一种制备粉芯焊条的灌料装置及其使用方法与流程
本发明涉及灌料,尤其涉及一种制备粉芯焊条的灌料装置及其使用方法及其使用方法。
背景技术:
1、当前,用于堆焊高耐磨涂层的焊条普遍采用硬质颗粒填充到薄壁不锈钢中进行制造,然后,再通过手工堆焊来制造高硬度堆焊涂层。这些被灌装的硬质颗粒通常是采用破碎法制备的多角形颗粒,其流动性较差,将其灌注到直径较小且一端封闭的不锈钢管中时,常常出现硬质颗粒在管内分布不均匀的现象,这将导致堆焊工艺不稳定,最终导致相应堆焊层中的硬质相分布不均匀,难以很好地发挥硬质相优秀的抗磨作用;另外,向细口盲管中逐根灌注硬质颗粒制备焊条的方法效率也很低。
技术实现思路
1、本发明的目的是在于克服、补充现有技术中存在的不足,提供一种制备粉芯焊条的灌料装置及其使用方法及其使用方法,可以实现单次向多根一端开口的小口径不锈钢管中同时灌注硬质颗粒。
2、本发明采用的技术方案是:
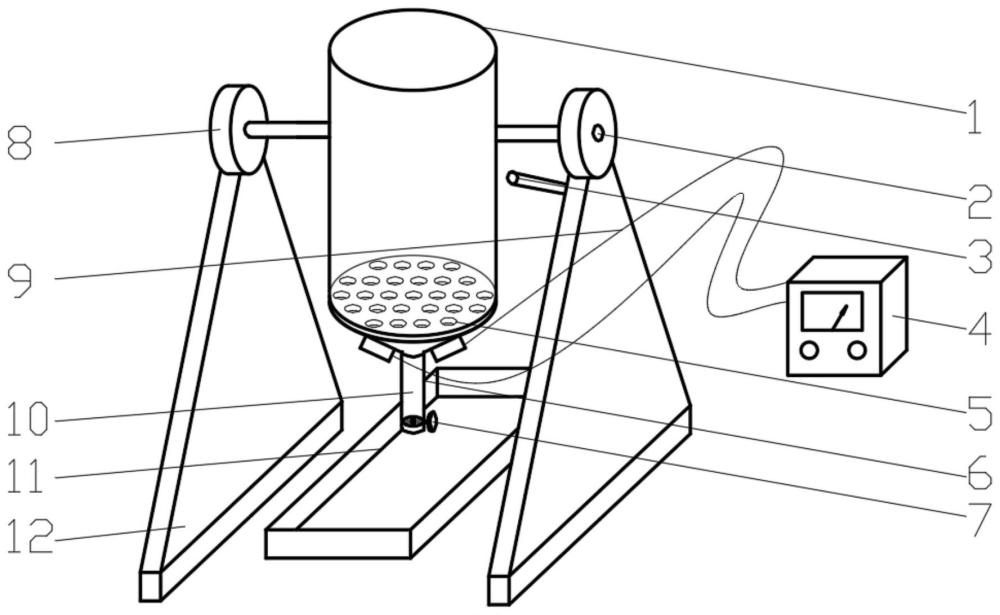
3、一种制备粉芯焊条的灌料装置,其中:包括圆桶,所述圆桶侧壁设置支撑轴,所述支撑轴远离圆桶的一侧下方设置支架,圆桶通过支撑轴固定在支架上部的轴承上,圆桶可以围绕支撑轴转动,所述圆桶底部中心设置漏粉管,所述漏粉管下方设置接粉盘,所述圆桶底部内表面设置具有多个圆孔的多孔板,所述圆桶底部外表面设置多个超声波振子,所述超声波振子电连接超声波发生器。
4、优选的是,所述的制备粉芯焊条的灌料装置,其中:圆桶侧壁的两个支撑轴安装在轴承中。
5、优选的是,所述的制备粉芯焊条的灌料装置,其中:在支架上部靠近圆桶的一侧设置限位杆,通过限位杆控制圆桶朝某一方向的最大倾斜角度为60°。
6、优选的是,所述的制备粉芯焊条的灌料装置,其中:漏粉管上设置阀门,所述超声波振子通过导线电连接超声波发生器。
7、优选的是,所述的制备粉芯焊条的灌料装置,其中:多孔板和圆桶之间的距离比粉芯焊条的长度大10mm~100mm。
8、一种制备粉芯焊条的灌料装置的使用方法,其中:包括以下步骤:
9、步骤s1.关闭圆桶底部的阀门,并将多个一端开口的不锈钢薄壁管的封闭端向下放入圆桶中;
10、步骤s2.打开超声波发生器,并向圆桶中添加硬质陶瓷颗粒,直至圆桶内的不锈钢薄壁管开口端被完全覆盖;
11、步骤s3.通过超声波振子超声振动1~10min,直至不锈钢薄壁管内部填满硬质颗粒为止,打开圆桶底部的漏粉管上的阀门,使得圆桶底部多余的颗粒漏到下面的接粉盘中;
12、步骤s4.通过限位杆将圆桶倾斜60°,使得漏粉管中少量的硬质陶瓷颗粒被倒出,然后关闭超声波发生器;
13、步骤s5.用钳子捏扁不锈钢薄壁管的开口端,实现对粉芯焊条内硬质颗粒封闭,防止硬质颗粒从焊条端部漏出;
14、步骤s6.将圆桶反方向翻转,将已经被灌满硬质颗粒且开口端被封闭的不锈钢薄壁管从圆桶中倒出来,得到粉芯焊条。
15、优选的是,所述的制备粉芯焊条的灌料装置的使用方法,其中:多孔板的圆孔直径小于一端开口的不锈钢薄壁管外径。
16、优选的是,所述的制备粉芯焊条的灌料装置的使用方法,其中:多孔板和圆桶之间的距离比一端开口的不锈钢薄壁管的长度大10mm~100mm。
17、本发明的优点:
18、本发明制备粉芯焊条的灌料装置及其使用方法,可以实现单次向多根一端开口的小口径不锈钢薄壁管中同时灌注硬质颗粒,在超声辅助振动下,硬质颗粒可以均匀密实地填满该不锈钢薄壁管,然后通过将圆桶倾斜60°,并在超声振动的作用下,被灌满硬质颗粒的一端开口的小口径不锈钢薄壁管的开口端将有少量的硬质颗粒被倒出,为后期捏扁该不锈钢薄壁管的开口端腾出空间,以实现对不锈钢薄壁管内硬质颗粒的封闭,最终制备出内部密实地填充了硬质颗粒的粉芯焊条。
技术特征:
1.一种制备粉芯焊条的灌料装置,其特征在于:包括圆桶(1),所述圆桶(1)侧壁设置支撑轴(2),所述支撑轴(2)远离圆桶(1)的一侧下方设置支架(12),圆桶(1)通过支撑轴(2)固定在支架(12)上部的轴承(8)上,圆桶(1)可以围绕支撑轴(2)转动,所述圆桶(1)底部中心设置漏粉管(10),所述漏粉管(10)下方设置接粉盘(11),所述圆桶(1)底部内表面设置具有多个圆孔的多孔板(5),所述圆桶(1)底部外表面设置多个超声波振子(6),所述超声波振子(6)电连接超声波发生器(4)。
2.根据权利要求1所述的制备粉芯焊条的灌料装置,其特征在于:圆桶(1)侧壁的两个支撑轴(2)安装在轴承(8)中。
3.根据权利要求1所述的制备粉芯焊条的灌料装置,其特征在于:在支架(12)上部靠近圆桶(1)的一侧设置限位杆(3),通过限位杆(3)控制圆桶(1)朝某一方向的最大倾斜角度为60°。
4.根据权利要求1所述的制备粉芯焊条的灌料装置,其特征在于:漏粉管(10)上设置阀门(7),所述超声波振子(6)通过导线(9)电连接超声波发生器(4)。
5.根据权利要求1-4任一项所述的制备粉芯焊条的灌料装置的使用方法,其特征在于:包括以下步骤:
6.根据权利要求5所述的制备粉芯焊条的灌料装置的使用方法,其特征在于:多孔板(5)的圆孔直径小于一端开口的不锈钢薄壁管外径。
7.根据权利要求5所述的制备粉芯焊条的灌料装置的使用方法,其特征在于:多孔板(5)和圆桶(1)之间的距离比一端开口的不锈钢薄壁管的长度大10mm~100mm。
技术总结
本发明提供一种制备粉芯焊条的灌料装置,包括圆桶,圆桶侧壁设置支撑轴,支撑轴远离圆桶的一侧下方设置支架,圆桶通过支撑轴固定在支架上部的轴承上,圆桶可以围绕支撑轴转动,圆桶底部中心设置漏粉管,漏粉管下方设置接粉盘,圆桶底部内表面设置具有多个圆孔的多孔板,圆桶底部外表面设置多个超声波振子,超声波振子与超声波发生器连接。本发明可以实现单次向多根一端封闭的薄壁不锈钢管中同时灌注硬质颗粒,在超声辅助振动下,硬质颗粒可以均匀密实地填满该一端封闭的薄壁不锈钢管,通过将圆桶倾斜60°,并在超声振动的作用下,一端封闭的薄壁不锈钢管的开口端将有少量的硬质颗粒被倒出,捏扁开口端制备出内部填充硬质颗粒的粉芯焊条。
技术研发人员:章倩,戴熠帆
受保护的技术使用者:无锡市福莱达石油机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!