一种多门腿半门架式框架及其设备的制作方法
本发明涉及金属冶炼设备,尤其涉及一种多门腿半门架式框架及其设备。
背景技术:
1、传统单小车加料半门机只适用于吊运一个料槽向加料炉加料的工艺流程,随着炼钢工艺的发展,开始出现双料槽协同加料的工艺需求,即一台半门机吊运一个料槽向加料炉内完成加料后,另一台半门机立即补位完成二次加料。此种工艺流程对传统的半门机设计技术提出了挑战和要求,若按两台加料半门机进行设计布置,则需要配置两个门机司机,双车协调性较差,加料效率低,经济性差,难以满足炼钢工艺要求。
技术实现思路
1、为解决上述现有技术中存在的部分或全部技术问题,本发明提供一种多门腿半门架式框架及其设备,能够满足双小车多机构多吊点工况,解决双料槽协同加料与高效率之间的问题,以满足现场工艺,同时满足了双小车共同工作时,双小车吊点距要求小的钢厂工艺要求,克服了双半门机,并车工作也无法满足钢厂工艺要求的缺点。
2、本发明的技术方案如下:
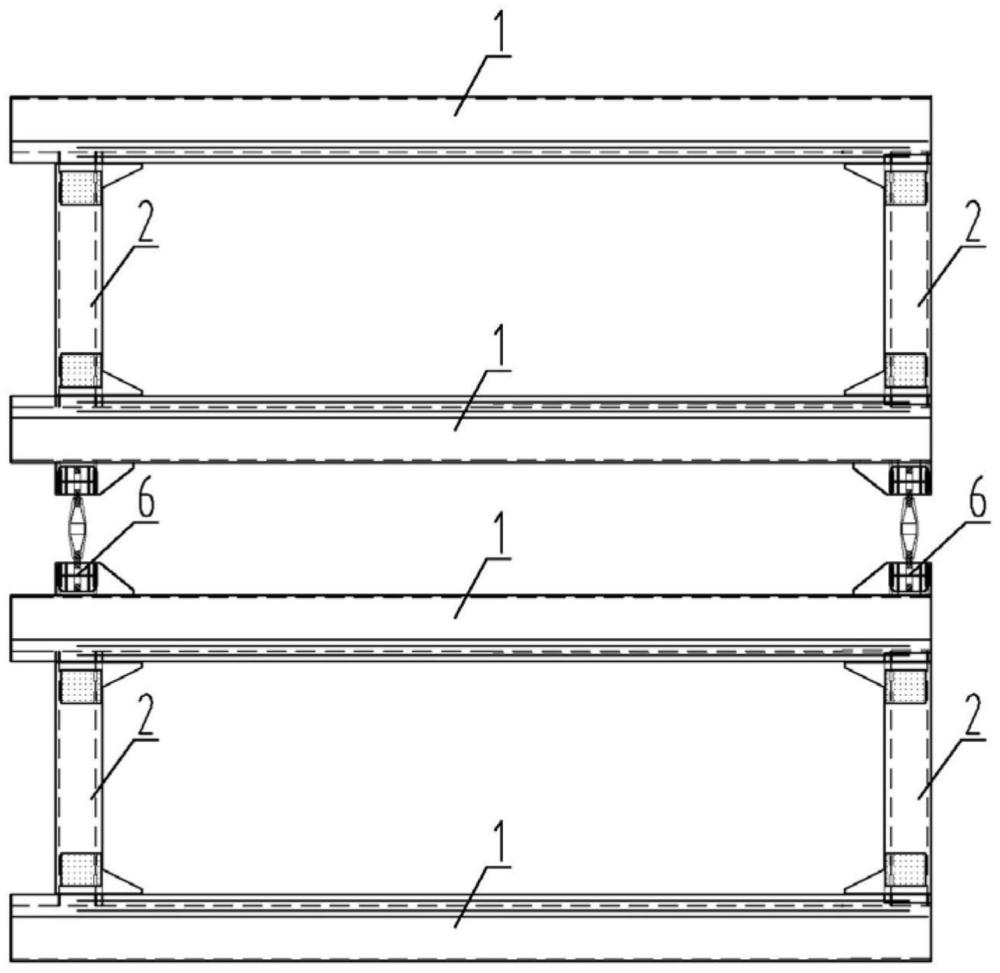
3、一方面,本发明提供了一种多门腿半门架式框架,包括多根刚性门腿、多个主梁和多个端梁,并在顶部端梁上设置有四根用于小车通行的轨道,形成四轨道两通道结构,且所述多个端梁平行设置于多个主梁之间,形成多层互相平行的主梁和端梁框架,且在多层框架中位于最顶端和最末端两端层的端梁与主梁之间刚性连接,位于中间层的端梁与主梁之间的上部采用关节轴承铰接连接,下部采用铰链进行连接,多根刚性门腿分别与多根主梁之间对应固定连接,避免小车空载和满载时对应主梁发生变形或发生的变形量不一致,同时避免中间端梁发生扭曲变形。
4、进一步地,在所形成的框架中位于多层框架中两端层的框架间距大于位于中间层的框架间距。
5、进一步地,所述主梁的数量为四个。
6、进一步地,所述端梁的数量为三组,每组数量至少为两根。
7、进一步地,在所述多层框架一侧的主梁外侧固定设置有垂直于主梁方向的轨道。
8、进一步地,所述轨道的数量为四根,且所述轨道与所述主梁之间形成四梁双轨道结构。
9、第二方面,本发明还公开了一种多门腿半门架式框架设备,所述设备上设置有上述多门腿半门架式框架。
10、进一步地,将多门腿半门架式框架连接到设备上时,多门腿半门架式框架中的多个门腿与同一根下横梁和同一个端梁相连接。
11、进一步地,多个门腿与同一个下横梁和同一根端梁采用铰接的方式连接。
12、本发明技术方案的主要优点如下:
13、本发明的一种多门腿半门架式框架及其设备,通过将框架设置为多个主梁和多个端梁相平行分布的结构,并将多个刚性门腿与多根主梁之间刚性连接的结构,能够满足双小车多机构多吊点工况,解决双料槽协同加料与高效率之间的问题,以满足现场工艺,同时满足了双小车共同工作时,双小车吊点距要求小的钢厂工艺要求,克服了双半门机,并车工作也无法满足钢厂工艺要求的缺点。
技术特征:
1.一种多门腿半门架式框架,其特征在于,包括多根刚性门腿、多个主梁和多个端梁,并在顶部端梁上设置有四根用于小车通行的轨道,形成四轨道两通道结构,且所述多个端梁平行设置于多个主梁之间,形成多层互相平行的主梁和端梁框架,且在多层框架中位于最顶端和最末端两端层的端梁与主梁之间刚性连接,位于中间层的端梁与主梁之间的上部采用关节轴承铰接连接,下部采用铰链进行连接,多根刚性门腿分别与多根主梁之间对应固定连接,避免小车空载和满载时对应主梁发生变形或发生的变形量不一致,同时避免中间端梁发生扭曲变形。
2.根据权利要求1所述的一种多门腿半门架式框架,其特征在于,在所形成的框架中位于多层框架中两端层的框架间距大于位于中间层的框架间距。
3.根据权利要求1所述的一种多门腿半门架式框架,其特征在于,所述主梁的数量为四个。
4.根据权利要求1所述的一种多门腿半门架式框架,其特征在于,所述端梁的数量为三组,每组数量至少为两根。
5.根据权利要求1所述的一种多门腿半门架式框架,其特征在于,在所述多层框架一侧的主梁外侧固定设置有垂直于主梁方向的轨道。
6.一种多门腿半门架式框架设备,其特征在于,所述设备上设置有权利要求1-5中任一项所述的多门腿半门架式框架。
7.根据权利要求6所述的一种多门腿半门架式框架设备,其特征在于,将多门腿半门架式框架连接到设备上时,多门腿半门架式框架中的多个门腿与同一根下横梁和同一个端梁相连接。
8.根据权利要求7所述的一种多门腿半门架式框架设备,其特征在于,多个门腿与同一个下横梁和同一根端梁采用铰接的方式连接。
技术总结
本发明公开了一种多门腿半门架式框架及其设备,包括多根刚性门腿、多个主梁和多个端梁,并在顶部端梁上设置有四根用于小车通行的轨道,形成四轨道两通道结构,且多个端梁平行设置于多个主梁之间,形成多层互相平行的主梁和端梁框架,且在多层框架中位于最顶端和最末端两端层的端梁与主梁之间刚性连接,位于中间层的端梁与主梁之间的上部采用关节轴承铰接连接,下部采用铰链进行连接,多根刚性门腿分别与多根主梁之间对应固定连接,避免小车空载和满载时对应主梁发生变形或发生的变形量不一致,同时避免中间端梁发生扭曲变形。能够满足双小车多机构多吊点工况,解决双料槽协同加料与高效率之间的问题,满足了现场工艺要求。
技术研发人员:牛曙光,于万成,张印,马强,高雪琴,焦健,张宇,邵云
受保护的技术使用者:太原重工股份有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!