一种自动搬运保险杠的装置的制作方法
本发明属于搬运装置,尤其涉及一种自动搬运保险杠的装置。
背景技术:
1、汽车保险杠是吸收和减缓外界冲击力、防护车身前后部的安全装置。在保险杠的制造过程中,需要进行相关的焊接工作。现有焊接站保险杠物料传输一般采用人工进行搬运,每组焊接站均需要配备一名搬运人员。采用人工搬运的方式搬运到位的精度差,且效率不高。
技术实现思路
1、本发明就是针对上述问题,提供一种自动检测搬运保险杠的装置。
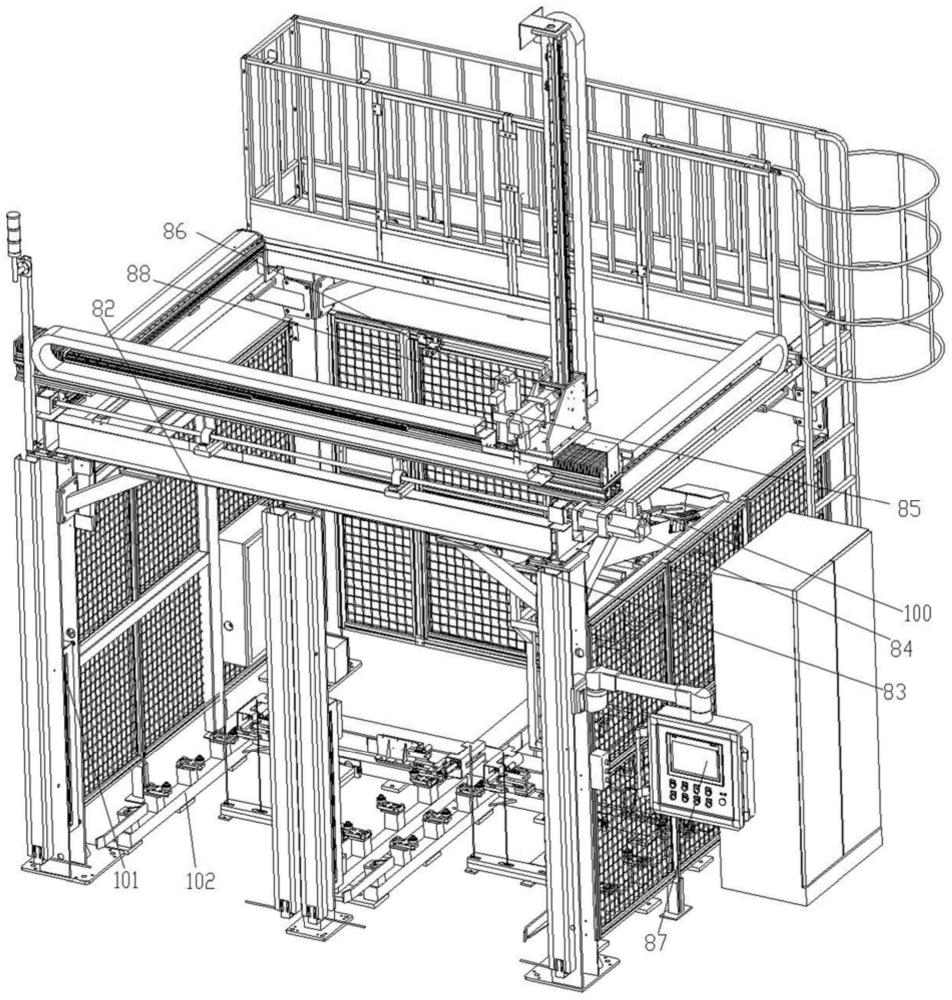
2、为实现上述目的,本发明采用如下技术方案,本发明包括框架,其特征在于框架内侧下端设置有料车定位机构102,框架内侧中部设置有下料机构100;框架上设置有x轴模组,x轴模组的移动台上设置有y轴模组,y轴模组的移动台上设置有z轴模组,z轴模组的移动台上设置有用于将料车定位机构102处的产品分料车上的工件抓取到下料机构100上的抓手部分。
3、作为一种优选方案,本发明所述下料机构100包括第一框架2,第一框架2下端设置有连接座1,第一框架2上设置有竖线槽4,第一框架2上端设置有横线槽3;第一框架2上端一侧设置有气缸安装座5,气缸安装座5上设置有下料气缸,下料气缸的伸缩杆连接下料压头6;
4、第一框架2上端设置有斜向第一挡边7、斜向第四挡边10和斜向第七挡边20,斜向第七挡边20位于斜向第四挡边10的上方且更靠近斜向第一挡边7;斜向第一挡边7和斜向第七挡边20的上端连接有向外侧延伸的第六挡边12;斜向第七挡边20与斜向第一挡边7下端之间连接有底板14,底板14与斜向第四挡边10下端之间连接有向斜下倾斜的边板21;斜向第四挡边10前端与斜向第七挡边20后端之间连接有第五挡边11;底板14前部下端设置有第二框架13,第二框架13下端与第一框架2上端相连;第二框架13上设置有气缸安装架17,气缸安装架17上设置有气缸;底板14后端连接有向上弯折后向前弯折再向斜上延伸的第二挡边8,第二挡边8下部与斜向第四挡边10下部之间连接有第三挡边9;底板14下部下端通过轴22与第一框架2上端相连。
5、作为另一种优选方案,本发明所述下料压头采用尼龙压头6。
6、作为另一种优选方案,本发明所述斜向第一挡边7的前部内侧连接有支撑板16,支撑板16外端连接有限位块15。
7、作为另一种优选方案,本发明所述斜向第四挡边10上设置有第二传感器安装架19。
8、作为另一种优选方案,本发明所述斜向第七挡边20中部和斜向第一挡边7对应设置有第一传感器安装架18。
9、作为另一种优选方案,本发明所述料车定位机构102包括凵形框架31,框架31前端设置有导向边35,框架31两侧设置有限位块37,限位块37端部设置有限位轮,凵形框架31后端两侧设置有气缸39和压头40,气缸39内侧的框架31上设置有用于检测料车是否到位的接近开关42、第一挡块43和第三挡块44,凵形框架31后端中部一侧设置有护板46,凵形框架31后端中部另一侧设置有端子箱48;凵形框架31后端中部设置有向前延伸的第一盖板49,第一盖板49前端与第二盖板50中部相连,第一盖板49与第二盖板50垂直,第二盖板50上设置有用于确认物料有无的光电开关52。
10、作为另一种优选方案,本发明所述凵形框架31前端设置有连接杆34,连接杆34上端通过穿销33与第二挡块32相连。
11、作为另一种优选方案,本发明所述产品分料车包括车支架61,车支架61下端设置有滚轮,车支架61上设置有连接块62,连接块62上设置有挡板63、挡轴64、转轴65,转轴65上设置有挡圈66,挡圈66内侧的转轴65上设置有运动支撑块67。
12、作为另一种优选方案,本发明所述车支架61上端设置有凸块69,车支架61下端设置有凹块68。
13、作为另一种优选方案,本发明所述车支架61上设置有把手60。
14、其次,本发明所述车支架61上设置有立柱70。
15、另外,本发明所述抓手部分包括抓手框架90,抓手框架90下端两侧设置有用于将工件夹紧的夹紧气缸81,夹紧气缸81与夹板91相连;抓手框架上设置有导杆92和用于确认物料高度的位移传感器80,导杆92与位移传感器80相连。
16、本发明有益效果。
17、本发明x轴模组、y轴模组、z轴模组驱动抓手部分将料车定位机构102处的产品分料车上的工件抓取到下料机构100上,通过下料机构100可将工件送达到焊接工作站上料位,便于操作者取走后放入焊接夹具中,进行产品总成焊接工序。采用本发明,无需再配备专职人员上料;精度高,保证每个工件到取料位置相同;效率高。
技术特征:
1.一种自动搬运保险杠的装置,包括框架,其特征在于框架内侧下端设置有料车定位机构(102),框架内侧中部设置有下料机构(100);框架上设置有x轴模组,x轴模组的移动台上设置有y轴模组,y轴模组的移动台上设置有z轴模组,z轴模组的移动台上设置有用于将料车定位机构(102)处的产品分料车上的工件抓取到下料机构(100)上的抓手部分。
2.根据权利要求1所述一种自动搬运保险杠的装置,其特征在于所述下料机构(100)包括第一框架(2),第一框架(2)下端设置有连接座(1),第一框架(2)上设置有竖线槽(4),第一框架(2)上端设置有横线槽(3);第一框架(2)上端一侧设置有气缸安装座(5),气缸安装座(5)上设置有下料气缸,下料气缸的伸缩杆连接下料压头(6);
3.根据权利要求2所述一种自动搬运保险杠的装置,其特征在于所述斜向第一挡边(7)的前部内侧连接有支撑板(16),支撑板(16)外端连接有限位块(15)。
4.根据权利要求2所述一种自动搬运保险杠的装置,其特征在于所述斜向第四挡边(10)上设置有第二传感器安装架(19);所述斜向第七挡边(20)中部和斜向第一挡边(7)对应设置有第一传感器安装架(18)。
5.根据权利要求1所述一种自动搬运保险杠的装置,其特征在于所述料车定位机构(102)包括凵形框架(31),框架(31)前端设置有导向边(35),框架(31)两侧设置有限位块(37),限位块(37)端部设置有限位轮,凵形框架(31)后端两侧设置有气缸(39)和压头(40),气缸(39)内侧的框架(31)上设置有用于检测料车是否到位的接近开关(42)、第一挡块(43)和第三挡块(44),凵形框架(31)后端中部一侧设置有护板(46),凵形框架(31)后端中部另一侧设置有端子箱(48);凵形框架(31)后端中部设置有向前延伸的第一盖板(49),第一盖板(49)前端与第二盖板(50)中部相连,第一盖板(49)与第二盖板(50)垂直,第二盖板(50)上设置有用于确认物料有无的光电开关(52)。
6.根据权利要求5所述一种自动搬运保险杠的装置,其特征在于所述凵形框架(31)前端设置有连接杆(34),连接杆(34)上端通过穿销(33)与第二挡块(32)相连。
7.根据权利要求1所述一种自动搬运保险杠的装置,其特征在于所述产品分料车包括车支架(61),车支架(61)下端设置有滚轮,车支架(61)上设置有连接块(62),连接块(62)上设置有挡板(63)、挡轴(64)、转轴(65),转轴(65)上设置有挡圈(66),挡圈(66)内侧的转轴(65)上设置有运动支撑块(67)。
8.根据权利要求7所述一种自动搬运保险杠的装置,其特征在于所述车支架(61)上端设置有凸块(69),车支架(61)下端设置有凹块(68)。
9.根据权利要求7所述一种自动搬运保险杠的装置,其特征在于所述车支架(61)上设置有立柱(70)。
10.根据权利要求1所述一种自动搬运保险杠的装置,其特征在于所述抓手部分包括抓手框架(90),抓手框架(90)下端两侧设置有用于将工件夹紧的夹紧气缸(81),夹紧气缸(81)与夹板(91)相连;抓手框架上设置有导杆(92)和用于确认物料高度的位移传感器(80),导杆(92)与位移传感器(80)相连。
技术总结
一种自动搬运保险杠的装置属于搬运装置技术领域,尤其涉及一种自动搬运保险杠的装置。本发明提供一种自动检测搬运保险杠的装置。本发明包括框架,其特征在于框架内侧下端设置有料车定位机构102,框架内侧中部设置有下料机构100;框架上设置有X轴模组,X轴模组的移动台上设置有Y轴模组,Y轴模组的移动台上设置有Z轴模组,Z轴模组的移动台上设置有用于将料车定位机构102处的产品分料车上的工件抓取到下料机构100上的抓手部分。
技术研发人员:王超,张文选,孙建,梁玉龙,侯帅,倪阳,迟健,苏文霞,孙若辰,李鹏博,马聪,张雷,杨金,代新生,康贺
受保护的技术使用者:沈阳凌云瓦达沙夫汽车工业技术有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!