一种多通道全自动打包机的制作方法
本技术涉及一种打包机,特别涉及一种多通道全自动打包机。
背景技术:
1、现有公开号为“cn111483642a”的盖体打包装置,其能够实现单通道对易拉罐盖体进行打包,现有公开号为“cn212474225u”的用于易拉罐盖体打包装置的卸料机构可以被应用在盖体打包装置中,用以打包后的对成条的易拉罐盖体卸料,将其卸放至指定位置。可将一盖体打包装置以及一卸料机构配合放置,形成一单通道的全自动打包机,实现盖体打包以及卸料的连续操作。但盖体生产以及输送的速度较快,上述单通道的全自动打包机受限于盖体的单通道的工作效率,使盖体的打包效率无法与盖体的生产速度相匹配,工作效率较低。
技术实现思路
1、本实用新型的主要目的在于提供一种多通道全自动打包机,用以解决上述问题。
2、为实现前述实用新型目的,本实用新型采用的技术方案包括:
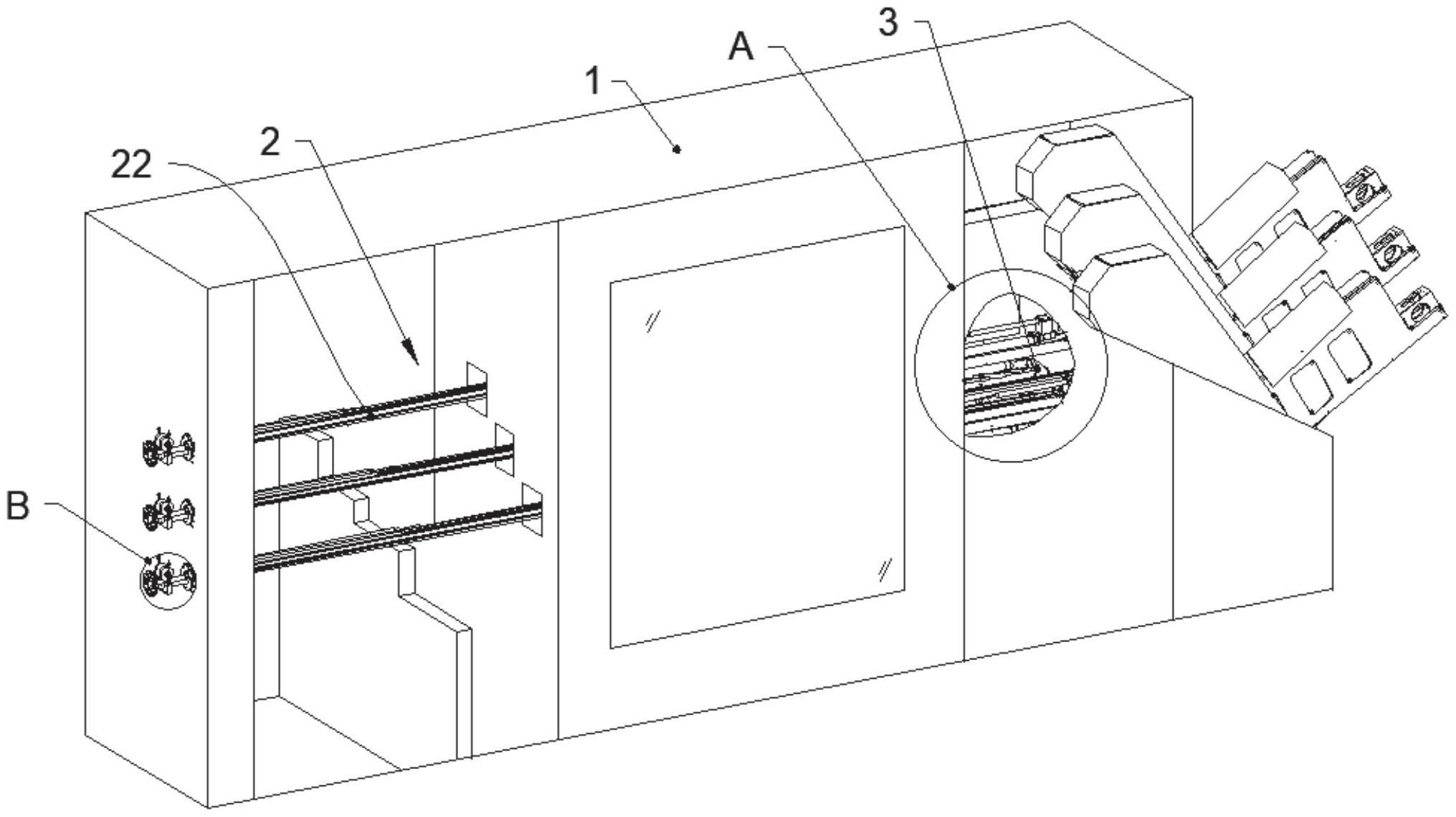
3、本实用新型实施例提供了一种多通道全自动打包机,包括:柜体,所述柜体内具有一收容空间;
4、多个盖体打包装置,沿一选定方向依次设置在所述收容空间内,所述盖体打包装置至少用于对易拉罐盖体进行打包;
5、多个卸料机构,每一卸料机构至少与一盖体打包装置相对应,所述卸料机构至少用于将打包后的成条的易拉罐盖体卸放至指定位置;
6、连接组件,所述连接组件包括安装座和连接座,所述安装座设置在所述柜体中,所述卸料机构中的导料板的进料端向下倾斜设置有一挡板,所述挡板与所述连接座活动配置。
7、与现有技术相比,本实用新型的优点包括:
8、1)本实用新型提供的一种多通道全自动盖体打包机能够实现易拉罐盖体的多通道打包以及卸料操作,使所述易拉罐盖体的打包效率得以与所述盖体的生产速率相匹配,提高易拉罐盖体的打包效率;
9、2)本实用新型提供的一种多通道全自动盖体打包机能够提高输送盖体的柱状平整度,使盖体输送至盖体打包装置中的盖体成近似柱状,避免盖体突出而阻碍打包流程的进行。
技术特征:
1.一种多通道全自动打包机,其特征在于,包括:
2.根据权利要求1所述的一种多通道全自动打包机,其特征在于:所述连接组件(4)还包括定位条(43),所述定位条(43)与所述挡板(32)和/或导料板(31)固定,所述定位条(43)经一第一连接件(44)与所述连接座(42)活动连接。
3.根据权利要求2所述的一种多通道全自动打包机,其特征在于:所述安装座(41)上设置有滑槽(413),所述连接座(42)活动设置在所述滑槽(413)中。
4.根据权利要求3所述的一种多通道全自动打包机,其特征在于:所述连接组件(4)还包括支撑座(45)和支撑条(46),所述支撑座(45)设置在所述柜体(1)上,所述支撑条(46)设置在所述支撑座(45)上,多个所述卸料机构(3)与所述支撑条(46)连接。
5.根据权利要求4所述的一种多通道全自动打包机,其特征在于:所述连接组件(4)至少包括两个所述支撑条(46),两个所述支撑条(46)设置在所述卸料机构(3)的导料板(31)的两侧。
6.根据权利要求5所述的一种多通道全自动打包机,其特征在于:还包括一活动件(47),所述活动件(47)与所述盖体打包装置的卸料机构连接,所述支撑条(46)上设置有余量槽(461),所述活动件(47)活动设置在所述余量槽(461)中。
7.根据权利要求1所述的一种多通道全自动打包机,其特征在于:还包括一整盖组件(6),所述整盖组件(6)包括连接轨道(61)、安装架(62)以及整盖器(63),所述连接轨道(61)分别与盖体的输送端以及所述盖体打包装置(2)的盖体轨道(22)连通,所述安装架(62)设置在所述连接轨道(61)的外侧,所述整盖器(63)活动设置在所述安装架(62)上;
8.根据权利要求7所述的一种多通道全自动打包机,其特征在于:所述整盖组件(6)还包括调节件(64),所述调节件(64)活动设置在所述安装架(62)上,且所述调节件(64)的至少部分设置在所述整盖器(63)中,而使所述整盖器(63)能够以所述调节件(64)的中轴为中心转动。
9.根据权利要求8所述的一种多通道全自动打包机,其特征在于:所述整盖组件(6)还包括一锁紧件(65)和一弹性元件(66),所述锁紧件(65)与所述安装架(62)螺纹配合,所述弹性元件(66)设置在所述锁紧件(65)与所述调节件(64)之间,且所述弹性元件(66)能够驱使所述调节件(64)朝向背离所述锁紧件(65)一侧移动。
10.根据权利要求8所述的一种多通道全自动打包机,其特征在于:还包括一提升组件(7),所述提升组件(7)设置在所述卸料机构(3)的出料端,所述提升组件(7)包括传送带(71)和承接板(72),所述传送带(71)在一驱动机构驱使下能够连续转动,所述承接板(72)设置在所述传送带(71)上并至少用于承接所述卸料机构(3)的出料端掉落的盖体,当所述传送带(71)转动时,所述承接板(72)将承接的盖体传送至指定位置。
技术总结
本技术公开了一种多通道全自动打包机,包括柜体,柜体内具有一收容空间;多个盖体打包装置,沿一选定方向依次设置在收容空间内,盖体打包装置至少用于对易拉罐盖体进行打包;多个卸料机构,每一卸料机构至少与一盖体打包装置相对应,卸料机构至少用于将打包后的成条的易拉罐盖体卸放至指定位置;连接组件,连接组件包括安装座和连接座,安装座设置在柜体中,卸料机构中的导料板的进料端向下倾斜设置有一挡板,挡板与连接座活动配置。本技术提供的一种多通道全自动盖体打包机能够实现易拉罐盖体的多通道打包以及卸料操作,使易拉罐盖体的打包效率得以与盖体的生产速率相匹配,提高易拉罐盖体的打包效率。
技术研发人员:安旭,鲁华南,刘灿勇,范章丽
受保护的技术使用者:苏州斯莱克精密设备股份有限公司
技术研发日:20230206
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!