一种自动化定位装置的制作方法
本发明涉及一种机械装置,尤其涉及一种用于对工件进行定位的装置。
背景技术:
1、连杆产品自动测量机是整个连杆产品加工过程的最后一个工艺环节,产连杆品在自动测量机上完成测量和秤重分组后,整个加工过程才算完成。
2、为了实现连杆产品在自动测量机上的测量,需要将连杆产品搬运到测量工位上。
3、目前,多采用人工搬运的方式将连杆产品搬运到自动测量机上,但是这种方式的生产效率低下。
4、另外,在一些较先进的现有技术中,采用机器人或机械臂将连杆产品搬运到自动测量机上,但是在实际使用中,这种机构的运行效果不理想,在搬运过程中,常常发生运行不平顺,易损坏的问题,其故障很多,需频繁维修,影响了自动测量机的正常运行。
技术实现思路
1、本发明的目的在于提供一种自动化定位装置,其能够与连杆产品的自动测量机配合使用,解决已有方案效率低或者成本高的问题。
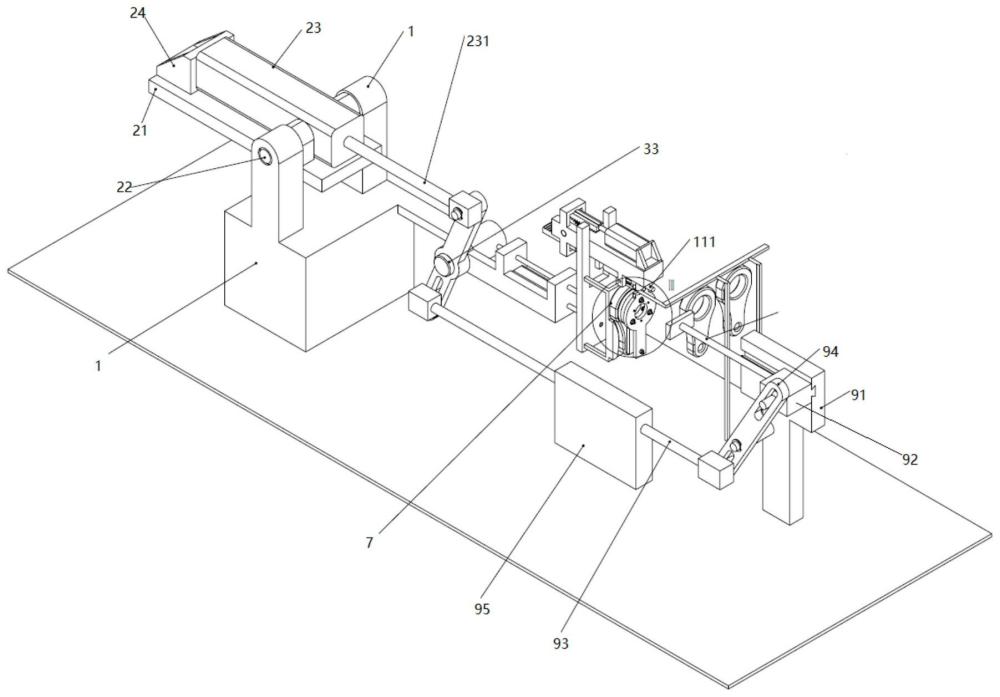
2、为了实现上述目的,本发明提出了一种自动化定位装置,其包括:
3、固定设置的底座;
4、第一气缸,其设于所述底座上;
5、翻转支架,其包括杠杆部以及与杠杆部连接的翻转架;所述杠杆部的中部通过杠杆部转轴与底座可转动地连接,所述杠杆部的一端与所述第一气缸的活塞杆铰接,以使翻转架随着第一气缸的活塞杆的伸缩在水平工位和竖直工位之间切换;
6、上料推杆,其通过第一传动组件与杠杆部的另一端连接,以使上料推杆随着第一气缸的活塞杆的伸缩做线性往复运动;
7、第三气缸,其设于所述翻转架上;
8、第二气缸支架,其与所述第三气缸的活塞杆连接,以随着第三气缸的活塞杆的伸缩做线性往复运动,所述第二气缸支架上固定设有用于容置待定位工件的支撑块;
9、第二气缸,其设于所述第二气缸支架上,所述第二气缸的活塞杆通过第二传动组件与定位组件连接,所述定位组件随着第二气缸的活塞杆的伸缩在关闭工位和打开工位之间切换,其中在关闭工位定位组件与支撑块共同作用以夹持住待定位工件。
10、进一步地,本发明所述的自动化定位装置还包括上料组件,其包括:
11、磁性输送支架,其上设有输送带以及若干个沿输送带排布的磁性吸附件;
12、磁性输送杆,其自所述磁性输送支架伸出,并指向第二气缸支架。
13、进一步地,在本发明所述的自动化定位装置中,所述第一气缸可转动地设于所述底座上。
14、进一步地,在本发明所述的自动化定位装置中,所述杠杆部的另一端设有杠杆部槽;所述第一传动组件包括:
15、固定设置的导轨座,其上设有导轨;
16、滑块,其可沿所述导轨滑动地设于所述导轨座上,所述上料推杆与所述滑块连接,所述滑块上设有滑块销;
17、连杆,其首端通过第一连杆销与杠杆部槽适配地连接;
18、杠杆,其中部通过杠杆转轴可转动地设于所述导轨座上,所述杠杆的首端设有第一滑槽,所述杠杆的尾端设有第二滑槽,所述杠杆的首端通过第一滑槽与所述连杆尾端的第二连杆销适配地连接,所述杠杆的尾端通过第二滑槽与滑块销适配地连接。
19、进一步地,在本发明所述的自动化定位装置中,所述第一传动组件还包括固定设置的连杆座,其上设有连杆孔,所述连杆穿过连杆孔而设置在连杆座上。
20、进一步地,在本发明所述的自动化定位装置中,所述第二传动组件包括:
21、第一齿条,其与所述第二气缸的活塞杆连接;
22、齿轮,其可转动地设于所述第二气缸支架上,并与所述第一齿条啮合连接;
23、第二齿条,其相对于第一齿条设于齿轮的另一侧,并与所述齿轮啮合连接,所述第二齿条与所述定位组件连接。
24、进一步地,在本发明所述的自动化定位装置中,所述定位组件包括:
25、具有凸轮轴的凸轮板,其相对于所述支撑块设置,所述凸轮轴与所述第二齿条连接,所述凸轮轴的圆周面上设有螺旋槽,所述螺旋槽与设于第二气缸支架上的柱销适配,以使:凸轮板在第二齿条的线性往复运动的带动下在与第二齿条的线性运动相同的方向上线性运动,同时还绕着凸轮轴的轴心转动,以在关闭工位和打开工位之间切换;
26、定位杆,其穿过凸轮板而设置,所述定位杆的首端插设于所述待定位工件的定位孔内。
27、进一步地,在本发明所述的自动化定位装置中,所述定位组件还包括:
28、形状与凸轮板适配的活动板,其与所述凸轮板通过连接销同心地设置并连接,所述活动板设置在支撑块与凸轮板之间,所述定位杆也穿过所述活动板而设置。
29、进一步地,在本发明所述的自动化定位装置中,所述凸轮板和活动板之间设有在凸轮板的轴向方向上施加弹力的弹簧。
30、进一步地,在本发明所述的自动化定位装置中,所述定位杆包括:
31、若干个第一定位杆,其设置在待定位工件的头部;
32、第二定位杆,其设置在待定位工件的尾部。
33、本发明所述的自动化定位装置具有如下优点和有益效果:
34、本发明所述的自动化定位装置能够与连杆产品的自动测量机配合使用,解决已有方案效率低或者成本高的问题。
35、本发明所述的自动化定位装置所占空间小,结构简单,制造维护简单,可靠性好,使用操作方便,能够大幅提高自动测量机的运行稳定性和可靠性。
技术特征:
1.一种自动化定位装置,其特征在于,包括:
2.如权利要求1所述的自动化定位装置,其特征在于,还包括上料组件,其包括:
3.如权利要求1所述的自动化定位装置,其特征在于,所述第一气缸可转动地设于所述底座上。
4.如权利要求1所述的自动化定位装置,其特征在于,所述杠杆部的另一端设有杠杆部槽;所述第一传动组件包括:
5.如权利要求4所述的自动化定位装置,其特征在于,所述第一传动组件还包括固定设置的连杆座,其上设有连杆孔,所述连杆穿过连杆孔而设置在连杆座上。
6.如权利要求1所述的自动化定位装置,其特征在于,所述第二传动组件包括:
7.如权利要求6所述的自动化定位装置,其特征在于,所述定位组件包括:
8.如权利要求7所述的自动化定位装置,其特征在于,所述定位组件还包括:
9.如权利要求8所述的自动化定位装置,其特征在于,所述凸轮板和活动板之间设有在凸轮板的轴向方向上施加弹力的弹簧。
10.如权利要求7所述的自动化定位装置,其特征在于,所述定位杆包括:
技术总结
本发明公开了一种自动化定位装置,包括:底座;第一气缸,其设于底座上;翻转支架,其包括杠杆部以及与杠杆部连接的翻转架;杠杆部与底座可转动地连接,杠杆部的一端与第一气缸的活塞杆铰接;上料推杆,其通过第一传动组件与杠杆部的另一端连接;第三气缸,其设于翻转架上;第二气缸支架,其与第三气缸的活塞杆连接,以随着第三气缸的活塞杆的伸缩做线性往复运动,第二气缸支架上固定设有支撑块;第二气缸,其设于第二气缸支架上,第二气缸的活塞杆通过第二传动组件与定位组件连接,所述定位组件随着第二气缸的活塞杆的伸缩在关闭工位和打开工位之间切换,其中在关闭工位定位组件与支撑块共同作用以夹持住待定位工件。
技术研发人员:王康辉,薛飞,郭水明,孙鹏飞
受保护的技术使用者:上汽大众汽车有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!