一种铝塑泡罩机用加热成型装置的制作方法
本发明涉及包装设备,具体涉及一种铝塑泡罩机用加热成型装置。
背景技术:
1、热带泡罩铝包装成型机适用于胶囊、素片、糖衣、胶丸、针剂、异形医疗器、轻化食品、电子元件的泡罩密封包装,其中的热带铝泡罩包装由热带型泡罩铝、铝塑(pvc泡罩硬片和ptp铝箔的组合物)组成。现有的热带泡罩铝包装成型机通常包括进料装置、热压成型装置、压痕打码装置、分切牵引装置及成型品收集装置,其基本工作原理为:pvc板经过热压成型装置形成用于包装物料的泡罩,然后通过进料装置将物料放置在泡罩内,在经过ptp滤波封实。目前泡罩的成型通常采用直接冲压成型和吹塑成型两种方式,但上述两种方式容易造成泡罩的破损,从而无法对泡罩内物料形成良好的保护,甚至物料可能会遗落在设备内,从而造成设备无法正常运行的问题。
技术实现思路
1、本发明目的在于提供一种铝塑泡罩机用加热成型装置,利用泡罩挤推件和防穿破限位件能够实现逐渐挤推pvc板带并形成泡罩的效果,从而有效的避免泡罩成型时出现泡罩破损的问题。
2、本发明通过下述技术方案实现:
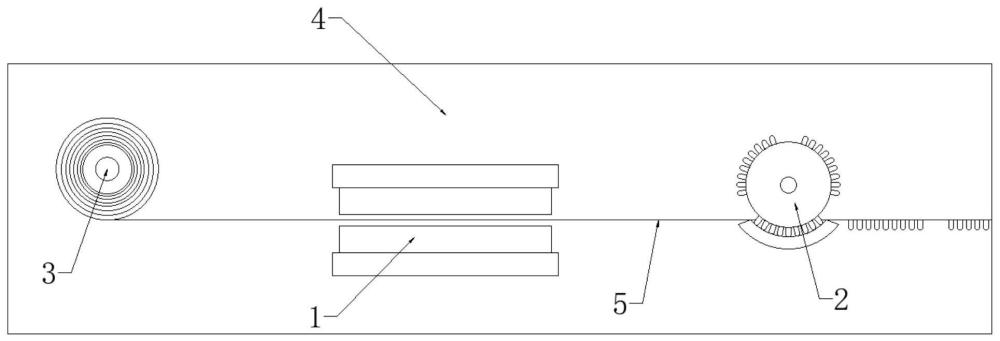
3、一种铝塑泡罩机用加热成型装置,包括加热模组、成型模组、驱动模组和装置工作台,所述加热模组、成型模组和驱动模组均设置于所述装置工作台;所述加热模组用于pvc板带的加热;所述成型模组用于在pvc板带上形成放置药物的泡罩;所述驱动模组用于带动所述pvc板带;所述pvc板带首先经过所述加热模组加热,然后输送到成型模组成型。所述成型模组包括驱动转轴、泡罩挤推件和防穿破限位件,若干所述泡罩挤推件设置于驱动转轴表面,且所述泡罩挤推件转动时逐渐挤推pvc板带并形成泡罩;所述泡罩挤推件在泡罩成型过程中均与所述防穿破限位件贴合。为了解决上述技术问题,并实现相应技术效果,本发明,通过泡罩挤推件和防穿破限位件的配合,能够实现逐渐挤推pvc板带并形成泡罩的效果,且其中防穿破限位件能够为泡罩提供一个支承力,从而有效的避免泡罩成型时出现泡罩破损的问题。
4、进一步的技术方案:
5、所述防穿破限位件底连接有弹性限位组件,所述弹性限位组件包括弹性件和弹性件排列槽,若干所述弹性件竖直设置于所述弹性件排列槽内,且所述弹性件底端固定于弹性件排列槽底,所述弹性件顶端固定于所述防穿破限位件底部。
6、进一步的:所述泡罩挤推件内开设有冷却腔a,且所述冷却腔a与外部冷却液循环连通;
7、进一步的:所述防穿破限位件内开设有冷却腔b,且所述冷却腔b与外部冷却液循环连通。
8、进一步的:所述驱动转轴内开设有冷却液循环通道,所述冷却液循环通道包括进液主管和出液主管以及若干进液支管和若干出液支管;
9、进一步的:每一个所述泡罩挤推件内的冷却腔a均连通有一道进液支管和出液支管,且所述进液支管通过进液主管与外部冷却液连通,所述出液支管通过出液主管与外部冷却液连通。
10、进一步的:所述防穿破限位件上设置有冷却液进口和冷却液出口,且所述冷却液进口设置于所述泡罩挤推件进入一侧,所述冷却液出口设置于所述泡罩挤推件离开一侧。
11、进一步的:所述加热模组包括上加热板和下加热板,且所述上加热板和下加热板相对面上均设置有电辐射加热板;
12、进一步的:所述上加热板和下加热板之间的间距形成用于加热所述pvc板带的空间。
13、进一步的:所述上加热板和下加热板的两侧均设置有隔热板,且所述隔热板将所述pvc板带两侧边缘部分隔绝在加热空间外。
14、进一步的:所述驱动转轴与外部驱动电机的输出轴连接,且所述驱动转轴转动的线速度与所述pvc板带的送料速度相同。
15、进一步的:所述驱动转轴表面分为多个泡罩成型区域,且每个泡罩成型区域内均匀等间距设置有多个所述泡罩挤推件。
16、进一步的:所述驱动转轴表面所述泡罩成型区域数量为三个,且相邻泡罩成型区域之间预留有供分离切割的分板间隔。
17、本发明与现有技术相比,具有如下的优点和有益效果:
18、1、本发明一种铝塑泡罩机用加热成型装置,通过泡罩挤推件和防穿破限位件的配合,能够实现逐渐挤推pvc板带并形成泡罩的效果,且其中防穿破限位件能够为泡罩提供一个支承力,从而有效的避免泡罩成型时出现泡罩破损的问题。
19、2、本发明一种铝塑泡罩机用加热成型装置,在泡罩挤推件和防穿破限位件上设置冷却系统,能够在进行泡罩成型同时完成对pvc板带的降温效果,从而能够防止pvc板带加热后与成型设备发生粘连,进而造成泡罩破损的情况出现,并且能够有效的减少工作环节,缩短加工时间提高加工效率。
20、3、本发明一种铝塑泡罩机用加热成型装置,上下加热板上设置的隔热板能够使得pvc板带两侧不会被加热,从而在pvc板带在传输以及泡罩成型过程中不会因为受热软化而被拉长。
技术特征:
1.一种铝塑泡罩机用加热成型装置,其特征在于,包括加热模组(1)、成型模组(2)、驱动模组(3)和装置工作台(4),所述加热模组(1)、成型模组(2)和驱动模组(3)均设置于所述装置工作台(4);
2.根据权利要求1所述的一种铝塑泡罩机用加热成型装置,其特征在于,所述成型模组(2)包括驱动转轴(21)、泡罩挤推件(22)和防穿破限位件(23),若干所述泡罩挤推件(22)设置于驱动转轴(21)表面,且所述泡罩挤推件(22)转动时逐渐挤推pvc板带(5)并形成泡罩;
3.根据权利要求2所述的一种铝塑泡罩机用加热成型装置,其特征在于,所述防穿破限位件(23)底连接有弹性限位组件(6),所述弹性限位组件(6)包括弹性件(61)和弹性件排列槽(62),若干所述弹性件(61)竖直设置于所述弹性件排列槽(62)内,且所述弹性件(61)底端固定于弹性件排列槽(62)底,所述弹性件(61)顶端固定于所述防穿破限位件(23)底部。
4.根据权利要求2所述的一种铝塑泡罩机用加热成型装置,其特征在于,所述泡罩挤推件(22)内开设有冷却腔a(221),且所述冷却腔a(221)与外部冷却液循环连通;
5.根据权利要求4所述的一种铝塑泡罩机用加热成型装置,其特征在于,所述驱动转轴(21)内开设有冷却液循环通道(24),所述冷却液循环通道(24)包括进液主管(241)和出液主管(242)以及若干进液支管(243)和若干出液支管(244);
6.根据权利要求4所述的一种铝塑泡罩机用加热成型装置,其特征在于,所述防穿破限位件(23)上设置有冷却液进口(232)和冷却液出口(233),且所述冷却液进口(232)设置于所述泡罩挤推件(22)进入一侧,所述冷却液出口(233)设置于所述泡罩挤推件(22)离开一侧。
7.根据权利要求1所述的一种铝塑泡罩机用加热成型装置,其特征在于,所述加热模组(1)包括上加热板(11)和下加热板(12),且所述上加热板(11)和下加热板(12)相对面上均设置有电辐射加热板;
8.根据权利要求7所述的一种铝塑泡罩机用加热成型装置,其特征在于,所述上加热板(11)和下加热板(12)的两侧均设置有隔热板(13),且所述隔热板(13)将所述pvc板带(5)两侧边缘部分隔绝在加热空间外。
9.根据权利要求4所述的一种铝塑泡罩机用加热成型装置,其特征在于,所述驱动转轴(21)与外部驱动电机的输出轴连接,且所述驱动转轴(21)转动的线速度与所述pvc板带(5)的送料速度相同。
10.根据权利要求2所述的一种铝塑泡罩机用加热成型装置,其特征在于,所述驱动转轴(21)表面分为多个泡罩成型区域,且每个泡罩成型区域内均匀等间距设置有多个所述泡罩挤推件(22);
技术总结
本发明公开了一种铝塑泡罩机用加热成型装置,包括加热模组、成型模组、驱动模组和装置工作台,加热模组、成型模组和驱动模组均设置于装置工作台;加热模组用于PVC板带的加热;成型模组用于在PVC板带上形成放置药物的泡罩;驱动模组用于带动PVC板带;PVC板带首先经过加热模组加热,然后输送到成型模组成型。成型模组包括驱动转轴、泡罩挤推件和防穿破限位件,若干泡罩挤推件设置于驱动转轴表面,且泡罩挤推件转动时逐渐挤推PVC板带并形成泡罩;泡罩挤推件在泡罩成型过程中均与防穿破限位件贴合。通过泡罩挤推件和防穿破限位件的配合,能够实现逐渐挤推PVC板带并形成泡罩的效果,从而有效的避免泡罩成型时出现泡罩破损的问题。
技术研发人员:姜全刚,袁代群,曾勇,梁祖坪,孙碧颖,朱欣星
受保护的技术使用者:四川汇利实业有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!