复合材料外蒙皮、轻质芯层和复合材料内蒙皮的厚度比为3:10:3。
9、可选地,复合材料外蒙皮的材料体系为碳纤维/乙烯基酯树脂、玻璃纤维/乙烯基酯树脂、碳纤维/环氧树脂、玻璃纤维/环氧树脂中的任一个;
10、复合材料内蒙皮的材料体系为碳纤维/乙烯基酯树脂、玻璃纤维/乙烯基酯树脂、碳纤维/环氧树脂、玻璃纤维/环氧树脂中的任一个。
11、可选地,轻质芯层的材质为pvc泡沫、pmi泡沫或轻木。
12、可选地,加强框架材质为q345钢或45号钢。
13、为了实现上述第二个目的,第二方面,本发明还提供了一种大型飞行器包装箱的箱体结构成型方法,步骤如下:
14、成型前准备,包括:
15、清理模具并在模具型腔依次涂刷脱模剂和产品胶衣;
16、铺层,包括:
17、先在模型的型腔表面贴合铺敷复合材料外蒙皮,在铺敷复合材料外蒙皮过程中旋转金属预埋件;
18、在外蒙皮的内侧安装加强框架并在加强框架的间隔处腔体处填充或铺敷轻质芯层;
19、在由加强框架和轻质芯层组成的框架层内侧贴合铺敷复合材料内蒙皮,并使用喷胶进行固定;
20、真空袋材料铺覆,包括:
21、贴密封胶条,沿模具的裙边边缘从端头两边同时粘贴密封胶条,在密封胶条的断开处,密封胶条采用搭接方式处理;
22、铺敷脱模布,脱模布用密封胶条点式粘在模具的裙边上;
23、铺敷导流布,导流布纹要按模具的横向铺敷,与导胶方向一致,采用密封胶条把导流布点粘在模具的裙面上;
24、铺敷缠绕管和导流管,包括:
25、在进胶侧的导流布下铺敷缠绕管,抽真空侧的导流布10㎜左右部位铺放缠绕管,导流管与缠绕管连通;
26、铺敷真空袋膜,包括:
27、在模具外侧和复合材料内蒙皮的内侧铺敷真空袋膜,形成密封空间;
28、抽真空:
29、以均匀缓慢的速度将真空袋内气体抽出;
30、树脂胶液导入:
31、保证在树脂胶液固化前树脂完全浸透纤维,并将树脂胶液当中残留的气泡抽走;
32、保压、固化并脱模。
33、可选地,在对复合材料外蒙皮和复合材料内蒙皮进行铺层时,各纤维层之间采用搭接,搭接量为10㎝以上。
34、可选地,密封胶条之间的连接处采用搭接,搭接量为10㎜~20㎜。
35、可选地,在保压过程中真空袋膜不能松动,若真空袋膜松动,需立刻打开真空阀门抽紧真空袋后再关闭真空阀门进行保压。
36、本发明的上述技术方案具有如下优点:
37、本发明提供的大型飞行器包装箱的箱体结构,包括箱体,在箱体的长度方向上的两端为开放端,用于安装箱盖。箱体的顶面为向上凸起的圆弧面,两侧面以及底面为平直面,两侧面行间隔且垂直底面设置,在箱体的顶面上设有平面堆码区。箱体包括复合材料外蒙皮、复合材料内蒙皮、加强框架和轻质芯层,加强框架位于复合材料外蒙皮内侧,复合材料内蒙皮位于加强框架的内侧,轻质芯层填充在加强框架的间隔处,并与复合材料外蒙皮和复合材料内蒙皮接触,复合材料外蒙皮、复合材料内蒙皮、加强框架和轻质芯层共固化成型。该箱体的内、外蒙皮均一体化设计大幅减少包装箱密封面积,并实现了整体复合材料内蒙皮、复合材料外蒙皮对气密性能的双重防护。加强框架采用一体化设计则保证了包装箱在承受工况载荷时的刚度与强度,降低了包装箱因受力变形而发生气体泄漏的几率。
38、本发明提供的大型飞行器包装箱的箱体结构成型方法,实现箱体结构的一体化成型,得到的箱体结构能够减少因箱体装配面的面积过大以及箱体变形导致的气体泄漏情况发生。
技术特征:
1.一种大型飞行器包装箱的箱体结构,其特征在于:包括箱体,在所述箱体的长度方向上的两端为开放端,用于安装箱盖;
2.根据权利要求1所述的箱体结构,其特征在于:所述复合材料外蒙皮、轻质芯层和复合材料内蒙皮的厚度比为2.5~3.5:9~11:2.5~3.5。
3.根据权利要求2所述的箱体结构,其特征在于:所述复合材料外蒙皮、轻质芯层和复合材料内蒙皮的厚度比为3:10:3。
4.根据权利要求1所述的箱体结构,其特征在于:所述复合材料外蒙皮的材料体系为碳纤维/乙烯基酯树脂、玻璃纤维/乙烯基酯树脂、碳纤维/环氧树脂、玻璃纤维/环氧树脂中的任一个;
5.根据权利要求1所述的箱体结构,其特征在于:所述轻质芯层的材质为pvc泡沫、pmi泡沫或轻木。
6.根据权利要求1所述的箱体结构,其特征在于:所述加强框架材质为q345钢或45号钢。
7.一种大型飞行器包装箱的箱体结构成型方法,其特征在于:用于成型如权利要求1-6任一项所述的箱体结构,步骤如下:
8.根据权利要求7所述的箱体结构成型方法,其特征在于:
9.根据权利要求7所述的箱体结构成型方法,其特征在于:
10.根据权利要求7所述的箱体结构成型方法,其特征在于:
技术总结
本发明涉及一种大型飞行器包装箱的箱体结构,箱体包括复合材料外蒙皮、复合材料内蒙皮、加强框架和轻质芯层,加强框架位于复合材料外蒙皮内侧,复合材料内蒙皮位于加强框架内侧,轻质芯层填充在加强框架间隔处,并与复合材料外蒙皮和复合材料内蒙皮接触,复合材料外蒙皮、复合材料内蒙皮、加强框架和轻质芯层共固化成型。该箱体能够大幅减少包装箱密封面积,实现整体复合材料内蒙皮、复合材料外蒙皮对气密性能的双重防护,保证了包装箱在承受工况载荷时的刚度与强度,降低包装箱因受力变形而发生气体泄漏的几率。箱体结构成型方法实现箱体结构的一体化成型,得到的箱体结构能够减少因箱体装配面的面积过大以及箱体变形导致的气体泄漏情况发生。
技术研发人员:井文奇,杜逸飞,李玉虎,魏芳,王岩,李楠,李卓达,刘雷波,王凯,王国勇,龚文化,张涛
受保护的技术使用者:航天特种材料及工艺技术研究所
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!