一种半自动烟包添加装置的制作方法
本技术涉及卷烟设备,具体涉及一种半自动烟包添加装置。
背景技术:
1、在异型烟生产过程中,有三大工序:装支入盒、小盒透明纸包装、条盒成型。目前,高速联机设备技术未成型,一般采用低速机采用工序集中的方式进行,各工序之间的烟包小盒需要进行转运以及添加,需要由一名操作人员专职将烟包每垛不停添加至料斗内,每次添加25包左右。
2、因此,亟需一种半自动烟包添加装置,实现对小盒透明纸包装设备添加烟包的智能化设置。
技术实现思路
1、为了解决背景技术中存在人工对小盒透明纸包装设备添加烟包,浪费人力、物力、不够智能化等技术问题,本实用新型的目的在于提供一种半自动烟包添加装置,实现小盒透明纸包装设备烟包的半自动添加,实现智能化。
2、本实用新型采用的技术方案如下:
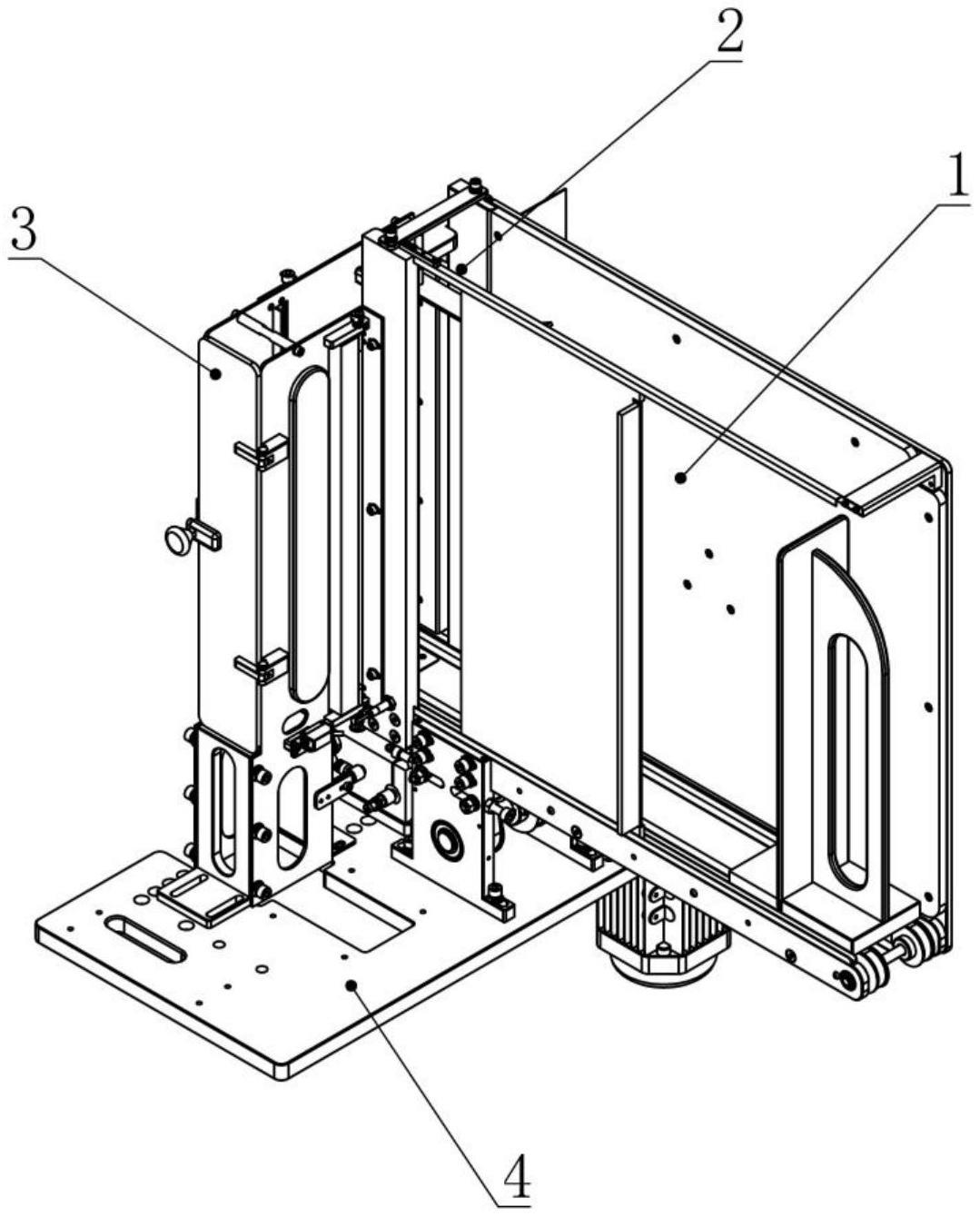
3、一种半自动烟包添加装置,用于对小盒透明纸包装设备添加烟包,包括:烟库底板、以及设置于烟库底板上的上料缓存组件、推烟组件和料斗组件,上料缓存组件和料斗组件垂直设置且相互连通,推烟组件设置于上料缓存组件和料斗组件的连通处,且推烟组件可在料斗组件内前后移动,以将上料缓存组件内的烟包推送至料斗组件内,并通过料斗组件传输至小盒透明纸包装设备内。
4、作为进一步的技术方案,所述料斗组件上设置有用于检测料斗组件内烟包量的光电开关。
5、作为进一步的技术方案,所述上料缓存组件包括安装座、皮带机、电机、联轴器、上料器、上料前门板和上料右挡板,安装座设置于烟库底板上,皮带机设置于安装座上,通过安装座对皮带机进行支撑,电机通过联轴器固定于安装座上并与皮带机相连接,以控制皮带机运转;上料器、上料前门板和上料右挡板均设置于皮带机上,且上料器位于皮带机左侧,上料前门板位于皮带机前侧,上料右挡板位于皮带机右侧,通过上料器、上料前门板和上料右挡板对上料缓存组件内的烟包进行限位。
6、作为进一步的技术方案,所述皮带机包括皮带、皮带主动滚子和皮带从动滚子,皮带主动滚子和皮带从动滚子分别位于皮带机皮带的左右两端,且皮带套设于皮带主动滚子和皮带从动滚子外,电机通过联轴器与皮带主动滚子和皮带从动滚子相连,从而带动皮带从右往左运行。
7、作为进一步的技术方案,所述上料前门板可滑动的设置于皮带机上,便于添加烟包。
8、作为进一步的技术方案,所述推烟组件包括气缸安装座、推烟气缸、推烟板安装座和推烟板,推烟气缸设置于气缸安装座上,推烟气缸的活塞一端固定有推烟板安装座,推烟板安装座上设置有推烟板,通过推烟气缸带动推烟板在料斗组件内前后移动。
9、作为进一步的技术方案,所述推烟组件还设置有推烟板连接座,通过推烟板连接座连接推烟气缸和推烟板安装座,且推烟板安装座水平设置。
10、作为进一步的技术方案,所述料斗组件包括料斗前底板、料斗后底板和方型料斗,方型料斗设置于料斗前底板和料斗后底板上,并通过料斗前底板和料斗后底板设置于烟库底板上,方型料斗与烟库底板下的小盒透明纸包装设备相连通,以将方型料斗内的烟包添加至小盒透明纸包装设备内。
11、作为进一步的技术方案,所述方型料斗由料斗前门、料斗后护板、料斗右护板和料斗左护板组成,其中,料斗后护板的高度低于料斗前门、料斗右护板和料斗左护板的高度,以便烟包由料斗后护板上进入至方型料斗内;料斗右护板的宽度低于料斗左护板的宽度,以便料斗组件与上料缓存组件通过料斗右护板低于料斗左护板的宽度部分进行连通。
12、作为进一步的技术方案,所述料斗右护板上设置有料斗观察窗。
13、有益效果
14、本实用新型通过上料缓组件可以一次性添加最多250个烟包,当检测至料斗组件内的烟包数量不足时,推烟组件将烟包推送至料斗组件内,同时上料缓存组件的皮带机将烟包逐步输送左侧进行补充,如此反复完成半自动烟包添加,从而减少操作工的工作量,进而提高小盒透明纸包装设备的智能化,实现烟包的自动添加,提高工作效率。
技术特征:
1.一种半自动烟包添加装置,用于对小盒透明纸包装设备添加烟包,其特征在于,包括:烟库底板、以及设置于烟库底板上的上料缓存组件、推烟组件和料斗组件,上料缓存组件和料斗组件垂直设置且相互连通,推烟组件设置于上料缓存组件和料斗组件的连通处,且推烟组件可在料斗组件内前后移动,以将上料缓存组件内的烟包推送至料斗组件内,并通过料斗组件传输至小盒透明纸包装设备内。
2.根据权利要求1所述一种半自动烟包添加装置,其特征在于,所述料斗组件上设置有用于检测料斗组件内烟包量的光电开关。
3.根据权利要求1所述一种半自动烟包添加装置,其特征在于,所述上料缓存组件包括安装座、皮带机、电机、联轴器、上料器、上料前门板和上料右挡板,安装座设置于烟库底板上,皮带机设置于安装座上,通过安装座对皮带机进行支撑,电机通过联轴器固定于安装座上并与皮带机相连接,以控制皮带机运转;上料器、上料前门板和上料右挡板均设置于皮带机上,且上料器位于皮带机左侧,上料前门板位于皮带机前侧,上料右挡板位于皮带机右侧,通过上料器、上料前门板和上料右挡板对上料缓存组件内的烟包进行限位。
4.根据权利要求3所述一种半自动烟包添加装置,其特征在于,所述皮带机包括皮带、皮带主动滚子和皮带从动滚子,皮带主动滚子和皮带从动滚子分别位于皮带机皮带的左右两端,且皮带套设于皮带主动滚子和皮带从动滚子外,电机通过联轴器与皮带主动滚子和皮带从动滚子相连,从而带动皮带从右往左运行。
5.根据权利要求3所述一种半自动烟包添加装置,其特征在于,所述上料前门板可滑动的设置于皮带机上,便于添加烟包。
6.根据权利要求1所述一种半自动烟包添加装置,其特征在于,所述推烟组件包括气缸安装座、推烟气缸、推烟板安装座和推烟板,推烟气缸设置于气缸安装座上,推烟气缸的活塞一端固定有推烟板安装座,推烟板安装座上设置有推烟板,通过推烟气缸带动推烟板在料斗组件内前后移动。
7.根据权利要求6所述一种半自动烟包添加装置,其特征在于,所述推烟组件还设置有推烟板连接座,通过推烟板连接座连接推烟气缸和推烟板安装座,且推烟板安装座水平设置。
8.根据权利要求1所述一种半自动烟包添加装置,其特征在于,所述料斗组件包括料斗前底板、料斗后底板和方型料斗,方型料斗设置于料斗前底板和料斗后底板上,并通过料斗前底板和料斗后底板设置于烟库底板上,方型料斗与烟库底板下的小盒透明纸包装设备相连通,以将方型料斗内的烟包添加至小盒透明纸包装设备内。
9.根据权利要求8所述一种半自动烟包添加装置,其特征在于,所述方型料斗由料斗前门、料斗后护板、料斗右护板和料斗左护板组成,其中,料斗后护板的高度低于料斗前门、料斗右护板和料斗左护板的高度,以便烟包由料斗后护板上进入至方型料斗内;料斗右护板的宽度低于料斗左护板的宽度,以便料斗组件与上料缓存组件通过料斗右护板低于料斗左护板的宽度部分进行连通。
10.根据权利要求9所述一种半自动烟包添加装置,其特征在于,所述料斗右护板上设置有料斗观察窗。
技术总结
本技术公开了一种半自动烟包添加装置,用于对小盒透明纸包装设备添加烟包,包括:烟库底板、以及设置于烟库底板上的上料缓存组件、推烟组件和料斗组件,上料缓存组件和料斗组件垂直设置且相互连通,推烟组件设置于上料缓存组件和料斗组件的连通处,且推烟组件可在料斗组件内前后移动,以将上料缓存组件内的烟包推送至料斗组件内,并通过料斗组件传输至小盒透明纸包装设备内。本技术通过上料缓组件可以一次性添加最多250个烟包,当烟包数量不足时,推烟组件将烟包推送至料斗组件内,上料缓存组件的皮带机将烟包逐步输送左侧进行补充,完成半自动烟包添加,进而实现烟包的自动添加,提高工作效率。
技术研发人员:高鹏,钱继旭,张奕,何明东,彭珊珊
受保护的技术使用者:四川中烟工业有限责任公司
技术研发日:20230109
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!