墙板整列码垛装置及墙板生产线的制作方法
本技术涉及墙板生产,具体地涉及一种墙板整列码垛装置及墙板生产线。
背景技术:
1、现有墙板的生产过程中,需要对每条生产线配备工人以进行墙板的整列和码垛作业,不仅效率低,还容易造成墙板的磕碰损伤,特别是针对较长且较重的墙板,需要两人配合辅助整列和码垛,容易出现工伤事故。
技术实现思路
1、本实用新型的目的是为了解决墙板整列和码垛作业效率低的问题,提供一种墙板整列码垛装置及墙板生产线,该墙板整列码垛装置能够提高墙板整列和码垛的效率,降低现有墙板在整列和码垛过程中发生磕碰损伤的质量风险。
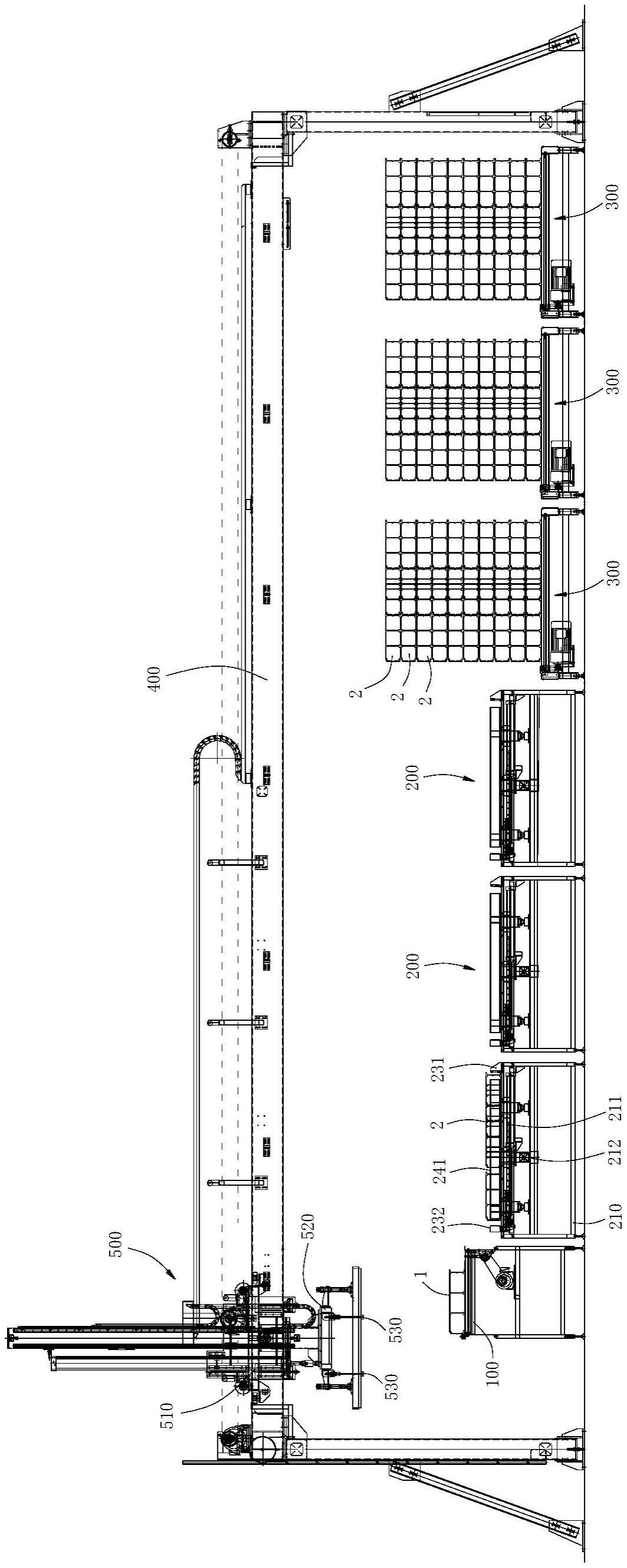
2、为了实现上述目的,本实用新型第一方面提供了一种墙板整列码垛装置,用于整列和码垛墙板,所述墙板整列码垛装置包括:
3、第一输送机构,所述第一输送机构设置为能够输送待整列码垛的所述墙板;
4、整列机构,所述整列机构设置于所述第一输送机构旁侧,并设置为能够对至少两个所述墙板进行定位拼接以形成墙板拼接体;
5、第二输送机构,所述第二输送机构设置于所述整列机构远离所述第一输送机构的一侧,并设置为能够将多层所述墙板拼接体向外输送;以及
6、龙门架,所述龙门架上设有搬运组件,所述搬运组件设置为能够将所述第一输送机构输送来的所述墙板搬运至所述整列机构上,以及将所述整列机构定位拼接形成的墙板拼接体搬运并码垛至所述第二输送机构上。
7、可选地,所述整列机构设置有多个,多个所述整列机构间隔布置在所述第一输送机构旁侧;
8、所述第二输送机构设置有多个并与多个所述整列机构一一对应。
9、可选地,所述整列机构包括:
10、机架,所述机架上设有托撑部以用于托撑所述墙板;和
11、横向拼接组件,所述横向拼接组件包括固定在所述托撑部一侧的横向固定件和可移动地设置在所述托撑部另一侧的横向移动件,所述横向移动件设置为能够向靠近或远离所述横向固定件的方向移动。
12、可选地,所述机架上设有第一驱动气缸,所述第一驱动气缸的输出端与所述横向移动件相连接,以用于驱动所述横向移动件向靠近或远离所述横向固定件的方向移动。
13、可选地,所述整列机构还包括纵向定位单元,所述纵向定位单元包括固定在所述托撑部一端的纵向固定件和可移动地设置在所述托撑部另一端的纵向移动件,所述纵向移动件设置为能够向靠近或远离所述纵向固定件的方向移动。
14、可选地,所述机架上设有第二驱动气缸,所述第二驱动气缸的输出端与所述纵向移动件相连接,以用于驱动所述纵向移动件向靠近或远离所述纵向固定件的方向移动。
15、可选地,所述搬运组件包括:
16、第一安装架,所述第一安装架设置为能够在所述龙门架上沿水平向移动至所述第一输送机构、所述整列机构或所述第二输送机构的正上方;
17、第二安装架,所述第二安装架设置于所述第一安装架上,并设置为能够在竖直方向往复移动;以及
18、多个吸盘,所述多个吸盘安装在所述第二安装架上,并设置为能够吸附所述墙板或所述墙板拼接体。
19、本实用新型第二方面提供了一种墙板生产线,包括上述的墙板整列码垛装置。
20、可选地,所述墙板生产线还包括:
21、多个墙板挤出单元;
22、多个切割锯台,所述多个切割锯台与所述多个墙板挤出单元一一对应,以用于对所述多个墙板挤出单元生产得到的所述墙板进行定长切割;
23、多个第三输送机构,所述多个第三输送机构与所述多个切割锯台一一对应,以用于向外输送所述多个切割锯台定长切割后的所述墙板;以及
24、穿梭车,所述穿梭车可移动地设置于所述多个第三输送机构与所述第一输送机构之间,并设置为能够将所述多个第三输送机构上的所述墙板逐一周转至所述第一输送机构上。
25、可选地,所述第一输送机构上设有测量单元和喷码单元,所述测量单元设置为能够测量所述第一输送机构上所述墙板的长度、宽度和厚度;
26、所述喷码单元设置为能够对所述第一输送机构上所述墙板进行喷码标识。
27、通过上述技术方案,利用第一输送机构将待整列码垛的墙板输送至龙门架下,接着搬运组件将第一输送机构输送来的墙板逐个搬运至整列机构上,在整列机构上完成定位拼接以形成墙板拼接体,再通过搬运组件将墙板拼接体搬运并码垛至第二输送机构上,然后通过第二输送机构将多层的墙板拼接体输送出去,从而完成墙板的整列码垛作业。
28、本实用新型提供的墙板整列码垛装置不仅提高了生产效率,还有效地避免了人工搬运墙板容易造成磕碰损伤的问题,确保了墙板的外观质量;并且,通过本实用新型提供的墙板整列码垛装置还避免了人工搬运较重的墙板进行整列、码垛容易出现安全事故的问题,降低了墙板整列码垛过程中的安全风险。
技术特征:
1.一种墙板整列码垛装置,用于整列和码垛墙板(1),其特征在于,所述墙板整列码垛装置包括:
2.根据权利要求1所述的墙板整列码垛装置,其特征在于,所述整列机构(200)设置有多个,多个所述整列机构(200)间隔布置在所述第一输送机构(100)旁侧;
3.根据权利要求1所述的墙板整列码垛装置,其特征在于,所述整列机构(200)包括:
4.根据权利要求3所述的墙板整列码垛装置,其特征在于,所述机架(210)上设有第一驱动气缸(211),所述第一驱动气缸(211)的输出端与所述横向移动件(232)相连接,以用于驱动所述横向移动件(232)向靠近或远离所述横向固定件(231)的方向移动。
5.根据权利要求3所述的墙板整列码垛装置,其特征在于,所述整列机构(200)还包括纵向定位单元(240),所述纵向定位单元(240)包括固定在所述托撑部(220)一端的纵向固定件(241)和可移动地设置在所述托撑部(220)另一端的纵向移动件(242),所述纵向移动件(242)设置为能够向靠近或远离所述纵向固定件(241)的方向移动。
6.根据权利要求5所述的墙板整列码垛装置,其特征在于,所述机架(210)上设有第二驱动气缸(212),所述第二驱动气缸(212)的输出端与所述纵向移动件(242)相连接,以用于驱动所述纵向移动件(242)向靠近或远离所述纵向固定件(241)的方向移动。
7.根据权利要求1所述的墙板整列码垛装置,其特征在于,所述搬运组件(500)包括:
8.一种墙板生产线,其特征在于,包括权利要求1-7中任意一项所述的墙板整列码垛装置。
9.根据权利要求8所述的墙板生产线,其特征在于,所述墙板生产线还包括:
10.根据权利要求9所述的墙板生产线,其特征在于,所述第一输送机构(100)上设有测量单元(110)和喷码单元(120),所述测量单元(110)设置为能够测量所述第一输送机构(100)上所述墙板(1)的长度、宽度和厚度;
技术总结
本技术涉及墙板生产技术领域,公开了一种墙板整列码垛装置及墙板生产线,墙板整列码垛装置包括第一输送机构、整列机构、第二输送机构和龙门架,整列机构设置于第一输送机构旁侧,并设置为能够对至少两个墙板进行定位拼接以形成墙板拼接体,第二输送机构设置于整列机构远离第一输送机构的一侧,并设置为能够将多层墙板拼接体向外输送,龙门架上设有搬运组件,搬运组件设置为能够将第一输送机构输送来的墙板搬运至整列机构上,以及将整列机构定位拼接形成的墙板拼接体搬运并码垛至第二输送机构上;本技术提供的墙板整列码垛装置不仅提高了生产效率,还有效地避免了人工搬运墙板容易造成磕碰损伤的问题,确保了墙板的外观质量。
技术研发人员:张晓峰,汤荣伟
受保护的技术使用者:中铁装配式建筑股份有限公司
技术研发日:20230130
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!