工件输送装置和抛丸线的制作方法
本发明涉及一种抛丸工艺中用于工件输送的装置,本发明还涉及一种使用该工件输送装置输送工件的抛丸线。
背景技术:
1、抛丸是一种机械领域中常见的表面处理工艺,属于一种冷处理工艺,可分为抛丸清理工艺和抛丸强化工艺,其中前者主要用于去除工件表面的氧化皮都杂质,用以提高工件的外观质量。金属工件的抛丸清理工艺中弹丸的速度可以达到60~80m/s,而非金属工件的抛丸清理工艺中弹丸的速度可以达到40~60m/s。抛丸强化工艺主要应用于金属工件,并且相对于抛丸清理,抛丸强化工艺对弹丸有更高的速度要求,通常弹丸需要被加速到60~100m/s,从而使弹丸连续冲击待强化的工件表面,使工件表面和表层在循环变形过程中发生所期望的变化。
2、鉴于无论是抛丸清理,还是抛丸强化,弹丸的速度都很快,具有杀伤能力,因此,为了确保抛丸的连续性,需要构造工件输送装置,从而使工作人员能够远离抛丸室,以避免伤害事故的发生。
3、典型地,如中国专利文献cn107471120a,其公开了一种多抛丸室抛丸机,该多抛丸室抛丸机实质上是一条抛丸线,其包括一个传送系统,该传送系统沿其路径设有上料工位和下料工位及所有抛丸室,由于存在特定的上料工位和下料工位,并且该上料工位和下料工位避开抛丸室,而不会因弹丸抛射而引发的伤害事故。所述传送系统包括环形导轨,环形导轨上设有一组挂具,挂具沿环形导轨依次经过抛丸线上的各个工位。
4、环形导轨存在一个固有缺陷,即上下料时,往往需要使例如所述挂具停止运行,以完成上下料,而由于该类生产线所有挂具为一驱动装置所驱动,换言之,整条生产线都需要停止运行,影响抛丸线生产的连续性。具体到中国专利文献cn107471120a中,挂具由环形导链统一挂设,环形导链作为带动挂具的单一驱动链,当部分挂具需要挂工件时,必然导致环形导链停止,而不可能做到分段停止,导致不能做到连续生产。
5、并且环形导轨还存在一个缺陷,即需要配置非直线导轨,如弧形导轨,弧形导轨的存在会延展环形导轨的覆盖范围,导致其整体占地面积比较大。原因在于,弧形导轨半径不易过小,如果过小,会导致相同线速度条件下,角速度偏大,而导致向心加速度较大,因此,要么采用极低速率的运行速度,要么采用半径相对比较大的弧形导轨,而致使环形导轨中直线导轨间距偏大,导致整体占地面积过大。并且相对于直线导轨,弧形导轨属于低速导轨,因存在向心加速度,而属于易发生事故的导轨,不仅效率低,而且运行可靠性比直线导轨差。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种相对紧凑的工件输送装置,本发明还提供了一种配有该工件输送装置的抛丸线。
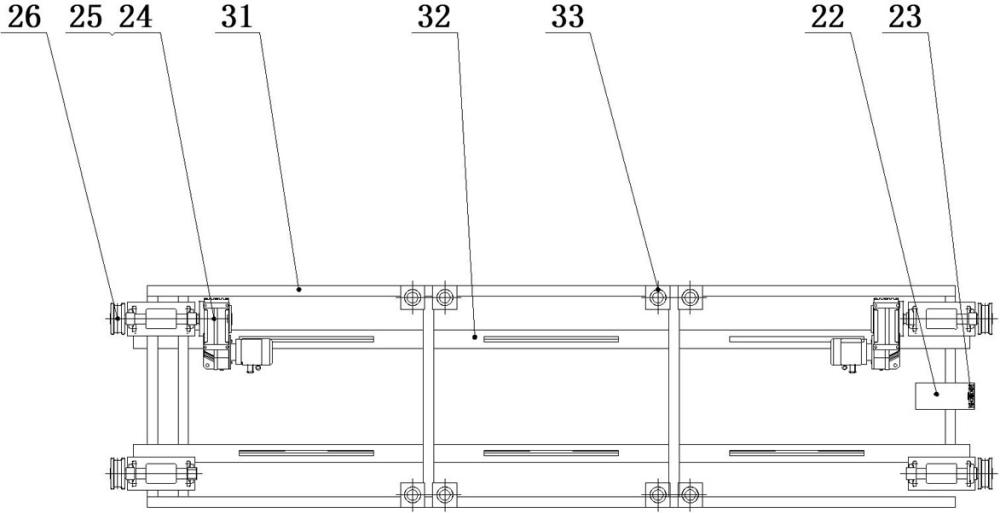
2、依据本发明实施例的第一方面,提供了一种工件输送装置,用作抛丸线上工件的输送,所述工件输送装置包括:
3、输送导轨,包括并行设置的上行导轨和下行导轨;
4、前横移导轨,位于输送导轨的头端;
5、前摆渡小车,运行于前横移导轨上;
6、前摆渡导轨,安装在前摆渡小车上,以通过前摆渡小车的移动而用于与上行导轨续接位置或与下行导轨续接位置的变换;
7、后横移导轨,位于输送导轨的尾端;
8、后摆渡小车,运行于后横移导轨上;
9、后摆渡导轨,安装在后摆渡小车上,以通过后摆渡小车的移动而用于与上行导轨续接或与下行导轨续接位置的变换;
10、挂具组,运行于输送导轨和前后摆渡导轨上,以用于吊挂工件。
11、可选地,沿所述输送导轨布设有接触网;
12、相应地,所述挂具组具有与所述接触网配合的受电弓。
13、可选地,提供防脱装置,该防脱装置具备:
14、第一形式,为配置在挂具组上的制动装置;
15、第二形式,为配置在前摆渡小车和后摆渡小车上的用于锁止挂具组的所致装置;或
16、第三形式,位于工件输送装置上限位装置,该限位装置位于上行导轨和下行导轨端部之间和外侧,并高于输送导轨的轨道面。
17、可选地,前摆渡导轨和后摆渡导轨至少各配有两条。
18、可选地,挂具组所配挂具包括电动葫芦,且所述挂具进一步包括:
19、轨道轮组,以与相应导轨配合,至少包含一驱动轮;
20、驱动总成,用于驱动所述驱动轮。
21、可选地,包括辅助定位机构,以用于前摆渡小车或后摆渡小车摆渡到位后的辅助定位。
22、可选地,所述辅助定位机构包括:
23、定位部件,安装或者成型在摆渡小车的车架上,提供平行于输送导轨方向的定位口;
24、导杆副,构造或安装在工件输送装置的主架体上,且该导杆副的移动方向平行于输送导轨,所具备导杆的头部为楔形或锥形头,以在摆渡小车停靠出现偏差时与所述定位口配合形成楔形副而将导杆导入。
25、可选地,于工件输送装置的主架体上设有用于检测摆渡小车横向移动的检测装置,以控制摆渡小车的制动。
26、可选地,所述前摆渡导轨位于前摆渡小车的下侧;
27、所述后摆渡导轨位于后摆渡小车的下侧;
28、所述前横移导轨和所述后横移导轨均包括两条轨道构件;
29、提供位于两条轨道构件间的副轨道副,该副轨道副位于相应前摆渡小车和后摆渡小车的上侧,以对前摆渡小车和后摆渡小车提供辅助导引。
30、依据本发明实施例的第二方面,提供了一种抛丸线,包括本发明实施例第一方面的工件输送装置,以在各工位间流转工件。
31、依据本发明实施例的工件输送装置,其采用摆渡装置取代传统的弧形轨道,无需考虑弧形轨道最小半径问题,因此结构只需考虑上下行直线导轨间的间距,结构更加紧凑。并且弧形轨道如果半径比较小,势必会导致挂具组角速度相对较大,而易于产生脱轨事故。而在本发明的实施例中,所使用的导轨均为直线导轨,不会因此产生脱轨事故。
技术特征:
1.一种工件输送装置,用作抛丸线上工件的输送,其特征在于,所述工件输送装置包括:
2.根据权利要求1所述的工件输送装置,其特征在于,沿所述输送导轨布设有接触网;
3.根据权利要求1或2所述的工件输送装置,其特征在于,提供防脱装置,该防脱装置具备:
4.根据权利要求1所述的工件输送装置,其特征在于,前摆渡导轨和后摆渡导轨至少各配有两条。
5.根据权利要求1所述的工件输送装置,其特征在于,挂具组所配挂具包括电动葫芦,且所述挂具进一步包括:
6.根据权利要求1所述的工件输送装置,其特征在于,包括辅助定位机构,以用于前摆渡小车或后摆渡小车摆渡到位后的辅助定位。
7.根据权利要求6所述的工件输送装置,其特征在于,所述辅助定位机构包括:
8.根据权利要求6或7所述的工件输送装置,其特征在于,于工件输送装置的主架体上设有用于检测摆渡小车横向移动的检测装置,以控制摆渡小车的制动。
9.根据权利要求1所述的工件输送装置,其特征在于,所述前摆渡导轨位于前摆渡小车的下侧;
10.一种抛丸线,其特征在于,包括权利要求1~9任一所述的工件输送装置,以在各工位间流转工件。
技术总结
本发明公开了一种工件输送装置和抛丸线,其中包含于抛丸线的工件输送装置包括:输送导轨,包括并行设置的上行导轨和下行导轨;前横移导轨,位于输送导轨的头端;前摆渡小车,运行于前横移导轨上;前摆渡导轨,安装在前摆渡小车上,以通过前摆渡小车的移动而用于与上行导轨续接位置或与下行导轨续接位置的变换;后横移导轨,位于输送导轨的尾端;后摆渡小车,运行于后横移导轨上;后摆渡导轨,安装在后摆渡小车上,以通过后摆渡小车的移动而用于与上行导轨续接或与下行导轨续接位置的变换;挂具组,运行于输送导轨和前后摆渡导轨上,以用于吊挂工件。依据本发明的工件输送装置结构相对紧凑。
技术研发人员:袁存波,李计良,孙新凯,王伟,张成勋,王砾沣,段星光,付宁
受保护的技术使用者:山东开泰抛丸机械股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!