一种条包袋整列称重机构的制作方法
本发明属于包装设备,尤其涉及一种条包袋整列称重机构。
背景技术:
1、条包机通过纵封、横封、灌装、分切等工位成型出条包袋,条包袋在整列称重机上进行称重和整列,现有的条包机运行速度需匹配条包袋整列称重机构的推料机构的运行速度,由于推料机构往复运行一次的时间较长,导致生产效率较低,其次,现有的条包袋整列称重机构通常只设有一个称重工位,导致称重机构难以安装,在运行过程中容易产生干涉致使运行不稳定或称重数据不准确,同时不方便检修和维护。
技术实现思路
1、本发明要解决的技术问题是克服现有技术的不足,提供一种能够高速稳定运行且方便维护的条包袋整列称重机构。
2、为解决上述技术问题,本发明采用以下技术方案:
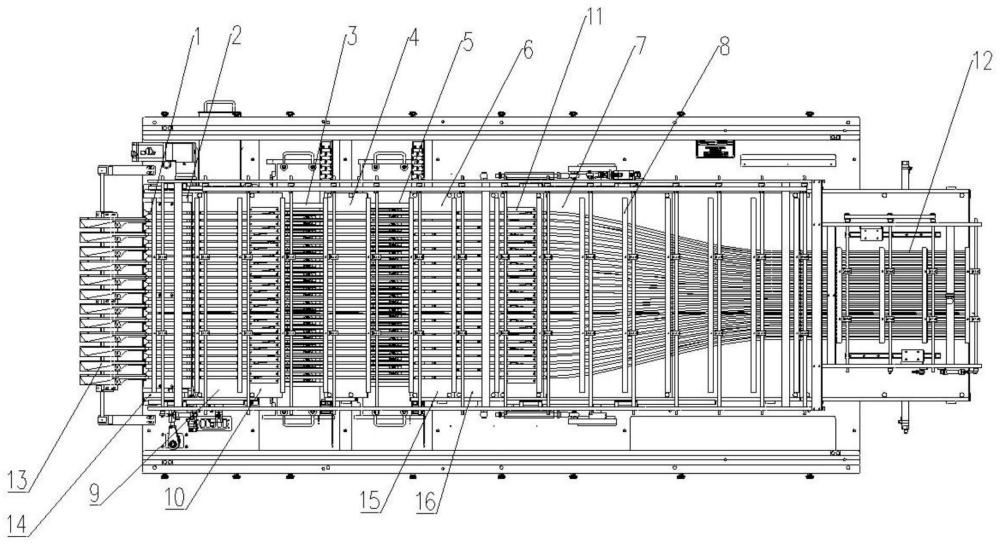
3、一种条包袋整列称重机构,包括多条输料槽1,沿输料槽1依次设有缓存工位2、第一称重工位3、过渡工位4、第二称重工位5、剔除工位6和收拢工位7,输料槽1上方设有可推动输料槽1中物料移动的推料机构8,第一称重工位3和第二称重工位5上设有第一移动装置18,第一移动装置18包括支架36,支架36上方设有输料槽1和秤17,秤17间隔设置在输料槽1下方,支架36下方设有滑动导向装置,支架36的一侧设有升降架21,能够高速稳定运行且方便维护。
4、作为上述技术方案的进一步改进:
5、升降架21包括依次连接的第一转臂22和第二转臂23,第一转臂22的另一端连接转轴25,第二转臂23的另一端连接滚轮,第一转臂22的一侧设有锁紧件26和第二分度销27,第二转臂23的一侧设有第一分度销24,第一分度销24与第二分度销27与侧板28可伸缩配合,方便检修、维护。
6、缓存工位2和第一称重工位3之间设有取样工位9和称前检测工位10,剔除工位6和收拢工位7之间设有剔除确认工位11,实现对条包袋的取样、检测和踢废。
7、称前检测工位10和剔除确认工位11上设有对应输料槽1设置的光电开关。
8、收拢工位7后方设有二次剔除工位12,实现对条包袋的踢废,匹配后端设备。
9、缓存工位2包括下料槽13、与下料槽13呈倍数设置的输料槽1,输料槽1设置在第二移动装置14上,实现对条包袋的缓存。
10、缓存工位2还包括设置在输料槽1的下方的加速皮带,加速皮带连接加速皮带驱动机构33,缓存工位2上的输料槽1的一端与可伸缩移动的挡料件32对接,确保条包袋对齐。
11、第一称重工位3和第二称重工位5分别用于对单数列的输料槽1和双数列的输料槽1上的物料进行称重,实现对条包袋的称重。
12、剔除工位6包括依次设置的第一剔除工位15和第二剔除工位16,第一剔除工位15和第二剔除工位16下方设有用于输出条包袋的物料输送机构,第一剔除工位15用于剔除第一称重工位3检测的称重不合格物料,第二剔除工位16用于剔除第二称重工位5检测的称重不合格物料,实现对条包袋的分开剔除。
13、第一剔除工位15和第二剔除工位16上设有剔除驱动机构34和挡料板35,剔除驱动机构34连接挡料板35的中部,确保挡料板35稳定运行,不卡滞。
14、与现有技术相比,本发明的优点在于:
15、本发明的一种条包袋整列称重机构,通过缓存工位2对在称重前对条包袋缓存,通过缓存工位2匹配前端条包机的下料速度,降低对推料机构8的运行速度需求,实现高速整列称重;通过设置第一称重工位3和第二称重工位5上的秤17对输料槽1上的全部物料进行称重,且在第一称重工位2和第二称重工位5之间设置过渡工位4,秤17间隔设置,保证每一称重工位上的秤17所需的安装空间,方便安装秤17且不易产生干涉,运行稳定,保证称重数据的准确性,通过滑动导向装置和升降架21,从一侧可以移动第一移动装置18,方便对秤17进行检修和维护,通过升降架12确保第一移动装置18水平移动,防止倾斜损坏秤17并避免第一移动装置18倾倒导致秤17损坏。
技术特征:
1.一种条包袋整列称重机构,其特征在于,包括多条输料槽(1),沿所述输料槽(1)依次设有缓存工位(2)、第一称重工位(3)、过渡工位(4)、第二称重工位(5)、剔除工位(6)和收拢工位(7),所述输料槽(1)上方设有可推动输料槽(1)中物料移动的推料机构(8),所述第一称重工位(3)和第二称重工位(5)上设有第一移动装置(18),所述第一移动装置(18)包括支架(36),所述支架(36)上方设有输料槽(1)和秤(17),所述秤(17)间隔设置在输料槽(1)下方,所述支架(36)下方设有滑动导向装置,所述支架(36)的一侧设有升降架(21)。
2.如权利要求1所述的一种条包袋整列称重机构,其特征在于,所述升降架(21)包括依次连接的第一转臂(22)和第二转臂(23),所述第一转臂(22)的另一端连接转轴(25),所述第二转臂(23)的另一端连接滚轮,所述第一转臂(22)的一侧设有锁紧件(26)和第二分度销(27),所述第二转臂(23)的一侧设有第一分度销(24),所述第一分度销(24)与第二分度销(27)与侧板(28)可伸缩配合。
3.如权利要求1所述的一种条包袋整列称重机构,其特征在于,所述缓存工位(2)和第一称重工位(3)之间设有取样工位(9)和称前检测工位(10),所述剔除工位(6)和收拢工位(7)之间设有剔除确认工位(11)。
4.如权利要求3所述的一种条包袋整列称重机构,其特征在于,所述称前检测工位(10)和剔除确认工位(11)上设有对应输料槽(1)设置的光电开关。
5.如权利要求1所述的一种条包袋整列称重机构,其特征在于,所述收拢工位(7)后方设有二次剔除工位(12)。
6.如权利要求1所述的一种条包袋整列称重机构,其特征在于,所述缓存工位(2)包括下料槽(13)、与下料槽(13)呈倍数设置的输料槽(1),所述输料槽(1)设置在第二移动装置(14)上。
7.如权利要求6所述的一种条包袋整列称重机构,其特征在于,所述缓存工位(2)还包括设置在输料槽(1)的下方的加速皮带,所述加速皮带连接加速皮带驱动机构(33),所述缓存工位(2)上的输料槽(1)的一端与可伸缩移动的挡料件(32)对接。
8.如权利要求1所述的一种条包袋整列称重机构,其特征在于,所述第一称重工位(3)和第二称重工位(5)分别用于对单数列的输料槽(1)和双数列的输料槽(1)上的物料进行称重。
9.如权利要求1所述的一种条包袋整列称重机构,其特征在于,所述剔除工位(6)包括依次设置的第一剔除工位(15)和第二剔除工位(16),所述第一剔除工位(15)和第二剔除工位(16)下方设有用于输出条包袋的物料输送机构,所述第一剔除工位(15)用于剔除第一称重工位(3)检测的称重不合格物料,所述第二剔除工位(16)用于剔除第二称重工位(5)检测的称重不合格物料。
10.如权利要求9所述的一种条包袋整列称重机构,其特征在于,所述第一剔除工位(15)和第二剔除工位(16)上设有剔除驱动机构(34)和挡料板(35),所述剔除驱动机构(34)连接挡料板(35)的中部。
技术总结
本发明公开了一种条包袋整列称重机构,涉及包装设备技术领域,包括多条输料槽,沿输料槽依次设有缓存工位、第一称重工位、过渡工位、第二称重工位、剔除工位和收拢工位,输料槽上方设有可推动输料槽中物料移动的推料机构,第一称重工位和第二称重工位上设有第一移动装置,第一移动装置包括支架,支架上方设有输料槽和秤,秤间隔设置在输料槽下方,支架下方设有滑动导向装置,支架的一侧设有升降架。该条包袋整列称重机构具有能够高速稳定运行且方便维护的优点。
技术研发人员:黄彦博,魏愈佳,卢伟
受保护的技术使用者:楚天科技股份有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!