一种可实现产品存储及自动运行的缓冲暂存装置的制作方法
:本技术涉及食品包装生产领域,具体涉及一种可实现产品存储及自动运行的缓冲暂存装置。
背景技术
0、
背景技术:
1、传统的奶粉罐制罐生产线,主要是通过产品输送线将裁剪机、焊机、封口机、测漏机及自动码垛系统、灌装系统等相关设备连接起来实现产品的自动化生产。理想状况下,各主要设备的速度保持一致,生产线可以按照设定的速度运行。但在实际生产过程中,各生产设备因需要更换辅助物料如铜线、补涂液、托盘、打包带、缠绕膜等都会出现停机情况。另外,由于生产线上设备多,某个设备某个时间段因为故障或其它原因导致的短暂停机都会直接导致整条生产线的停机。
2、生产线前端的裁剪机、焊机、封口机、测漏机停机无法继续生产奶粉罐,到下次恢复生产的空档期,奶粉罐无法继续供给,导致生产断档,造成整条生产线综合效率不高;其次生产线后端的自动码垛系统、灌装系统停机,前端设备生产的奶粉罐无去处,造成输送带上的堆积,同时还要将前端设备停机。
技术实现思路
0、
技术实现要素:
1、本实用新型的目的在于提供一种可实现产品存储及自动运行的缓冲暂存装置。
2、本实用新型由如下技术方案实施:
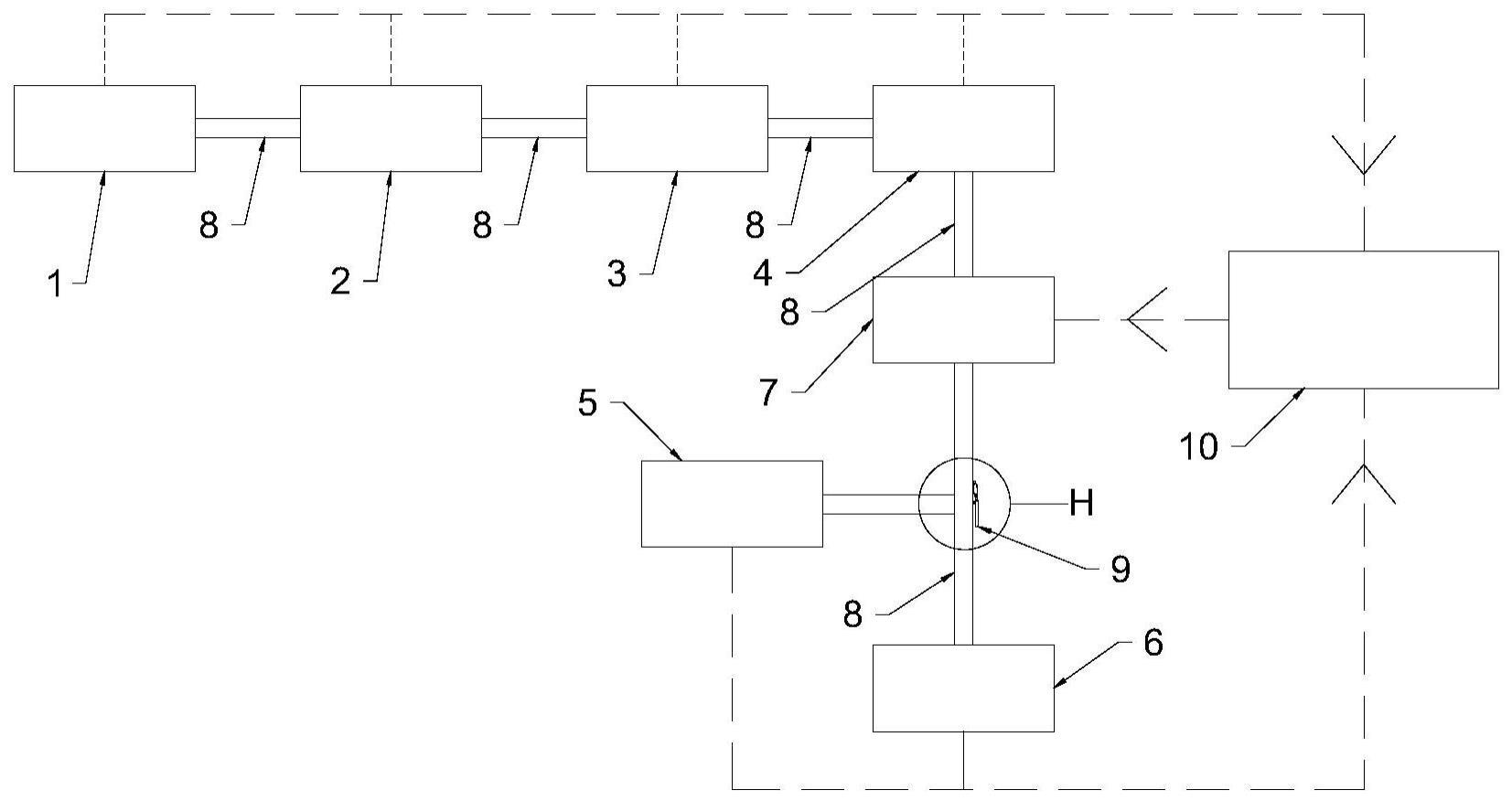
3、一种可实现产品存储及自动运行的缓冲暂存装置,包括剪裁机、焊机、封口机、测漏机、码垛系统、灌装系统,其还包括缓存装置,所述剪裁机的出货口通过网链输送带与所述焊机的进货口连接,所述焊机的出货口通过网链输送带与所述封口机的进货口连接,所述封口机的出货口通过网链输送带与所述测漏机的进货口连接,所述测漏机的出货口通过网链输送带与所述缓存装置的进货口连接,所述缓存装置的出货口通过网链输送带与所述灌装系统的进货口连接,所述缓存装置与所述灌装系统之间的网链输送带通过单向换道装置与所述码垛系统的进货口连接;
4、所述缓存装置包括对称设置的两个缓存柜、三通向换道装置、进货网链输送带、出货网链输送带,所述进货网链输送带出口与所述三通向换道装置的进口连接,所述三通向换道装置的两个出口分别与两个所述缓存柜的进口连接,两个所述缓存柜的三层的出口分别与所述出货网链输送带侧边连接;所述进货网链输送带的进口为所述缓存装置的进货口,所述出货网链输送带出口为所述缓存装置的出货口。
5、优选的,所述单向换道装置包括第一电推杆、弧形换道挡杆,所述弧形换道挡杆置于所述缓存装置与所述灌装系统之间的网链输送带上,所述弧形换道挡杆一端侧边与所述缓存装置和所述灌装系统之间的网链输送带侧边转动连接,所述第一电推杆的固定端部与所述缓存装置和所述灌装系统之间的网链输送带侧边转动连接,所述第一电推杆的伸缩端部与所述弧形换道挡杆的一端转动连接。
6、优选的,所述缓存柜包括斜网链输送带、存罐平台、上货网链输送带、下货网链输送带、支撑架、连接支架、滑道,所述存罐平台为三个,且纵向三层排布,所述支撑架为多对,所述存罐平台置于每对所述支撑架之间,并与所述支撑架侧面固定,所述连接支架为两对,分别置于所述存罐平台两端;
7、三层所述存罐平台的一个同侧端与对应的所述连接支架之间设置所述上货网链输送带,三层所述存罐平台的另一个同侧端设置所述下货网链输送带,所述上货网链输送带和所述下货网链输送带分别与对应的所述连接支架侧面固定;
8、所述斜网链输送带的进口为所述缓存柜的进口;
9、所述斜网链输送带的出口与上层的所述上货网链输送带进口连接,上层的所述上货网链输送带出口通过滑道与中层的所述上货网链输送带进口连接,中层的所述上货网链输送带出口通过滑道与下层的所述上货网链输送带进口连接;
10、在每个所述上货网链输送带的侧边设有与所述连接支架固定的支撑板,所述支撑板上并排设有多个推进气缸,所述推进气缸的缸身与所述支撑板固定,所述推进气缸的伸缩端的行程朝向所述存罐平台;
11、在每个所述存罐平台临近所述下货网链输送带的端部上方,设有固定板,所述固定板两端90度弯折,并与所述支撑架固定,在所述固定板下方设有阻挡气缸,所述阻挡气缸的缸身与所述固定板固定,所述阻挡气缸的伸缩端的行程朝向下方;
12、上层的所述下货网链输送带出口通过滑道与所述出货网链输送带侧边连接,中层的所述下货网链输送带出口通过滑道与所述出货网链输送带侧边连接。
13、优选的,所述存罐平台包括上下依次水平排布的透明挡板、护栏档杆、输送带组,所述输送带组由多个并排的网链输送带组成,所述输送带组的每个网链输送带上方两侧分别设有一个所述护栏档杆,所述护栏档杆固定在连接杆上,所述连接杆两端分别固定在所述存罐平台两侧的所述支撑架上,所述透明挡板固定在所述连接杆顶部。
14、优选的,所述滑道由四根弧形管呈梯形布置构成,其中两根所述弧形管在上方,其余两根所述弧形管在上方两个所述弧形管中间的下方。
15、优选的,所述三通向换道装置包括双向网链输送带、第二电推杆、直杆换道挡杆,所述直杆换道挡杆置于所述双向网链输送带上,并对应所述进货网链输送带出口,所述直杆换道挡杆一端侧边与所述双向网链输送带侧边转动连接,所述第二电推杆的固定端部与所述双向网链输送带侧边转动连接,所述第二电推杆的伸缩端部与所述直杆换道挡杆的一端转动连接;
16、所述双向网链输送带的侧边为所述三通向换道装置的进口,所述双向网链输送带的两端为所述三通向换道装置的两个出口。
17、优选的,其还包括plc控制器,所述剪裁机、焊机、封口机、测漏机、码垛系统、灌装系统的信号输出端与所述plc控制器的信号输入端电连接,所述plc控制器与所述缓存装置的所述进货网链输送带、所述出货网链输送带、所述推进气缸、所述阻挡气缸、所述输送带组、所述双向网链输送带、所述第二电推杆电连接。
18、本实用新型的优点:本申请的缓冲暂存装置,安装在生产线生产成品后端,以及码垛系统、灌装系统前端,它可以根据生产线上不同位置设备的停机状况,分别实现整条生产线产品的储存或供给,前端设备无法生产,缓存装置供给,避免生产空档期;后端设备无法使用,缓存装置储存,生产的奶粉罐避免在输送带上堆积,在特定时间内维持整条生产线的正常运行,实现整线效率的最大化,提高整线的综合效率。
技术特征:
1.一种可实现产品存储及自动运行的缓冲暂存装置,包括剪裁机、焊机、封口机、测漏机、码垛系统、灌装系统,其特征在于,其还包括缓存装置,所述剪裁机的出货口通过网链输送带与所述焊机的进货口连接,所述焊机的出货口通过网链输送带与所述封口机的进货口连接,所述封口机的出货口通过网链输送带与所述测漏机的进货口连接,所述测漏机的出货口通过网链输送带与所述缓存装置的进货口连接,所述缓存装置的出货口通过网链输送带与所述灌装系统的进货口连接,所述缓存装置与所述灌装系统之间的网链输送带通过单向换道装置与所述码垛系统的进货口连接;
2.根据权利要求1所述的一种可实现产品存储及自动运行的缓冲暂存装置,其特征在于:所述单向换道装置包括第一电推杆、弧形换道挡杆,所述弧形换道挡杆置于所述缓存装置与所述灌装系统之间的网链输送带上,所述弧形换道挡杆一端侧边与所述缓存装置和所述灌装系统之间的网链输送带侧边转动连接,所述第一电推杆的固定端部与所述缓存装置和所述灌装系统之间的网链输送带侧边转动连接,所述第一电推杆的伸缩端部与所述弧形换道挡杆的一端转动连接。
3.根据权利要求1或2所述的一种可实现产品存储及自动运行的缓冲暂存装置,其特征在于:所述缓存柜包括斜网链输送带、存罐平台、上货网链输送带、下货网链输送带、支撑架、连接支架、滑道,所述存罐平台为三个,且纵向三层排布,所述支撑架为多对,所述存罐平台置于每对所述支撑架之间,并与所述支撑架侧面固定,所述连接支架为两对,分别置于所述存罐平台两端;
4.根据权利要求3所述的一种可实现产品存储及自动运行的缓冲暂存装置,其特征在于:所述存罐平台包括上下依次水平排布的透明挡板、护栏档杆、输送带组,所述输送带组由多个并排的网链输送带组成,所述输送带组的每个网链输送带上方两侧分别设有一个所述护栏档杆,所述护栏档杆固定在连接杆上,所述连接杆两端分别固定在所述存罐平台两侧的所述支撑架上,所述透明挡板固定在所述连接杆顶部。
5.根据权利要求4所述的一种可实现产品存储及自动运行的缓冲暂存装置,其特征在于:所述滑道由四根弧形管呈梯形布置构成,其中两根所述弧形管在上方,其余两根所述弧形管在上方两个所述弧形管中间的下方。
6.根据权利要求5所述的一种可实现产品存储及自动运行的缓冲暂存装置,其特征在于:所述三通向换道装置包括双向网链输送带、第二电推杆、直杆换道挡杆,所述直杆换道挡杆置于所述双向网链输送带上,并对应所述进货网链输送带出口,所述直杆换道挡杆一端侧边与所述双向网链输送带侧边转动连接,所述第二电推杆的固定端部与所述双向网链输送带侧边转动连接,所述第二电推杆的伸缩端部与所述直杆换道挡杆的一端转动连接;
7.根据权利要求6所述的一种可实现产品存储及自动运行的缓冲暂存装置,其特征在于:其还包括plc控制器,所述剪裁机、焊机、封口机、测漏机、码垛系统、灌装系统的信号输出端与所述plc控制器的信号输入端电连接,所述plc控制器与所述缓存装置的所述进货网链输送带、所述出货网链输送带、所述推进气缸、所述阻挡气缸、所述输送带组、所述双向网链输送带、所述第二电推杆电连接。
技术总结
本技术公开了一种可实现产品存储及自动运行的缓冲暂存装置,包括剪裁机、焊机、封口机、测漏机、码垛系统、灌装系统,缓存装置,剪裁机、焊机、封口机、测漏机依次与缓存装置连接,缓存装置通过网链输送带与灌装系统连接,缓存装置与灌装系统之间的网链输送带通过单向换道装置与码垛系统连接。优点:本申请的缓冲暂存装置,安装在生产线生产成品后端,以及码垛系统、灌装系统前端,它可以根据生产线上不同位置设备的停机状况,分别实现整条生产线产品的储存或供给,在特定时间内维持整条生产线的正常运行,实现整线效率的最大化,提高整线的综合效率。
技术研发人员:张正长,王卫辉,董煜,于海龙
受保护的技术使用者:呼和浩特市大满包装有限公司
技术研发日:20230203
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!