软袋开塞露组的移送机构的制作方法
本技术涉及一种开塞露的自动化生产设备,具体涉及一种软袋开塞露组的移送机构。
背景技术:
1、常用的开塞露瓶如图1所示,瓶体采用塑料制成,以便于挤压操作。开塞露瓶的高度一般为5~10cm,重量极轻(通常为10克左右)。
2、开塞露是家中常备药品,市场需求量极大。但是,在人工智能技术已经高度发展的今天,对于开塞露药品的生产,普遍采用的是仍然是非常原始的人工作业方式。虽然开塞露药品的各个生产环节都只是轻体力劳动,但操作人员需要长期重复执行简单而枯燥的劳动,仍然苦不堪言。开塞露药品在上市之前,需要先利用枕式包装机,将灌装有开塞露药剂的开塞露瓶装入软性包装袋并密封,形成软袋开塞露;然后再利用装盒机,将多个(一般为20个)软袋开塞露装入包装盒中,之后才可以上市销售和使用。
3、目前,需要通过人工先将多个软袋开塞露作为一组(即软袋开塞露组),装入处于静止状态的装盒机输送带的装盒机料仓内,然后驱动装盒机输送带向前运行,使填装有软袋开塞露组的装盒机料仓到达装盒机,才能够将软袋开塞露组作为一个整体装入开塞露包装盒中,从而实现对软袋开塞露组的包装。这种软袋开塞露组输送方式,需要在装盒机输送带静止时装填物料,然后再输送物料,装盒机输送带只能间歇式运行,因此对装盒机的供料也只能是间歇式的,导致装盒机的装盒操作也只能是间歇式的,这不仅浪费了装盒机的工作效率,而且还导致开塞露药品的包装效率较低。为此,希望装盒机能够实现连续式装盒操作。
4、要实现装盒机的连续式装盒操作,需要将软袋开塞露组作为一个整体,从开塞露输送带101的物料仓100内,移送至与开塞露输送带101并行的装盒机输送带201的装盒机料仓200内,如图2所示。但是,由于软袋开塞露组的软袋开塞露是相互独立的,各软袋开塞露之间并无任何连接关系,如果采用机械手直接对软袋开塞露组进行夹持,软袋开塞露组不可避免会发生散落,因此将软袋开塞露组作为一个整体的移送操作很难进行。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种软袋开塞露组的移送机构,它可以将软袋开塞露组作为一个整体,从开塞露输送带的物料仓移送至装盒机输送带的装盒机料仓内。
2、为解决上述技术问题,本实用新型软袋开塞露组的移送机构的技术解决方案为:
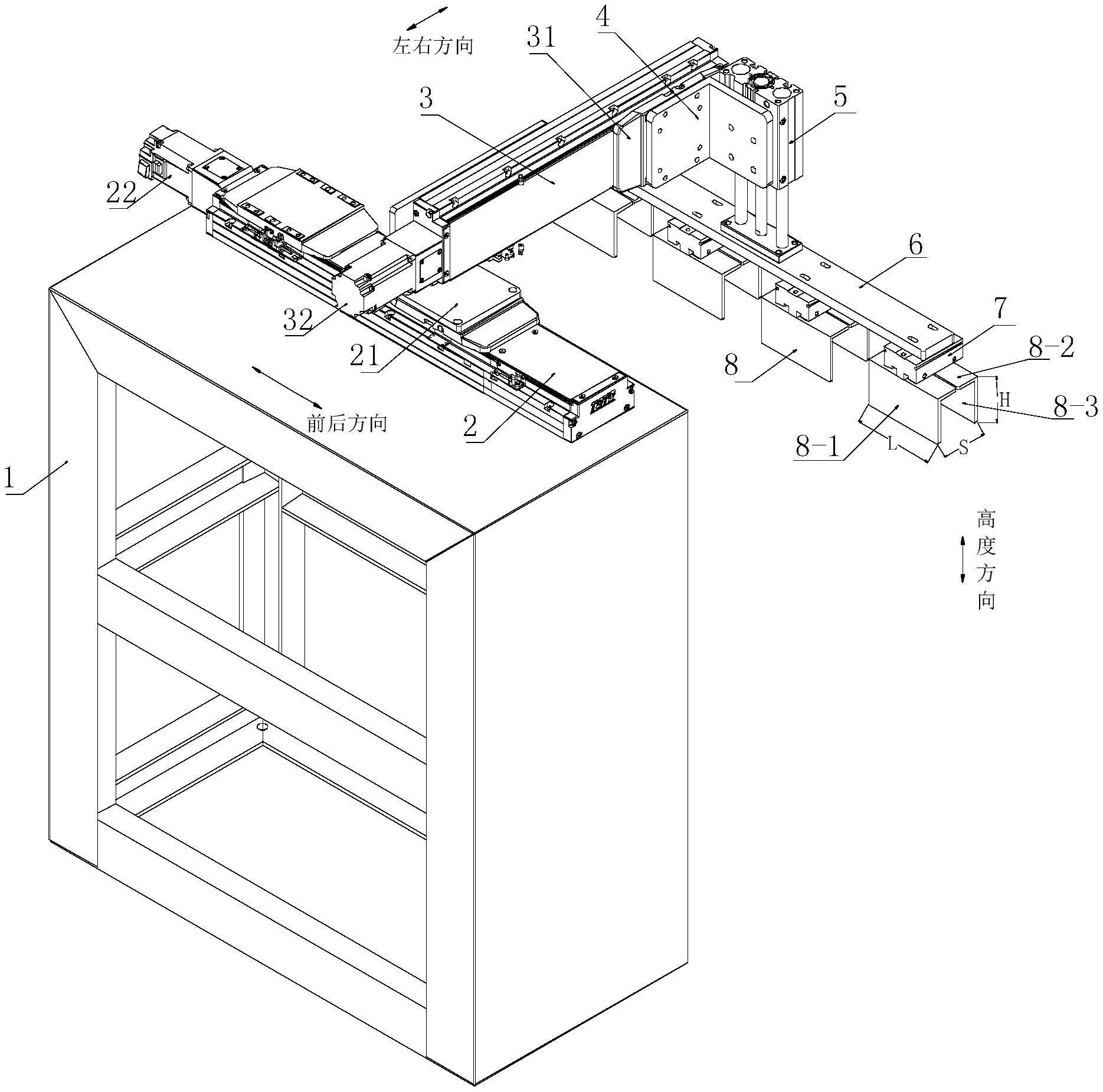
3、包括第一伺服电缸2、第二伺服电缸3、三轴气缸5、抓手臂6以及一个或多个平行气爪7,第一伺服电缸2沿前后方向固定设置于工作台1上;第一伺服电缸2的第一滑台21在第一伺服电机22的驱动下能够作纵向往复直线运动;第二伺服电缸3固定连接所述第一伺服电缸2的第一滑台21;第二伺服电缸3沿左右方向延伸;第二伺服电缸3的第二滑台31在第二伺服电机32的驱动下能够作横向往复直线运动;三轴气缸5通过l型连接板4固定连接所述第二伺服电缸3的第二滑台31;三轴气缸5沿上下方向延伸;抓手臂6固定连接所述三轴气缸5的活塞杆;三轴气缸5能够驱动抓手臂6作垂向往复直线运动;平行气爪7固定连接所述抓手臂6;所述平行气爪7的两个滑块分别连接l型板,两个l型板相对设置,形成一倒u型夹具8。
4、在另一实施例中,所述倒u型夹具8由左板8-1、两个顶板8-2和右板8-3组成。
5、在另一实施例中,所述物料仓100由前板100-1、底板100-2和后板100-3组成u型料仓。
6、在另一实施例中,所述物料仓100的宽度s与软袋开塞露的高度相匹配。
7、在另一实施例中,所述倒u型夹具8的长度l与所述物料仓100的长度l相匹配,倒u型夹具8的高度h与物料仓100的高度h相匹配。
8、在另一实施例中,所述倒u型夹具8的最小宽度与所述物料仓100的宽度s相匹配。
9、在另一实施例中,所述多个平行气爪7沿所述开塞露输送带101的长度方向分布。
10、本实用新型可以达到的技术效果是:
11、本实用新型能够将多个彼此之间无任何连接关系的软袋开塞露作为一个整体进行机械自动化移送,能够有助于实现装盒机的连续式装盒操作,从而大幅提高装盒机的工作效率,进而提高开塞露药品的包装效率。
12、本实用新型能够同时移送多个软袋开塞露组,从而进一步提高装盒机的工作效率,以及提高开塞露药品的包装效率。
技术特征:
1.一种软袋开塞露组的移送机构,用于将软袋开塞露组作为一个整体,从开塞露输送带(101)的物料仓(100)内,移送至与开塞露输送带(101)并行的装盒机输送带(201)的装盒机料仓(200)内;其特征在于,包括:
2.根据权利要求1所述的软袋开塞露组的移送机构,其特征在于:所述倒u型夹具(8)由左板(8-1)、两个顶板(8-2)和右板(8-3)组成。
3.根据权利要求1或2所述的软袋开塞露组的移送机构,其特征在于:所述物料仓(100)由前板(100-1)、底板(100-2)和后板(100-3)组成u型料仓。
4.根据权利要求1所述的软袋开塞露组的移送机构,其特征在于:所述物料仓(100)的宽度与软袋开塞露的高度相匹配。
5.根据权利要求1所述的软袋开塞露组的移送机构,其特征在于:所述倒u型夹具(8)的长度与所述物料仓(100)的长度相匹配,倒u型夹具(8)的高度与物料仓(100)的高度相匹配。
6.根据权利要求1所述的软袋开塞露组的移送机构,其特征在于:所述倒u型夹具(8)的最小宽度与所述物料仓(100)的宽度相匹配。
7.根据权利要求1所述的软袋开塞露组的移送机构,其特征在于:所述多个平行气爪(7)沿所述开塞露输送带(101)的长度方向分布。
技术总结
本技术公开了一种软袋开塞露组的移送机构,包括第一伺服电缸、第二伺服电缸、三轴气缸、抓手臂以及一个或多个平行气爪,第一伺服电缸沿前后方向固定设置于工作台上;第二伺服电缸固定连接所述第一伺服电缸的第一滑台;第二伺服电缸沿左右方向延伸;三轴气缸通过L型连接板固定连接所述第二伺服电缸的第二滑台;三轴气缸沿上下方向延伸;抓手臂固定连接所述三轴气缸的活塞杆;平行气爪固定连接所述抓手臂;所述平行气爪的两个滑块分别连接L型板,两个L型板相对设置,形成一倒U型夹具。本技术可以将软袋开塞露组作为一个整体,从开塞露输送带的物料仓移送至装盒机输送带的装盒机料仓内。
技术研发人员:刘恒珍,樊红成,张长伟,曹同洪,蒋爱娥,赵云飞,祝良山,张镜芬
受保护的技术使用者:上海小方制药股份有限公司
技术研发日:20230107
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!