一种玻璃纤维胶筒筒底纱割刀及割除方法与流程
本发明涉及玻璃纤维纱生产,尤其是涉及一种玻璃纤维胶筒筒底纱割刀及割除方法。
背景技术:
1、玻璃纤维纱生产过程中,在加捻完毕后,因生产工艺及产品质量要求,丝饼胶筒的底部会剩余2-3千米的残留丝。目前,残丝的剥离均采用人工进行,人员劳动强度大,且对胶筒表面残丝剥除时,需要将胶筒压扁,再对残丝进行剥离,会造成胶筒变形,影响胶筒的后续使用。
2、例如,玻璃纤维细纱生产中处理胶筒残丝都是采用人工压筒和人工推纱的方法,不仅效率低、费劲,而且人工处理时对胶筒的损伤比较大;而在处理超细纱生产中胶筒残丝时,由于胶筒加厚了,处理的难度更大,效率更低,更容易引起胶筒损伤。
3、鉴于此,本发明提出一种玻璃纤维胶筒筒底纱割刀及割除方法。
技术实现思路
1、本发明的目的在于提供一种玻璃纤维胶筒筒底纱割刀及割除方法,该割刀及割除方法可有效割除玻璃纤维胶筒筒底残留丝束,降低安全隐患,杜绝割伤胶筒异常。
2、本发明提供一种玻璃纤维胶筒筒底纱割刀,包括水平设置的刀柄和刀身,所述刀身和所述刀柄一体成型设置,所述刀身远离所述刀柄的一端开设有一三角形豁口,所述三角形豁口的一侧边平行于所述刀身的长边方向,所述三角形豁口的斜边为刀刃。
3、作为本技术方案优选地,所述三角形豁口的斜边与水平方向的夹角为40-50°。
4、作为本技术方案优选地,平行于所述刀身的长边方向的所述三角形豁口的侧边长度为25-35mm。
5、作为本技术方案优选地,平行于所述刀身的长边方向的所述三角形豁口的侧边宽度为8-12mm。
6、作为本技术方案优选地,所述三角形豁口的斜边厚度为5-8mm。
7、作为本技术方案优选地,平行于所述刀身的长边方向的所述三角形豁口的侧边厚度为5-8mm。
8、作为本技术方案优选地,所述刀柄的外侧缠绕设置有橡胶保护套。
9、作为本技术方案优选地,所述刀柄远离所述刀身的一端开设有一通孔,所述通孔的直径为10-20mm。
10、第二方面,本发明还提供了使用上述玻璃纤维胶筒筒底纱割刀切割玻璃纤维胶筒筒底纱的方法,具有包括:将玻璃纤维胶筒筒底纱割刀的前端刀刃插入胶筒凹槽,并通过前推方式,将残留在胶筒上的丝束割断。
11、本发明的玻璃纤维胶筒筒底纱割刀,至少具有以下有益效果:
12、本发明的玻璃纤维胶筒筒底纱割刀包括水平设置的刀柄和刀身,其中,刀身远离刀柄的一端开设有一三角形豁口,三角形豁口的一侧边平行于刀身的长边方向,三角形豁口的斜边为刀刃。使用该玻璃纤维胶筒筒底纱割刀对底纱进行清除时,仅需将玻璃纤维胶筒筒底纱割刀的前端刀刃插入胶筒凹槽,并通过前推方式,即可将残留在胶筒上的丝束割断。该装置能够实现加捻工艺后丝饼胶筒表面剩余的残丝的切割剥除清理,提高清理效率,降低劳动强度,且避免了胶桶变形,降低了安全隐患,杜绝了割伤胶筒异常。
技术特征:
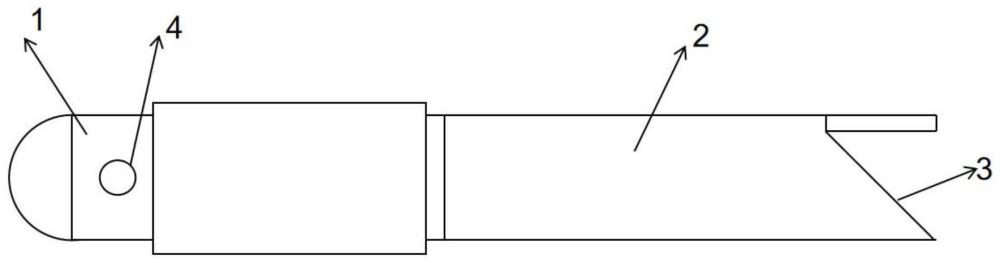
1.一种玻璃纤维胶筒筒底纱割刀,其特征在于,包括水平设置的刀柄(1)和刀身(2),所述刀身(2)和所述刀柄(1)一体成型设置,所述刀身(2)远离所述刀柄(1)的一端开设有一三角形豁口,所述三角形豁口的一侧边平行于所述刀身(2)的长边方向,所述三角形豁口的斜边为刀刃(3)。
2.根据权利要求1所述的玻璃纤维胶筒筒底纱割刀,其特征在于,所述三角形豁口的斜边与水平方向的夹角为40-50°。
3.根据权利要求1所述的玻璃纤维胶筒筒底纱割刀,其特征在于,平行于所述刀身(2)的长边方向的所述三角形豁口的侧边长度为25-35mm。
4.根据权利要求1所述的玻璃纤维胶筒筒底纱割刀,其特征在于,平行于所述刀身(2)的长边方向的所述三角形豁口的侧边宽度为8-12mm。
5.根据权利要求1所述的玻璃纤维胶筒筒底纱割刀,其特征在于,所述三角形豁口的斜边厚度为5-8mm。
6.根据权利要求1所述的玻璃纤维胶筒筒底纱割刀,其特征在于,平行于所述刀身(2)的长边方向的所述三角形豁口的侧边厚度为5-8mm。
7.根据权利要求1所述的玻璃纤维胶筒筒底纱割刀,其特征在于,所述刀柄(1)的外侧缠绕设置有橡胶保护套。
8.根据权利要求1所述的玻璃纤维胶筒筒底纱割刀,其特征在于,所述刀柄(1)远离所述刀身(2)的一端开设有一通孔(4),所述通孔(4)的直径为10-20mm。
9.使用权利要求1-8任一项所述的玻璃纤维胶筒筒底纱割刀切割玻璃纤维胶筒筒底纱的方法,其特征在于,将玻璃纤维胶筒筒底纱割刀的前端刀刃(3)插入胶筒凹槽,并通过前推方式,将残留在胶筒上的丝束割断。
技术总结
本发明涉及玻璃纤维纱生产技术领域,尤其是涉及一种玻璃纤维胶筒筒底纱割刀及割除方法,包括水平设置的刀柄和刀身,所述刀身和所述刀柄一体成型设置,所述刀身远离所述刀柄的一端开设有一三角形豁口,所述三角形豁口的一侧边平行于所述刀身的长边方向,所述三角形豁口的斜边为刀刃。割除时,将玻璃纤维胶筒筒底纱割刀的前端刀刃插入胶筒凹槽,并通过前推方式,将残留在胶筒上的丝束割断,使残留的筒底纱丝束与胶筒分离,达到筒底纱割除效果。该割刀及割除方法可有效割除玻璃纤维胶筒筒底残留丝束,降低安全隐患,杜绝割伤胶筒异常。
技术研发人员:宋占海,周永伟,付杰,吴瑞欣
受保护的技术使用者:河南光远新材料股份有限公司
技术研发日:
技术公布日:2024/4/8
- 还没有人留言评论。精彩留言会获得点赞!