一种产品贴标系统的制作方法
本发明属于机械制造领域,尤其涉及一种产品贴标系统。
背景技术:
1、产品标签是应用于产品包装或产品本身的标识,通常包含了产品的名称、品牌、型号、规格、生产日期、保质期、条形码等信息;产品贴标机是一种用于在产品或包装上贴产品标签的设备,可以自动地将标签贴在产品或包装上。
2、现有的产品贴标机直接将产品放置在贴标位上进行贴标,其贴标的准确性决定于产品放置位置的准确性,然而由于机械结构的设计误差,以及产品在传送过程中产生的位置偏差的影响,使得产品在放置在贴标位时难以保证其位置的准确,进而难以保证贴标的准确性。
3、现有的产品贴标机存在贴标准确性低的问题。
技术实现思路
1、本发明实施例的目的在于提供一种产品贴标系统,旨在解决现有的产品贴标机存在贴标准确性低的问题。
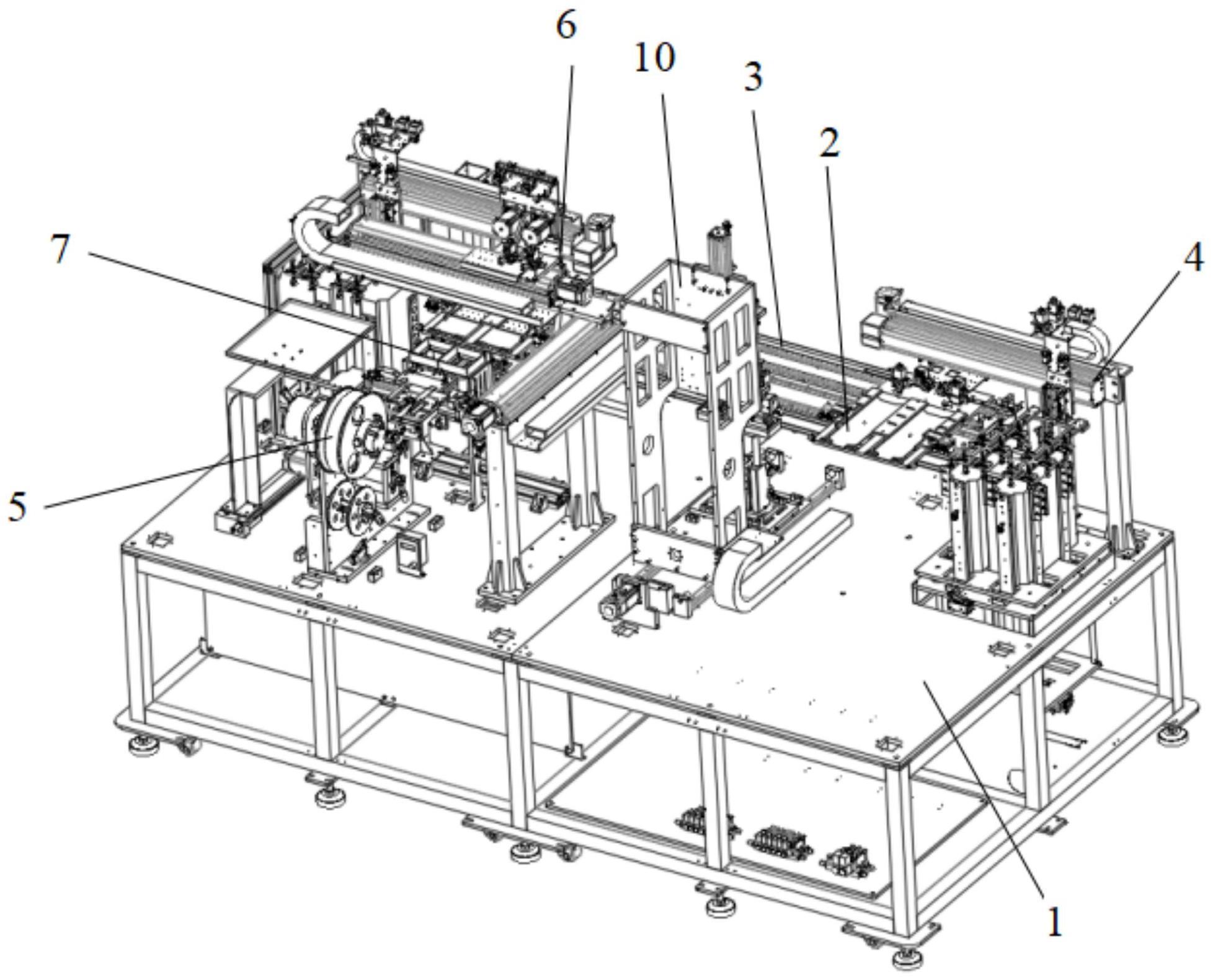
2、本发明实施例是这样实现的,一种产品贴标系统,所述系统包括:
3、安装台;
4、贴标平台,用于放置产品;
5、输送装置,安装在安装台上,所述贴标平台安装在输送装置上,输送装置用于将贴标平台输送至贴标位;
6、产品上料装置,设置在安装台上,用于将产品上料至贴标平台;
7、标签上料装置,安装在安装台上,用于对标签上料;
8、贴标装置,安装在安装台上,贴标装置上设有取料头,贴标装置用于将标签上料装置中的标签取出,并将标签移动至贴标位;
9、标签视觉检测装置,安装在安装台上,用于获取被取出的标签的第一视觉图像;
10、产品视觉检测装置,安装在贴标装置上,用于获取贴标位上的产品的第二视觉图像;
11、计算机设备,与标签视觉检测装置、产品视觉检测装置以及贴标装置连接,用于依据第一视觉图像确定第一位置偏移量,并且依据第二视觉图像确定第二位置偏移量,进而依据第一位置偏移量和第二位置偏移量对贴标装置和/或贴标平台进行位置调整,随后计算机设备控制贴标装置将标签贴于产品上;
12、产品下料装置,设置在安装台上,在贴标完成后,输送装置将贴标平台输送至产品下料装置,产品下料装置将产品取出。
13、优选地,产品贴标系统还包括产品冲槽设备;在将贴标平台输送至贴标位前,输送装置将贴标平台输送至产品冲槽设备,以对产品进行冲槽处理,进而在产品表面形成与标签适配的标签槽。
14、优选地,所述产品冲槽设备包括:
15、安装座;
16、冲槽组件,包括冲头、槽坑、槽坑座以及弹性件,其中,冲头与槽坑相配合,用于对产品进行冲槽处理;槽坑安装在槽坑座上;弹性件安装在冲头上,用于减缓冲头的冲槽冲击力;
17、调平装置,与计算机设备信号连接,所述冲头与调平装置连接,计算机设备通过控制调平装置以对冲头与槽坑的相对位置进行调节;
18、顶升动力装置,安装在安装座上,槽坑座安装在顶升动力装置上,顶升动力装置用于对槽坑进行顶升;
19、下压动力装置,安装在安装座上,冲头安装在下压动力装置底部,下压动力装置用于对冲头进行下压;以及
20、平移组件,包括设置在安装台上的导轨、设置在安装座底部的滑块以及设置在安装台上的气缸,其中,滑块与导轨相配合,气缸与计算机设备信号连接,气缸的输出端与安装座连接,气缸能够在计算机设备的控制下推动安装座在导轨上平移。
21、优选地,所述标签视觉检测装置包括:
22、第一相机,所述取料头从标签上料装置中取出标签后将标签移动至第一相机的镜头前,第一相机对标签进行拍摄,以获取第一视觉图像;
23、第一光源,用于对被拍摄的标签进行打光。
24、优选地,所述产品视觉检测装置包括:
25、第二相机,所述取料头将标签移动至贴标位时,第二相机对产品上的标签槽进行拍摄,以获取第二视觉图像;
26、第二光源,用于对被拍摄的标签槽进行打光。
27、优选地,贴标装置的取料头上设置有第一调节机构,第一调节机构包括第一平移机构和第一旋转机构,并且第一调节机构与计算机设备连接,计算机设备通过控制第一平移机构使取料头进行平移,通过控制第一旋转机构使取料头进行旋转;
28、贴标平台的平台面下设置有第二调节机构,第二调节机构包括第二平移机构和第二旋转机构,并且第二调节机构与计算机设备连接,计算机设备通过控制第二平移机构使平台面进行平移,通过控制第二旋转机构使平台面进行旋转。
29、优选地,所述依据第一视觉图像确定第一位置偏移量包括:
30、识别取料头中心点和标签轮廓线;
31、以取料头中心点为圆心建立第一平面直角坐标系;
32、依据预先输入的标签的尺寸在第一平面直角坐标系上确定标签的第一标准轮廓线,所述第一标准轮廓线为标签的中心点位于第一平面直角坐标系的原点时的轮廓线;
33、计算将标签轮廓线移动至与第一标准轮廓线重合时的第一位移量和第一旋转量,并将第一位移量及第一旋转量作为第一位置偏移量。
34、优选地,所述依据第二视觉图像确定第二位置偏移量包括:
35、识别标签槽轮廓线;
36、以第二视觉图像的中心点作为圆心建立第二平面直角坐标系;
37、依据预先输入的标签槽的尺寸在第二平面直角坐标系上确定标签槽的第二标准轮廓线,所述第二标准轮廓线为标签槽的中心点位于第二平面直角坐标系的原点时的轮廓线;若标签槽轮廓线与第二标准轮廓线重合,并且标签轮廓线与第一标准轮廓线重合,则贴标装置贴入标签槽中的标签的边缘与标签槽边缘重合;
38、计算将标签槽轮廓线移动至与第二标准轮廓线重合的第二位移量和第二旋转量,并将第二位移量及第二旋转量作为第二位置偏移量。
39、优选地,计算机设备调用第一调节机构对取料头调节第一位置偏移量,调用第二调节机构对贴标平台的平台面调节第二位置偏移量,随后调用贴标装置将取料头上的标签贴于产品的标签槽中。
40、本发明实施例提供的一种产品贴标系统,产品上料装置将产品上料至贴标平台后将贴标平台移动至贴标位,标签上料装置将标签上料,贴标平台的取料头将标签取出后先将标签移动至标签视觉检测装置的镜头前,使标签视觉检测装置能够获取第一视觉图像,然后贴标装置继续移动至贴标位处,设置在贴标装置上的产品视觉检测装置获取产品的第二视觉图像,随后计算机设备依据第一视觉图像确定第一位置偏移量,并且依据第二视觉图像确定第二位置偏移量,进一步调动贴标装置和/或贴标平台进行位置调整,使得标签与产品在对其后进行精确贴标,完成贴标后的产品被输送至产品下料装置处取出;本申请通过标签视觉检测装置以及产品视觉检测装置的设置,实现了在贴标前对于标签本身的位置检测以及对产品的位置检测,并在对标签的位置以及产品的位置分别进行针对性的调整后再进行贴标,大大提升了标签的贴标精确度。
技术特征:
1.一种产品贴标系统,其特征在于,所述系统包括:
2.根据权利要求1所述的产品贴标系统,其特征在于,产品贴标系统还包括产品冲槽设备;在将贴标平台输送至贴标位前,输送装置将贴标平台输送至产品冲槽设备,以对产品进行冲槽处理,进而在产品表面形成与标签适配的标签槽。
3.根据权利要求2所述的产品贴标系统,其特征在于,所述产品冲槽设备包括:
4.根据权利要求1所述的产品贴标系统,其特征在于,所述标签视觉检测装置包括:
5.根据权利要求2所述的产品贴标系统,其特征在于,所述产品视觉检测装置包括:
6.根据权利要求2所述的产品贴标系统,其特征在于,贴标装置的取料头上设置有第一调节机构,第一调节机构包括第一平移机构和第一旋转机构,并且第一调节机构与计算机设备连接,计算机设备通过控制第一平移机构使取料头进行平移,通过控制第一旋转机构使取料头进行旋转;
7.根据权利要求6所述的产品贴标系统,其特征在于,所述依据第一视觉图像确定第一位置偏移量包括:
8.根据权利要求6所述的产品贴标系统,其特征在于,所述依据第二视觉图像确定第二位置偏移量包括:
9.根据权利要求6所述的产品贴标系统,其特征在于,计算机设备调用第一调节机构对取料头调节第一位置偏移量,调用第二调节机构对贴标平台的平台面调节第二位置偏移量,随后调用贴标装置将取料头上的标签贴于产品的标签槽中。
技术总结
本发明适用于机械制造领域,尤其涉及一种产品贴标系统,本系统中的通过标签视觉检测装置能够获取第一视觉图像,然后贴标装置继续移动至贴标位处,设置在贴标装置上的产品视觉检测装置获取产品的第二视觉图像,随后计算机设备依据第一视觉图像确定第一位置偏移量,并且依据第二视觉图像确定第二位置偏移量,进一步调动贴标装置和/或贴标平台进行位置调整,使得标签与产品在对其后进行精确贴标;即本申请通过标签视觉检测装置以及产品视觉检测装置的设置,实现了在贴标前对于标签本身的位置检测以及对产品的位置检测,并在对标签的位置以及产品的位置分别进行针对性的调整后再进行贴标,大大提升了标签的贴标精确度。
技术研发人员:潘辉
受保护的技术使用者:深圳市深杰皓科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!