一种纸浆模内产品高度检测装置的制作方法
本技术涉及自动包装生产线,具体涉及一种纸浆模内产品高度检测装置。
背景技术:
1、在生产脚管、及其零部件等产品时,产品出厂时需要将产品进行包装再出厂,现有技术中,一般通过将相关产品组合放置到纸浆模内,纸浆模提成加工成型为与产品匹配的形状,但是目前的生产过程中,产品的包装放入纸浆模这一步骤一般通过人工完成,人工放置产品进纸浆模内费时费力,效率低,且浪费人力物力;且在放置过程中,还需要人工判断产品放置位置是否正确,如果不正确则需要重新取出重新放置,否则会影响后续产品的放置,同样浪费人力物力。
技术实现思路
1、本实用新型的目的是提供一种能够替代人工的纸浆模内产品包装半自动化包装线,减少人工操作和人工工作强度并且能衔接前期自动化设备。
2、为解决上述技术问题,本实用新型所采用的技术方案为:
3、一种纸浆模内产品高度检测装置,包括:
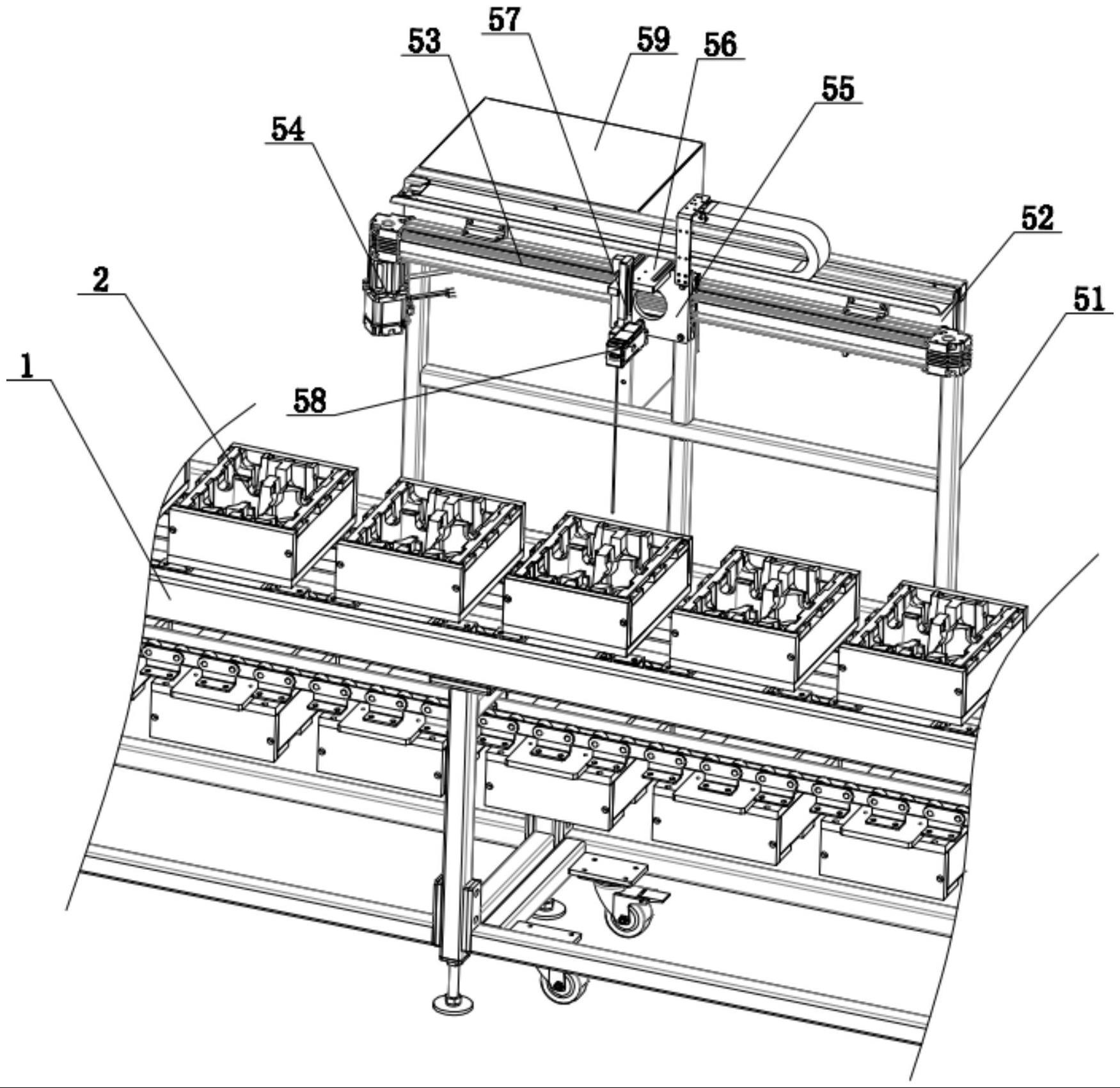
4、高度检测装置,所述高度检测装置设置在主输送链侧部,所述高度检测装置用于检测纸浆模内的零部件放置位置是否正确;所述高度检测装置包括竖直设置在主输送链侧部的高度检测架,所述高度检测架上端水平横置设置有检测安装板,所述检测安装板上横向固定设置有横移导轨,还包括有由横移电机驱动在横移导轨上左右移动的检测组件。
5、作为所述纸浆模内产品高度检测装置的进一步可选方案,所述检测组件包括有与所述横移导轨滑动连接的横移座,所述横移电机驱动所述横移座沿横移导轨方向移动,所述横移座上设置有第一安装板,所述第一安装板的自由端竖直固定有第二安装板,所述第二安装板上固定设置有激光多点检测传感器,所述激光多点检测传感器检测从下方经过的纸浆模中的零部件放置位置是否正确。
6、作为所述纸浆模内产品高度检测装置的进一步可选方案,还包括设置在所述高度检测架背部的高度检测电箱、以及设置在高度检测架顶部的拖链。
7、作为所述纸浆模内产品高度检测装置的进一步可选方案,所述第一安装板与第二安装板之间呈相互垂直结构,所述激光多点检测传感器检测方向设置向下。
8、与现有技术相比,本实用新型具有如下有益效果:
9、本实用新型提出了一种纸浆模内产品自动包装线,设置主输送链、侧供料链、分拣装置、高度检测装置、同步搬运装置,在生产时,通过工作人员在主输送链的首端不断放置纸浆模,纸浆模自主输送链首端向末端缓慢移动,所述侧供料链持续不断的供给零部件,通过分拣装置分拣零部件,并放置到经过的纸浆模中的对应位置内,再通过所述高度检测装置检测相关零部件位置是否放置正确,纸浆模抵达主输送链末段,此时,所述同步搬运装置同步搬运脚管待放置,所述分拣装置分拣脚管,并将脚管放置到纸浆模内,本实用新型提供一种能够替代人工纸浆模内产品包装半自动化产线,其各部件功能鲜明,配合度高,减少人工操作和人工工作强度,省时省力,生产效率高。
技术特征:
1.一种纸浆模内产品高度检测装置,其特征在于,包括:
2.根据权利要求1所述的一种纸浆模内产品高度检测装置,其特征在于,所述检测组件包括有与所述横移导轨(53)滑动连接的横移座(55),所述横移电机(54)驱动所述横移座(55)沿横移导轨(53)方向移动,所述横移座(55)上设置有第一安装板(56),所述第一安装板(56)的自由端竖直固定有第二安装板(57),所述第二安装板(57)上固定设置有激光多点检测传感器(58),所述激光多点检测传感器(58)检测从下方经过的纸浆模(2)中的零部件放置位置是否正确。
3.根据权利要求2所述的一种纸浆模内产品高度检测装置,其特征在于,还包括设置在所述高度检测架(51)背部的高度检测电箱(59)、以及设置在高度检测架(51)顶部的拖链。
4.根据权利要求3所述的一种纸浆模内产品高度检测装置,其特征在于,所述第一安装板(56)与第二安装板(57)之间呈相互垂直结构,所述激光多点检测传感器(58)检测方向设置向下。
技术总结
一种纸浆模内产品高度检测装置,包括:高度检测装置,所述高度检测装置设置在主输送链侧部,所述高度检测装置用于检测纸浆模内的零部件放置位置是否正确;所述高度检测装置包括竖直设置在主输送链侧部的高度检测架,所述高度检测架上端水平横置设置有检测安装板,所述检测安装板上横向固定设置有横移导轨,还包括有由横移电机驱动在横移导轨上左右移动的检测组件。本技术提供一种能够替代人工纸浆模内产品包装半自动化产线,其各部件功能鲜明,配合度高,减少人工操作和人工工作强度,省时省力,生产效率高。
技术研发人员:陶通涓,麦永科,杨永泽,宋凯,曹宇轩,吴文彬,吴磊
受保护的技术使用者:广东网纳智能装备有限公司
技术研发日:20230104
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!