一种服装吊挂系统的瓶颈工序调度方法
本发明涉及一种调度方法,更具体一点说,涉及一种服装吊挂系统的瓶颈工序调度方法,属于服装制造领域。
背景技术:
1、目前,越来越多的服装制造企业采用了吊挂系统以助力企业的数字化、智能化转型升级。服装吊挂系统有着智能控制和灵活运输的优势,但多数企业在控制生产平衡方面并未最大化吊挂系统的优势。例如,无法实现瓶颈工序的自动判定和调度,以至于生产效率无法有效提升。
2、瓶颈工序是指在整个生产流程中,生产能力小于工作负荷或满足不了生产节拍的工序。在传统的吊挂流水线中,当出现瓶颈工序,衣架堆积至站位缓冲区容量满了以后,衣架将在吊挂流水线的主轨道内循环传输但不进站,直至工人完成工序有衣架出站;或者依赖班组长的经验调度工序。这两种方法均会导致瓶颈工序不能够及时解决,不利于提升生产效率。
技术实现思路
1、为了解决上述现有技术问题,本发明提供具有能够及时解决瓶颈工序,生产效率高等技术特点的一种服装吊挂系统的瓶颈工序调度方法。
2、为了实现上述目的,本发明是通过以下技术方案实现的:
3、本发明一种服装吊挂系统的瓶颈工序调度方法,其特征在于该方法包括:
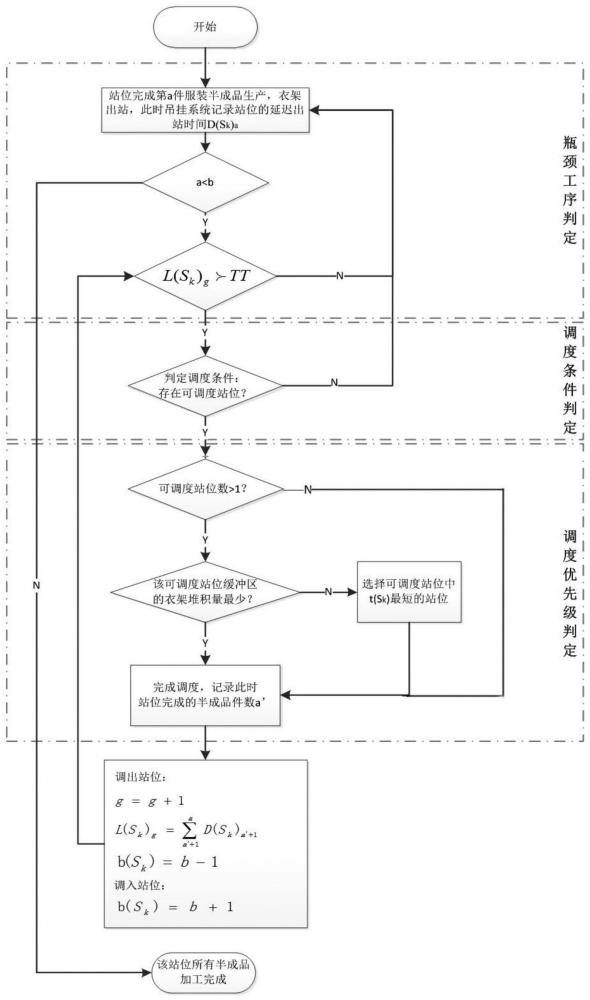
4、步骤1:服装吊挂系统的sk站位完成规定的第a(a=1,2,3,......,b(sk))件服装半成品生产工序,服装半成品出站,同时,记录站位sk完成第a件半成品生产工序的延迟出站时间d(sk)a,计算公式为:d(sk)a=t(sk)a-tt,k=1,2,3...m,a=1,2,3...b(sk);
5、b表示服装吊挂流水线正在生产款式的总订单量;
6、b(sk)表示站位sk需要完成的半成品件数;
7、t(sk)a表示吊挂流水线站位sk在加工第a件半成品所耗费的实际加工时间,k=1,2,3...m,a=1,2,3...b(sk);
8、d(sk)a表示站位sk加工第a件半成品相对于流水线节拍的延迟出站时间,k=1,2,3...m,a=1,2,3...b(sk);
9、l(sk)g表示站位sk在触发第g次调度前的累计延迟出站时间,g=1,2,3...b(sk);
10、步骤2:若a<b(sk),且站位sk的累计延迟出站时间达到流水线节拍的3倍,即识别sk站位生产工序为瓶颈工序,需要实施生产调度,进入步骤3进行调度条件判定;否则,不执行生产调度,并返回步骤1,继续进行半成品加工,若a=b(sk),则进入步骤6;
11、步骤3:以是否存在可调度站位作为判定调度条件,若存在可调度站位则进入下一步骤4,并记录此时吊挂流水线累计完成的半成品件数为a′;若不存在可调度站位,则返回步骤1,继续进行半成品加工,可调度站位的判定方法:1)最近三次延迟出站时间d(sk)为零;2)站位配置的设备、线材和人员与瓶颈工序所在站位兼容;
12、步骤4:判断可调度站位数是否大于1时,若是,实施可调度站位优先级判定;否则,进入步骤5完成调度,可调度站位优先级判定方法:遍历所有可调度站位,选择其中缓冲区衣架堆积量最少的站位;若衣架堆积量相同,则选择t(sk)最短的站位;
13、步骤5:完成sk站位调度,且g=g+1,b(sk)=b-1,调入站位b(sk)=b+1,返回步骤1,继续进行半成品加工;
14、步骤6:站位sk所有的半成品加工完成。
15、有益效果:流程简单,能够及时解决瓶颈工序,生产效率高,市场前景广阔,适用于推广使用。
技术特征:
1.一种服装吊挂系统的瓶颈工序调度方法,其特征在于该方法包括:
技术总结
本发明公开的是一种服装吊挂系统的瓶颈工序调度方法,工位完成半成品加工,衣架出站;通过吊挂系统记录工位的延迟出站时间;若某站位累计延迟出站时间达到流水线节拍的3倍,则进入调度条件判定;以是否存在可调度工位作为判定调度条件,若存在则进入下一步骤;将累计延迟出站时间进行清零;累计的延迟出站时间进行清零后,进入调度优先级判定,本发明具有流程简单,能够及时解决瓶颈工序,生产效率高,市场前景广阔,适用于推广使用。
技术研发人员:邵一兵,汤梦娜,郑孟琳
受保护的技术使用者:浙江理工大学
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!