矩形包装生产线的制作方法
本发明涉及包装设备,特别涉及一种包装生产线的传送装置。
背景技术:
1、有一些产品需要用纸或者塑料膜等软质包装材料包装成长方体(或近似矩形体)的形状,包装过程是将被包装产品放在一张矩形的纸上,然后将纸的四个角部翻转折叠,从而将产品包装成长方体形。目前这种包装方式一般采用人工完成,效率较低;因此有必要研制出一种能满足这种包装要求的包装系统。
技术实现思路
1、有鉴于此,本发明提供一种矩形包装生产线,以解决对产品进行长方体形包装的技术问题。
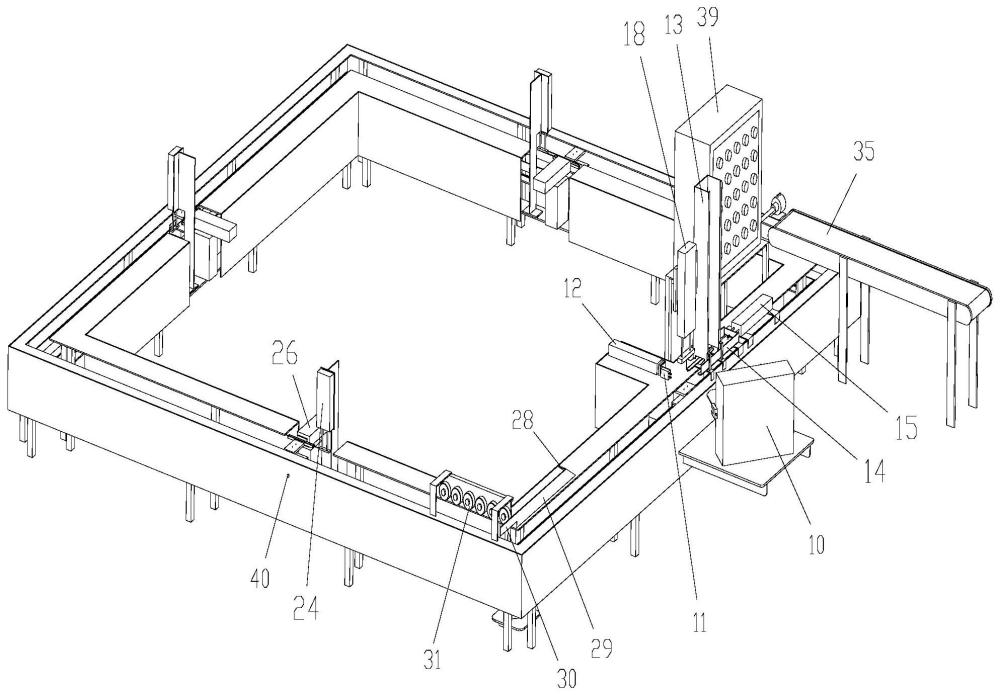
2、本发明矩形包装生产线包括用于托载包装物品的托载装置、用于驱动托载装置沿矩形路径循环平移的传送装置、用于将包装物品转移到托载装置上的上料系统、沿矩形路径布置用于对包装材料进行翻折的包折装置和用于将包装好的产品从托载装置上取走的排料装置。
3、进一步,所述传送装置包括沿矩形路径布置并与托载装置旋转连接的传送部、驱动传送部沿矩形路径循环移动的驱动部和用于限定托载装置沿矩形路径平移的导向结构。
4、进一步,所述传送装置还包括沿矩形路径布置用于辅助支撑托载装置的支撑结构。
5、进一步,所述托载装置包括与传送部旋转连接的托架体、设置在托架体上用于放置包装物品的载物部和与传送装置的导向结构配合以限定托载装置沿矩形路径平移的方向限定结构。
6、进一步,所述上料系统包括送纸机、将送纸机送出的包装材料取放到托载装置上的取纸装置和用于将堆叠在一起的待包装物品按需取出并转移到托载装置上的包装材料上的分送装置。
7、进一步,所述取纸装置包括自动夹纸部和驱动自动夹纸部朝送纸机前移及退回的第一直线驱动器;
8、所述分送装置包括固定布置的储料器,所述储料器的下端设置有排料口;所述分送装置还包括布置在储料器旁的第二直线驱动器;所述分送装置还包括由第二直线驱动器驱动做平移的分料器和托料器,托料器的位置低于分料器;以第二直线驱动器的推出方向为前方、拉回方向为后方,所述分料器的后端与托料器的前端在上下方向上相对;所述分料器用于在第二直线驱动器驱动下水平插入储料器进行分料,所述托料器用于在分料器退出储料器时托住储料器内的物品;
9、或者所述分送装置包括固定布置的储料器,所述储料器的下端设置有排料口;所述分送装置还包括接料器和驱动接料器向托载装置平移的第二直线驱动器;所述接料器上设置有分料器和托料器,以第二直线驱动器的推出方向为前方、拉回方向为后方,所述分料器的后端与托料器的前端在上下方向上相对;所述分料器用于在第二直线驱动器驱动下水平插入储料器进行分料,所述托料器用于在分料器退出储料器时托住储料器内的物品;所述接料器用于接住分料器分离出的物品,接料器的底部设置有供物品排出的落料口;所述分送装置还包括用于将接料器内从落料口向下压出的第三直线驱动器。
10、进一步,所述分料器为v形弯折或u形弯折的钢丝,或者所述分料器为水平插板或水平插条。
11、进一步,所述分送装置还包括用于调节托料器高度的高度调节机构。
12、进一步,所述包折装置包括对包装纸的弯折部位进行限定的压边直条、用于驱动压边直条运动至压边位置及复位的第一驱动器、布置在压边直条旁用于推动包装材料翻折的推纸器、用于推动推纸器水平直线运动的第二驱动器和用于推动第二驱动器上下直线运动的第三驱动器;
13、或者所述包折装置包括沿矩形路径依次布置的竖向翻折引导器、竖向塑形器、水平翻折器和水平塑形器,所述竖向翻折引导器用于引导包装材料的边部或角部由水平状态逐渐向上弯折,所述竖向塑形器用于对包装材料向上弯折的部位进行塑形,所述水平翻折器处在矩形轨迹的转角部,所述水平翻折器用于推动包装材料向上弯折的部位再向水平方向弯折,所述水平塑形器用于对包装材料的水平弯折部进行按压塑形。
14、进一步,所述排料装置包括横轴、驱动横轴旋转的动力机、设置在横轴上的两根用于将包装好的产品从托载装置上取下的挑杆和用于承接挑杆抛下的产品并将产品运走的输送机,所述的两根挑杆位于托载装置前移方向的两侧。
15、本发明的有益效果:
16、1、本发明中的传送部采用沿矩形路径布置的方式,方便了在传送部的四边布置包折机构,同时传送部与包折机构配合满足了对物品进行长方体包装的使用要求。并且传送部在驱动机的驱动沿矩形路径循环移动,能高效的对包装物品进行传送,有利于提高包装效率。
17、2、本发明中的传送部与托载装置旋转连接,同时本发明还设置了用于限定托载装置沿矩形路径平移的导向结构,旋转连接使得传送装置能驱动托载装置顺利的沿矩形路径移动,同时导向结构能保证托载装置只能沿矩形路径做平移运动而不能发生转动,而且能让托载装置每次经过矩形路径转角部时自动变向为让物品待包折的边朝向包折机构,进而能保证托载装置上包装物品的方向正确,能避免包装物品方向偏转导致不能完成包装的问题。
18、3、本发明中的上料系统,其能自动的将包装材料一张一张的取放到托载装置上,并能自动的将堆叠在一起的待包装物品按需取出并转移到托载装置上的包装材料上,上料效率高。
19、4、本发明中的包折装置能准确的对包装材料进行翻边包折,包装可靠性好,质量高。
20、5、本发明中的包折装置能准确的对包装材料进行翻边包折,其排料装置能快速的将包装好的产品从托载装置上取下运走,排料效率高,其排料不影响包装系统其它部分的运行。
技术特征:
1.矩形包装生产线,其特征在于:包括用于托载包装物品的托载装置、用于驱动托载装置沿矩形路径循环平移的传送装置、用于将包装物品转移到托载装置上的上料系统、沿矩形路径布置用于对包装材料进行翻折的包折装置和用于将包装好的产品从托载装置上取走的排料装置。
2.根据权利要求1所述的矩形包装生产线,其特征在于:所述传送装置包括沿矩形路径布置并与托载装置旋转连接的传送部、驱动传送部沿矩形路径循环移动的驱动部和用于限定托载装置沿矩形路径平移的导向结构。
3.根据权利要求2所述的矩形包装生产线,其特征在于:所述传送装置还包括沿矩形路径布置用于辅助支撑托载装置的支撑结构。
4.根据权利要求2所述的矩形包装生产线,其特征在于:所述托载装置包括与传送部旋转连接的托架体、设置在托架体上用于放置包装物品的载物部和与传送装置的导向结构配合以限定托载装置沿矩形路径平移的方向限定结构。
5.根据权利要求1所述的矩形包装生产线,其特征在于:所述上料系统包括送纸机、将送纸机送出的包装材料取放到托载装置上的取纸装置和用于将堆叠在一起的待包装物品按需取出并转移到托载装置上的包装材料上的分送装置。
6.根据权利要求5所述的矩形包装生产线,其特征在于:所述取纸装置包括自动夹纸部和驱动自动夹纸部朝送纸机前移及退回的第一直线驱动器;
7.根据权利要求6所述的矩形包装生产线,其特征在于:所述分料器为v形弯折或u形弯折的钢丝,或者所述分料器为水平插板或水平插条。
8.根据权利要求6所述的矩形包装生产线,其特征在于:所述分送装置还包括用于调节托料器高度的高度调节机构。
9.根据权利要求1所述的矩形包装生产线,其特征在于:所述包折装置包括对包装纸的弯折部位进行限定的压边直条、用于驱动压边直条运动至压边位置及复位的第一驱动器、布置在压边直条旁用于推动包装材料翻折的推纸器、用于推动推纸器水平直线运动的第二驱动器和用于推动第二驱动器上下直线运动的第三驱动器;
10.根据权利要求1所述的矩形包装生产线,其特征在于:所述排料装置包括横轴、驱动横轴旋转的动力机、设置在横轴上的两根用于将包装好的产品从托载装置上取下的挑杆和用于承接挑杆抛下的产品并将产品运走的输送机,所述的两根挑杆位于托载装置前移方向的两侧。
技术总结
本发明公开了一种矩形包装生产线,其包括用于托载包装物品的托载装置、用于驱动托载装置沿矩形路径循环平移的传送装置、用于将包装物品转移到托载装置上的上料系统、沿矩形路径布置用于对包装材料进行翻折的包折装置和用于将包装好的产品从托载装置上取走的排料装置。本发明能对物品沿矩形路径传送,并对物品进行长方体形包装,包装效率高。
技术研发人员:龚必春
受保护的技术使用者:重庆市包包包科技发展有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!