防止张力辊过载的控制方法及相关设备与流程
本发明涉及张力辊自动控制,更具体地,涉及一种防止张力辊过载的控制方法、一种防止张力辊过载的控制装置、一种电子设备以及一种存储介质。
背景技术:
1、带钢包绕在张力辊上,在其包绕接触处(即包角处)产生摩擦力,使出口与入口产生张力差,由此改变张力辊入口或出口带钢的张力值,可以对机组实现张力控制,实现张力分段。
2、张力辊组在带材的连续生产线上有着广泛的应用,如冷带的连退、镀锌、重卷、彩涂等机组。对于冷轧机组,一般来说,会根据生产线工艺的要求和控制的需要将整个机组分成若干个段,每个段可以单独地进行张力的设定与控制。各段之间的张力设定值可以不同,也可以相同,这就需要张力辊组将不同的张力段隔开。
3、由于张力辊组前后的张力不同,其中的张力差就需要张力辊组进行提供,如果张力差过大,超出张力辊组的能力范围,很容易导致张力辊过载报错,影响冷轧产线的正常运行。
4、由此,亟需一种新的技术方案以解决上述技术问题。
技术实现思路
1、在
技术实现要素:
部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本发明的发明内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
2、第一方面,本发明提出一种防止张力辊过载的控制方法,包括:
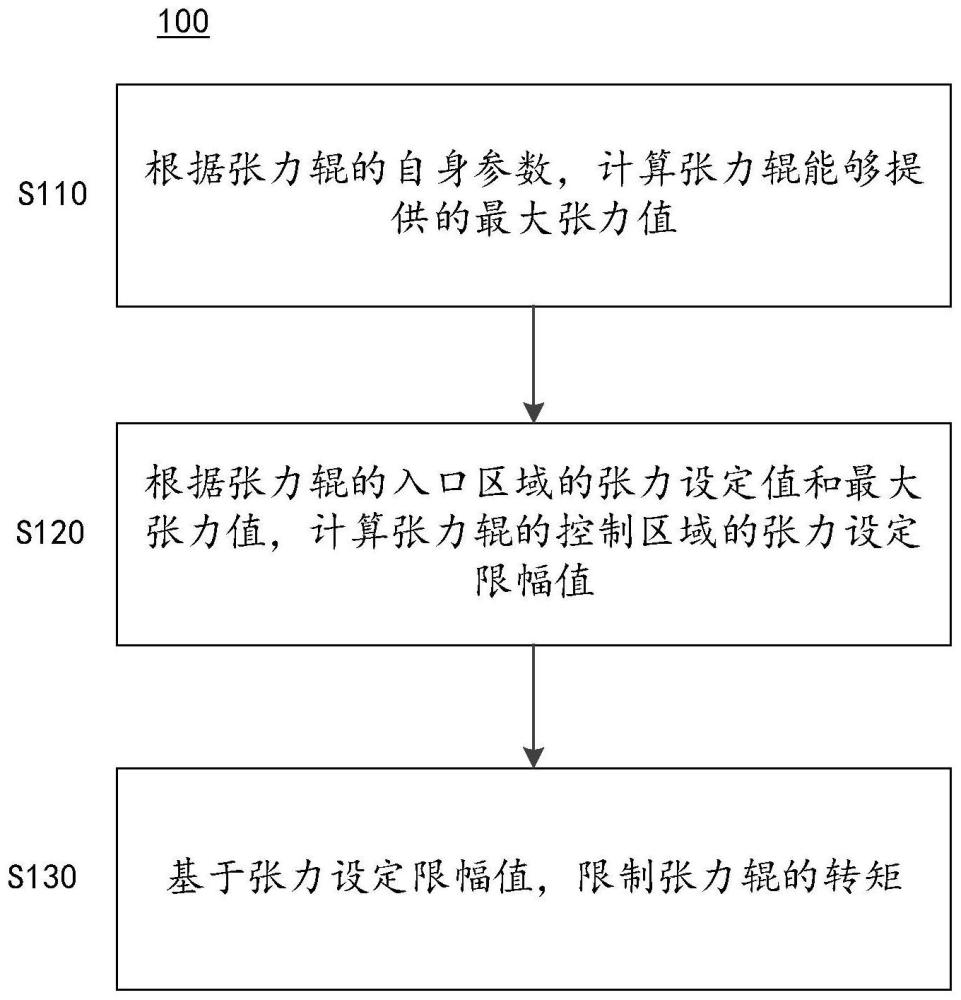
3、根据张力辊的自身参数,计算张力辊能够提供的最大张力值;
4、根据张力辊的入口区域的张力设定值和最大张力值,计算张力辊的控制区域的张力设定限幅值;
5、基于张力设定限幅值,限制张力辊的转矩。
6、可选地,方法还包括:
7、将张力辊所在的张力辊组中每个张力辊能够提供的最大张力值相加,以获得张力辊组能够提供的最大张力值。
8、可选地,在根据张力辊的入口区域的张力设定值和最大张力值,计算张力辊的控制区域的张力设定限幅值之前,方法还包括:
9、获取张力辊组需要提供的张力值;
10、获取张力辊组需要提供的张力值和张力辊组能够提供的最大张力值之间的比较结果;
11、在比较结果表示张力辊组需要提供的张力值大于张力辊组能够提供的最大张力值时,改变张力设定限幅值。
12、可选地,方法还包括:
13、获取每个张力辊的状态;
14、根据状态,确定对应的张力辊能够提供的最大张力值是否加入到张力辊组能够提供的最大张力值之中。
15、可选地,根据张力辊的自身参数,计算张力辊能够提供的最大张力值,通过以下公式实现:
16、tension_max=(tq_motor×i×2)/diam,tension_max表示张力辊能够提供的最大张力值,tq_motor表示张力辊的电机额定转矩,i表示齿轮比,diam表示张力辊的直径。
17、可选地,根据张力辊的入口区域的张力设定值和最大张力值,计算张力辊的控制区域的张力设定限幅值,包括:
18、将张力辊的入口区域的张力设定值和张力辊组能够提供的最大张力值相加,以获得张力辊组的控制区域的张力设定上限幅值;
19、将张力辊的入口区域的张力设定值和张力辊组能够提供的最大张力值相减,以获得张力辊组的控制区域的张力设定下限幅值。
20、可选地,方法还包括:针对张力辊组采用负载平衡方案,以使张力辊组中的每个张力辊的实际转矩的百分比相同。
21、第二方面,还提出了一种防止张力辊过载的控制装置,包括:
22、第一计算模块,用于根据张力辊的自身参数,计算张力辊能够提供的最大张力值;
23、第二计算模块,根据张力辊的入口区域的张力设定值和最大张力值,计算张力辊的控制区域的张力设定限幅值;
24、限制模块,用于基于张力设定限幅值,限制张力辊的转矩。
25、第三方面,还提出了一种电子设备,包括处理器和存储器,其中,存储器中存储有计算机程序指令,计算机程序指令被处理器运行时用于执行如上所述的防止张力辊过载的控制方法。
26、第四方面,还提出了一种存储介质,在存储介质上存储了程序指令,程序指令在运行时用于执行如上所述的防止张力辊过载的控制方法。
27、根据上述技术方案,根据张力辊的自身参数,计算张力辊能够提供的最大张力值;根据张力辊的入口区域的张力设定值和最大张力值,计算张力辊的控制区域的张力设定限幅值;基于张力设定限幅值,限制张力辊的转矩。由此,可以自动限制张力辊的控制区域的张力设定值在所计算出的张力设定限幅值的上下限幅值之间,避免出现因张力设定不合理导致设备出现异常事故,避免张力辊过载报错,保证冷轧产线的正常运行。同时,在计算限幅时考虑了张力辊的入口区域的张力设定值,可以自动适配所有钢种的生产情况,增加了此方法的适应性。进一步地,使得岗位人员能够有更多的精力关注其它的质量控制点,有益于产品质量提升和生产成本控制。
28、本发明的防止张力辊过载的控制方法,本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种防止张力辊过载的控制方法,其特征在于,包括:
2.如权利要求1所述的防止张力辊过载的控制方法,其特征在于,所述方法还包括:
3.如权利要求2所述的防止张力辊过载的控制方法,其特征在于,在所述根据所述张力辊的入口区域的张力设定值和所述最大张力值,计算所述张力辊的控制区域的张力设定限幅值之前,所述方法还包括:
4.如权利要求2所述的防止张力辊过载的控制方法,其特征在于,所述方法还包括:
5.如权利要求1至4任一项所述的防止张力辊过载的控制方法,其特征在于,所述根据所述张力辊的自身参数,计算所述张力辊能够提供的最大张力值,通过以下公式实现:
6.如权利要求2至4任一项所述的防止张力辊过载的控制方法,其特征在于,所述根据所述张力辊的入口区域的张力设定值和所述最大张力值,计算所述张力辊的控制区域的张力设定限幅值,包括:
7.如权利要求2至4任一项所述的防止张力辊过载的控制方法,其特征在于,所述方法还包括:
8.一种防止张力辊过载的控制装置,其特征在于,包括:
9.一种电子设备,其特征在于,包括处理器和存储器,其中,所述存储器中存储有计算机程序指令,所述计算机程序指令被所述处理器运行时用于执行如权利要求1至7任一项所述的防止张力辊过载的控制方法。
10.一种存储介质,在所述存储介质上存储了程序指令,所述程序指令在运行时用于执行如权利要求1至7任一项所述的防止张力辊过载的控制方法。
技术总结
本发明提供一种防止张力辊过载的控制方法及相关设备。方法包括:根据张力辊的自身参数,计算张力辊能够提供的最大张力值;根据张力辊的入口区域的张力设定值和最大张力值,计算张力辊的控制区域的张力设定限幅值;基于张力设定限幅值,限制张力辊的转矩。由此,避免出现因张力设定不合理导致设备出现异常事故,避免张力辊过载报错,保证冷轧产线的正常运行。同时,在计算限幅时考虑了张力辊的入口区域的张力设定值,可以自动适配所有钢种的生产情况,增加了此方法的适应性。进一步地,使得岗位人员能够有更多的精力关注其它的质量控制点,有益于产品质量提升和生产成本控制。
技术研发人员:刘醒,朱海峰,王智燕,吴建学,刘佳奇,赵千,吕庆秋
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!