一种纱筒包装生产线的制作方法
本发明涉及一种纱线生产设备,具体是一种纱筒包装生产线。
背景技术:
1、纱筒是指利用机器卷绕呈筒状的纱线,纱筒在下纱后需要装入热缩袋当中。由于纱筒的包装涉及到多道工序,现有技术中的纱筒包装过程需要人工参与。特别是纱筒的入袋工艺,存在定位难的困难,每个纱袋大约15-30公斤不等,造成人工劳动强度大,生产成本高,严重影响生产效率。同时,纱筒的包装过程中除了需要将纱筒装入热缩袋当中以外,还需要在套袋后的纱筒顶部装入芯片盖,并在纱筒底部装入托盘。如果将以上生产过程都分段进行,再通过人工进行干预,会极大地影响纱筒的生产效率。因此,纱筒入袋包装过程的自动化成为设计纱筒包装线的必然趋势。
技术实现思路
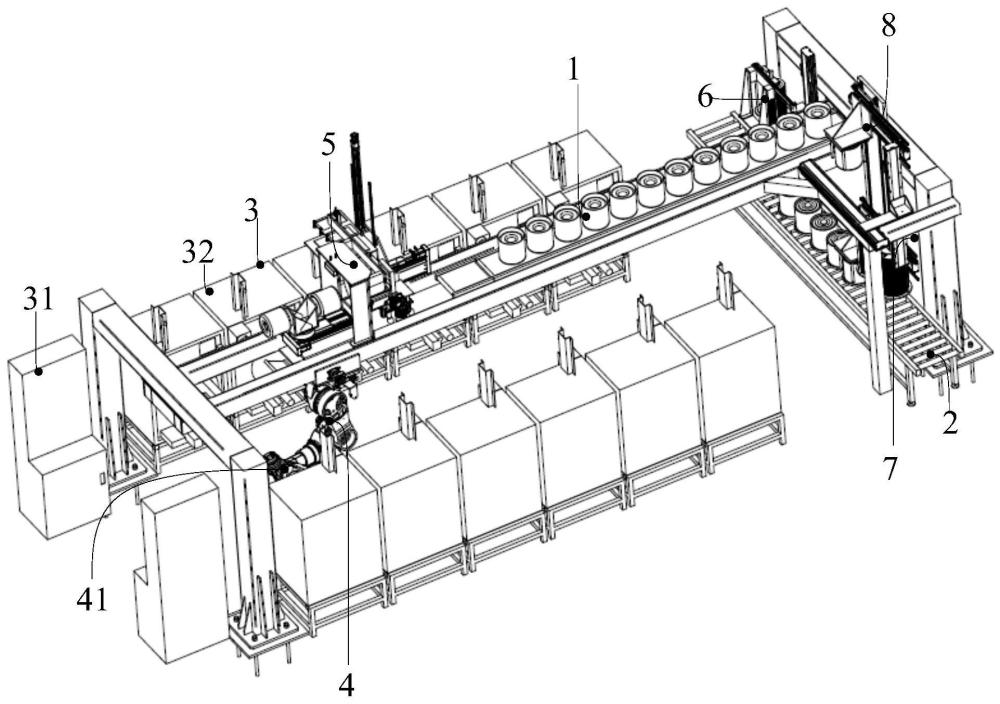
1、为解决上述技术问题,本发明提供了一种纱筒包装生产线,包括传输轨道、下料轨道,所述传输轨道设置在龙门架上,下料轨道位于传输轨道的末端并设于传输轨道的下方;
2、沿传输轨道的传输方向依次设置有纱筒供应模块、纱筒上料模块、套袋模块、芯片盖模块、托盘模块、下料模块;
3、所述纱筒供应模块包括设置于传输轨道两侧的分纱机和绕纱机;
4、所述纱筒上料模块包括设置于传输轨道底部的六轴机器人,所述六轴机器人的输出端设置有从纱筒供应模块夹取纱筒的夹具;
5、所述套袋模块用于将纱筒装入热缩袋当中,包括从内侧撑开热缩袋的内撑袋单元;
6、所述芯片盖模块包括将芯片盖从芯片盖上料台移送到传输轨道上方的芯片盖吸盘;
7、所述托盘模块将托盘从托盘上料台移送到下料轨道的托盘吸盘;
8、所述下料模块包括将料筒从传输轨道移送到下料轨道的移料夹手。
9、下料轨道用于将包装完毕的纱筒输送到收料位置。所述托盘模块包括设置于传输轨道后侧的托盘上料台、将托盘从托盘上料台移送到下料轨道的托盘吸盘。
10、进一步地,所述套袋模块包括设置于传输轨道起始端的支架、设置于支架两侧的上料单元与翻转单元,所述内撑袋单元设置在支架上;
11、所述内撑袋单元包括支撑圆盘,沿支撑圆盘的中心轴线环状排布有多组能够沿径向移动以撑开热缩袋的内撑爪;
12、所述上料单元用于将纱筒输送至支撑圆盘当中,包括可沿支撑圆盘中心轴线往复移动的上料头;
13、所述翻转单元包括设于支架一侧的翻转板,所述翻转板的端部连接有翻转电机以改变翻转板上料筒的开口朝向。
14、进一步地,所述上料头由第一直线滑台控制沿支撑圆盘的中心轴线移动,通过设置在端部的转动板连接在第一直线滑台的滑块上。
15、进一步地,带动内撑爪沿径向移动的驱动元件为环设于支撑圆盘上的撑袋气缸,所述内撑爪与撑袋气缸的输出轴相连。
16、进一步地,所述翻转单元还包括带动翻转板竖直移动的升降板和带动翻转板沿传输轨道方向移动的横移板,翻转板由第三直线滑台和顶升气缸共同带动,以准确地转移到传输轨道上。
17、进一步地,所述套袋模块还包括设置在支架上的外吸袋单元,所述外吸袋单元包括多个从外侧吸附热缩袋的吸袋元件。
18、进一步地,所述吸袋元件包括分别位于支撑圆盘轴心上下两侧的上吸盘和下吸盘,所述上吸盘和下吸盘分别通过上吸袋驱动件与下吸袋驱动件在竖直平面往复移动。
19、进一步地,所述芯片盖吸盘与托盘吸盘各通过水平或者竖直设置的直线滑台完成物料的移送。
20、进一步地,所述传输轨道的下方还设置有重量感应器,对传输过程中的料筒进行称重感应和监控。
21、本发明提供了一种纱筒包装生产线,设置有传输轨道和下料轨道,沿传输轨道的传输方向依次设置有纱筒供应模块、纱筒上料模块、套袋模块、芯片盖模块、托盘模块、下料模块,以机器代替人工,实现纱筒套袋、装芯片盖、装底部托盘过程的全自动进行,从而降低生产成本,便于生产管理。实施例中提供了一种具体的套袋结构,利用内撑袋单元从内侧撑住薄膜袋,利用外吸袋单元从外侧吸住热缩袋,使热缩袋在套袋过程中保持稳定的开口状态。再通过上料头将料筒输送到热缩袋当中,通过翻转板将套袋后的料筒翻转为开口朝上,以方便后续的芯片盖安装和托盘安装。本发明提供的纱筒包装生产线具有较强的循环连贯性,能够满足纱筒从分纱到包装的全自动化的需求。
技术特征:
1.一种纱筒包装生产线,其特征在于:包括传输轨道(1)、下料轨道(2),所述传输轨道(1)设置在龙门架上,下料轨道(2)位于传输轨道(1)的末端并设于传输轨道(1)的下方;
2.如权利要求1所述的一种纱筒包装生产线,其特征在于:所述套袋模块(5)包括设置于传输轨道(1)起始端的支架(51)、设置于支架(51)两侧的上料单元(52)与翻转单元(53),所述内撑袋单元(54)设置在支架(51)上;
3.如权利要求2所述的一种纱筒包装生产线,其特征在于:所述上料头(521)由第一直线滑台(522)控制沿支撑圆盘(541)的中心轴线移动,通过设置在端部的转动板(523)连接在第一直线滑台(522)的滑块上。
4.如权利要求2所述的一种纱筒包装生产线,其特征在于:带动内撑爪(542)沿径向移动的驱动元件为环设于支撑圆盘(541)上的撑袋气缸(543),所述内撑爪(542)与撑袋气缸(543)的输出轴相连。
5.如权利要求2所述的一种纱筒包装生产线,其特征在于:所述翻转单元(53)还包括带动翻转板(531)竖直移动的升降板(533)和带动翻转板(531)沿传输轨道(1)方向移动的横移板(534),翻转板(531)由第三直线滑台(535)和顶升气缸(536)共同带动,以准确地转移到传输轨道(1)上。
6.如权利要求2所述的一种纱筒包装生产线,其特征在于:所述套袋模块(5)还包括设置在支架(51)上的外吸袋单元(55),所述外吸袋单元(55)包括多个从外侧吸附热缩袋的吸袋元件。
7.如权利要求6所述的一种纱筒包装生产线,其特征在于:所述吸袋元件包括分别位于支撑圆盘(541)轴心上下两侧的上吸盘(551)和下吸盘(552),所述上吸盘(551)和下吸盘(552)分别通过上吸袋驱动件(554)与下吸袋驱动件(555)在竖直平面往复移动。
8.如权利要求2所述的一种纱筒包装生产线,其特征在于:所述芯片盖吸盘(62)与托盘吸盘(71)各通过水平或者竖直设置的直线滑台完成物料的移送。
9.如权利要求1-8任一所述的一种纱筒包装生产线,其特征在于:所述传输轨道(1)的下方还设置有重量感应器,对传输过程中的料筒进行称重感应和监控。
技术总结
本发明提供了一种纱筒包装生产线,设置有传输轨道和下料轨道,沿传输轨道的传输方向依次设置有纱筒供应模块、纱筒上料模块、套袋模块、芯片盖模块、托盘模块、下料模块,以机器代替人工,实现纱筒套袋、装芯片盖、装底部托盘过程的全自动进行,从而降低生产成本,便于生产管理。实施例中提供了一种具体的套袋结构,利用内撑袋单元从内侧撑住薄膜袋,利用外吸袋单元从外侧吸住热缩袋,使热缩袋在套袋过程中保持稳定的开口状态。再通过上料头将料筒输送到热缩袋当中,通过翻转板将套袋后的料筒翻转为开口朝上,以方便后续的芯片盖安装和托盘安装。本发明提供的纱筒包装生产线具有较强的循环连贯性,能够满足纱筒从分纱到包装的全自动化的需求。
技术研发人员:刘振东,熊斌,徐哲,张向锋
受保护的技术使用者:东韵智机(苏州)智能机器人有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!