一种冰箱瓶架表面自动热缩覆膜装置的制作方法
本技术属于高比强度、大型、外型结构复杂的热塑性塑料制品制备,具体地,涉及一种冰箱瓶架表面自动热缩覆膜装置。
背景技术:
1、冰箱冷藏室的门体内侧一般会设置用来存放饮料、酒、奶之类的盒状或瓶状物品的瓶架,现有的瓶架通常呈长条形盒状结构,瓶架组件增强了冰箱存放瓶装物品的便捷性和稳固性。
2、瓶架生产加工完成后,需要在对其表面进行覆膜包装才能进行出货,能够避免产品在运输到整机厂家过程中避免划伤、磕碰等。现有技术中的包装技术大都是通过热缩覆膜机进行,热缩覆膜机是一种将产品用热收缩薄膜裹包后再进行加热,使薄膜收缩后裹产品的机器。目前的薄膜包装机在进行包装的时候,对于瓶架这种异形件的入料还具有一定的局限性,需人工辅助进行入料再进行热缩,在生产要求越来越高,并且人工成本越来高的情况下,不能实现全自动进行热缩包装的机器已经不适应了生产厂家的要求。
技术实现思路
1、实用新型目的:本实用新型的目的是提供一种冰箱瓶架表面自动热缩覆膜装置,解决了对于异形件的冰箱瓶架在进行热缩覆膜包装的过程中,没有实现全自动生产,造成生产约束较大,亟需改进的问题。
2、技术方案:本实用新型提供了一种冰箱瓶架表面自动热缩覆膜装置,包括热收缩膜包装机和瓶架自动输送机,所述瓶架自动输送机进行瓶架的输送,所述瓶架自动输送机的末端与热收缩膜包装机相接,所述瓶架自动输送机上设有瓶架导向装置和瓶架位置调整装置,所述瓶架导向装置上设有瓶架扫描组件;其中,所述瓶架扫描组件包括上下位置调节气缸、支撑架体一、ccd相机和光源,所述上下位置调节气缸设置在瓶架导向装置上,所述支撑架体一和上下位置调节气缸的活塞杆连接,所述ccd相机和光源均设置在支撑架体一上,并且ccd相机位于光源的正上方。本实用新型的冰箱瓶架表面自动热缩覆膜装置,通过瓶架导向装置和和瓶架位置调整装置的配合,能够根据瓶架扫描组件扫描的冰箱瓶架的位置信息从而调节冰箱瓶架的正反放置位置,使得冰箱瓶架按照一致的方向进入热收缩膜包装机,无需人工干预,从而实现自动化的冰箱瓶架自动热缩覆膜包装。
3、进一步的,上述的冰箱瓶架表面自动热缩覆膜装置,所所述瓶架导向装置包括支撑架体二、导向板一、导向板二和导向板驱动组件,所述支撑架体二设置在瓶架自动输送机的机架上,所述上下位置调节气缸和导向板驱动组件均设置在支撑架体二上,所述导向板一和导向板二均与导向板驱动组件连接,并且导向板一和导向板二对称设置,所述导向板一和导向板二位于瓶架自动输送机输送带的上方。
4、进一步的,上述的冰箱瓶架表面自动热缩覆膜装置,所所述导向板驱动组件包括驱动电机、驱动主动轮、驱动从动轮和驱动齿轮带,所述驱动电机和驱动主动轮连接,所述驱动齿轮带套设在驱动主动轮和驱动从动轮上。
5、进一步的,上述的冰箱瓶架表面自动热缩覆膜装置,所所述驱动齿轮带上连接有齿轮带夹板一和齿轮带夹板二,所述齿轮带夹板一和齿轮带夹板二相对交错设置,所述齿轮带夹板一上连接有滑块一,所述齿轮带夹板二上连接有滑块二,所述支撑架体二上设有直线滑轨一和直线滑轨二,所述直线滑轨一和直线滑轨二平行设置,所述滑块一和直线滑轨一滑动连接,所述滑块二和直线滑轨二滑动连接。
6、进一步的,上述的冰箱瓶架表面自动热缩覆膜装置,所所述滑块一上连接有连接板一,所述滑块二上连接有连接板二,所述导向板一和连接板一固定连接,所述导向板二和连接板二固定连接。
7、进一步的,上述的冰箱瓶架表面自动热缩覆膜装置,所所述瓶架位置调整装置由两个对称设置的瓶架夹持组件构成。
8、进一步的,上述的冰箱瓶架表面自动热缩覆膜装置,所所述瓶架夹持组件构成包括旋转气缸、水平驱动气缸和夹爪气缸,所述水平驱动气缸设置在瓶架自动输送机的机架上,所述旋转气缸和水平驱动气缸的活塞杆连接,所述夹爪气缸和旋转气缸连接。
9、进一步的,上述的冰箱瓶架表面自动热缩覆膜装置,所所述夹爪气缸上设有两个对称设置夹爪,所述夹爪上连接有矩形推块。
10、进一步的,上述的冰箱瓶架表面自动热缩覆膜装置,所所述瓶架导向装置位于瓶架位置调整装置沿瓶架自动输送机输送方向的后方。
11、上述技术方案可以看出,本实用新型具有如下有益效果:本实用新型所述的冰箱瓶架表面自动热缩覆膜装置,在冰箱瓶架覆膜前进行位置的判断,并且进行冰箱瓶架的位置调整,从而使得冰箱瓶架能够统一沿着一致的方向进入热收缩膜包装机,方便后续进行装箱处理,能够快速的完成冰箱瓶架外表面覆膜的操作,提高了覆膜操作的效率,有效的降低了工人的工作量,满足生产需求。
技术特征:
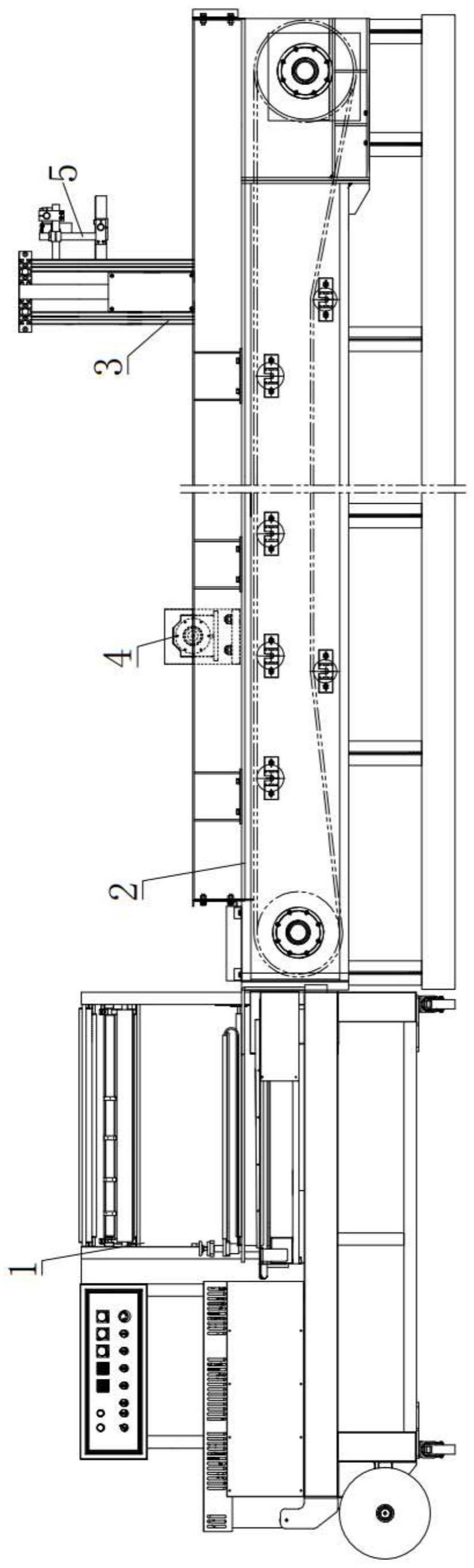
1.一种冰箱瓶架表面自动热缩覆膜装置,其特征在于:包括热收缩膜包装机(1)和瓶架自动输送机(2),所述瓶架自动输送机(2)进行瓶架的输送,所述瓶架自动输送机(2)的末端与热收缩膜包装机(1)相接,所述瓶架自动输送机(2)上设有瓶架导向装置(3)和瓶架位置调整装置(4),所述瓶架导向装置(3)上设有瓶架扫描组件(5);
2.根据权利要求1所述的冰箱瓶架表面自动热缩覆膜装置,其特征在于:所述瓶架导向装置(3)包括支撑架体二(31)、导向板一(32)、导向板二(33)和导向板驱动组件(34),所述支撑架体二(31)设置在瓶架自动输送机(2)的机架上,所述上下位置调节气缸(51)和导向板驱动组件(34)均设置在支撑架体二(31)上,所述导向板一(32)和导向板二(33)均与导向板驱动组件(34)连接,并且导向板一(32)和导向板二(33)对称设置,所述导向板一(32)和导向板二(33)位于瓶架自动输送机(2)输送带的上方。
3.根据权利要求2所述的冰箱瓶架表面自动热缩覆膜装置,其特征在于:所述导向板驱动组件(34)包括驱动电机(341)、驱动主动轮(342)、驱动从动轮(343)和驱动齿轮带(344),所述驱动电机(341)和驱动主动轮(342)连接,所述驱动齿轮带(344)套设在驱动主动轮(342)和驱动从动轮(343)上。
4.根据权利要求3所述的冰箱瓶架表面自动热缩覆膜装置,其特征在于:所述驱动齿轮带(344)上连接有齿轮带夹板一(345)和齿轮带夹板二(346),所述齿轮带夹板一(345)和齿轮带夹板二(346)相对交错设置,所述齿轮带夹板一(345)上连接有滑块一(347),所述齿轮带夹板二(346)上连接有滑块二(348),所述支撑架体二(31)上设有直线滑轨一(311)和直线滑轨二(312),所述直线滑轨一(311)和直线滑轨二(312)平行设置,所述滑块一(347)和直线滑轨一(311)滑动连接,所述滑块二(348)和直线滑轨二(312)滑动连接。
5.根据权利要求4所述的冰箱瓶架表面自动热缩覆膜装置,其特征在于:所述滑块一(347)上连接有连接板一(349),所述滑块二(348)上连接有连接板二(3410),所述导向板一(32)和连接板一(349)固定连接,所述导向板二(33)和连接板二(3410)固定连接。
6.根据权利要求1所述的冰箱瓶架表面自动热缩覆膜装置,其特征在于:所述瓶架位置调整装置(4)由两个对称设置的瓶架夹持组件(40)构成。
7.根据权利要求6所述的冰箱瓶架表面自动热缩覆膜装置,其特征在于:所述瓶架夹持组件(40)包括旋转气缸(401)、水平驱动气缸(402)和夹爪气缸(403),所述水平驱动气缸(402)设置在瓶架自动输送机(2)的机架上,所述旋转气缸(401)和水平驱动气缸(402)的活塞杆连接,所述夹爪气缸(403)和旋转气缸(401)连接。
8.根据权利要求7所述的冰箱瓶架表面自动热缩覆膜装置,其特征在于:所述夹爪气缸(403)上设有两个对称设置夹爪(404),所述夹爪(404)上连接有矩形推块(405)。
9.根据权利要求1所述的冰箱瓶架表面自动热缩覆膜装置,其特征在于:所述瓶架导向装置(3)位于瓶架位置调整装置(4)沿瓶架自动输送机(2)输送方向的后方。
技术总结
一种冰箱瓶架表面自动热缩覆膜装置,包括热收缩膜包装机和瓶架自动输送机,所述瓶架自动输送机进行瓶架的输送,所述瓶架自动输送机的末端与热收缩膜包装机相接,所述瓶架自动输送机上设有瓶架导向装置和瓶架位置调整装置,所述瓶架导向装置上设有瓶架扫描组件;其中,所述瓶架扫描组件包括上下位置调节气缸、支撑架体一、CCD相机和光源。本技术的冰箱瓶架表面自动热缩覆膜装置,通过瓶架导向装置和和瓶架位置调整装置的配合,能够根据瓶架扫描组件扫描的冰箱瓶架的位置信息从而调节冰箱瓶架的正反放置位置,使得冰箱瓶架按照一致的方向进入热收缩膜包装机,无需人工干预,从而实现自动化的冰箱瓶架自动热缩覆膜包装。
技术研发人员:宣珠萍,宣丹萍
受保护的技术使用者:太仓意欣智能科技有限公司
技术研发日:20230216
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!