一种行李箱把手上料定位装置的制作方法
本技术涉及物料自动运输的,尤其是涉及一种行李箱把手上料定位装置。
背景技术:
1、把手是行李箱拉杆上不可或缺的零部件,用于给人们提供握持的位置,为了便于把手与拉杆连接,把手的生产流程通常还包括冲孔工序,以使把手按照加工需求来开设多个连接孔,现有的把手在生产时,通常是先将待加工的把手通过上料装置输送,然后直接通过电动机械手夹取把手,接着将把手输送至冲孔工位槽内进行冲孔,由于冲孔工位槽的形状是固定的,需要把手以固定的姿势进入工位槽,而现有的把手上料装置缺少定位装置,以使把手在上料的过程中,难以被电动机械手精确地夹取,从而影响把手冲孔的效率,亟待解决。
技术实现思路
1、为了提高把手的冲孔效率,本申请提供一种行李箱把手上料定位装置。
2、本申请的上述发明目的是通过以下技术方案得以实现的:
3、机座,所述机座顶部设置有定位槽和工位槽,所述工位槽用于放置把手;
4、输送带,所述输送带设置于所述机座进料侧,所述输送带用于输送把手,所述定位槽位于所述输送带出料端一侧且所述定位槽靠近所述输送带的一端开口;
5、推送组件,所述推送组件设置于所述输送带与所述定位槽之间,所述推送组件用于将把手从所述输送带输送至所述定位槽内;
6、x轴调节组件,所述x轴调节组件设置于所述机座,所述x轴调节组件用于调节把手在所述定位槽内x轴方向上的位置;
7、y轴调节组件,所述y轴调节组件设置于所述机座,所述y轴调节组件用于调节把手在所述定位槽内y轴方向上的位置;
8、用于将位于所述定位槽内的把手输送至所述工位槽内的夹取组件。
9、通过采用上述技术方案,在把手按照指定姿势输送至输送带出料端时,通过推送组件将把手输送至定位槽内,然后在x轴调节组件和y轴调节组件的作用下,根据需求将把手限制于定位槽内的固定位置且处于夹取组件抓取的范围内,能够确保把手以指定姿势进入工位槽内进行后续加工,从而提高把手冲孔的效率。
10、本申请在一较佳示例中可以进一步配置为:所述x轴调节组件包括滑座、抵接块和用于驱动所述滑座移动的第一驱动件,所述滑座滑移连接于所述机座顶部,所述抵接块固定连接于所述滑座一侧且从所述定位槽外侧壁滑移贯穿至所述定位槽内。
11、通过采用上述技术方案,在把手位于定位槽内时,通过第一驱动件驱动滑座移动,以带动抵接块滑移于定位槽内直至抵接于把手,根据需求将把手限制于定位槽内侧壁与抵接块之间,起到x轴方向上的限位作用。
12、本申请在一较佳示例中可以进一步配置为:所述y轴调节组件包括两个相对的抵接板和用于驱动两个所述抵接板相向运动的第二驱动件,两个所述抵接板连接于所述第二驱动件,所述第二驱动件安装于所述滑座顶部,所述定位槽外侧壁对应所述抵接板开设有用于供所述抵接板穿设的活动槽,在所述抵接块抵接于把手时,抵接块、两个抵接板和定位槽内侧壁四者之间围设形成供把手放置的限位空间。
13、通过采用上述技术方案,设置活动槽,能够使滑座带动抵接块抵接于把手一侧的同时,带动两个抵接板移动至把手的两端位置,此时再通过第二驱动件驱动两个抵接板相向运动直至抵接于把手两端,根据需求将把手推动至y轴方向上的指定位置,起到y轴方向上的限位作用。
14、本申请在一较佳示例中可以进一步配置为:所述第二驱动件包括第一手指气缸,两个所述抵接板分别固定连接于所述第一手指气缸的两个活塞手指。
15、通过采用上述技术方案,第一手指气缸通过驱动两个活塞手指之间的相向运动,从而实现两个抵接板相向运动。
16、本申请在一较佳示例中可以进一步配置为:所述推送组件包括滑块、丝杆和用于驱动所述丝杆自轴转动的电机,所述滑块沿所述定位槽的长度方向滑移贯穿所述丝杆,所述丝杆转动连接于所述机座,所述滑块一侧设置有用于抵接把手一端的推动件,所述推动件位于所述输送带出料端正上方。
17、通过采用上述技术方案,在输送带将把手输送至定位槽开口端处时,根据丝杆传动的原理,通过电机驱动丝杆转动,以带动滑块带动推动件沿定位槽的长度方向滑移直至抵接把手一端,然后推动把手进入定位槽内,从而完成把手的推送。
18、本申请在一较佳示例中可以进一步配置为:所述滑块设置有用于调节所述推动件高度的第三驱动件。
19、通过采用上述技术方案,设置第三驱动件,操作人员能够根据不同尺寸的把手来调控推动件的高度,以起到更好的推动效果。
20、本申请在一较佳示例中可以进一步配置为:所述夹取组件包括两个相对的第二手指气缸、用于驱动两个所述第二手指气缸沿x轴方向移动的x轴位移组件,用于调节两个所述第二手指气缸高度的升降组件,在把手位于所述定位槽内时,两个所述第二手指气缸用于抓取把手的相对两端,所述工位槽与所述定位槽均位于x轴方向上。
21、通过采用上述技术方案,把手在经过x轴调节组件和y轴调节组件的调整后,通过每个第二手指气缸的两个活塞手指夹持把手的一端,能够在保持把手的姿势不变,提高冲孔的精确度,然后在x轴位移组件和升降组件的作用下,将把手输送至工位槽内进行后续加工。
22、本申请在一较佳示例中可以进一步配置为:所述定位槽的开口端尺寸从内到外渐大。
23、通过采用上述技术方案,便于推送组件将把手推送至定位槽内,适用于工况。
24、综上所述,本申请包括以下至少一种有益技术效果:
25、1、在把手按照指定姿势输送至输送带出料端时,通过推送组件将把手输送至定位槽内,然后在x轴调节组件和y轴调节组件的作用下,根据需求将把手限制于定位槽内的固定位置且处于夹取组件抓取的范围内,能够确保把手以指定姿势进入工位槽内进行后续加工,从而提高把手冲孔的效率。
26、2、在把手位于定位槽内时,通过第一驱动件驱动滑座移动,以带动抵接块滑移于定位槽内直至抵接于把手,根据需求将把手限制于定位槽内侧壁与抵接块之间,起到x轴方向上的限位作用。
27、3、设置活动槽,能够使滑座带动抵接块抵接于把手一侧的同时,带动两个抵接板移动至把手的两端位置,此时再通过第二驱动件驱动两个抵接板相向运动直至抵接于把手两端,根据需求将把手推动至y轴方向上的指定位置,起到y轴方向上的限位作用。
技术特征:
1.一种行李箱把手上料定位装置,其特征在于,包括:
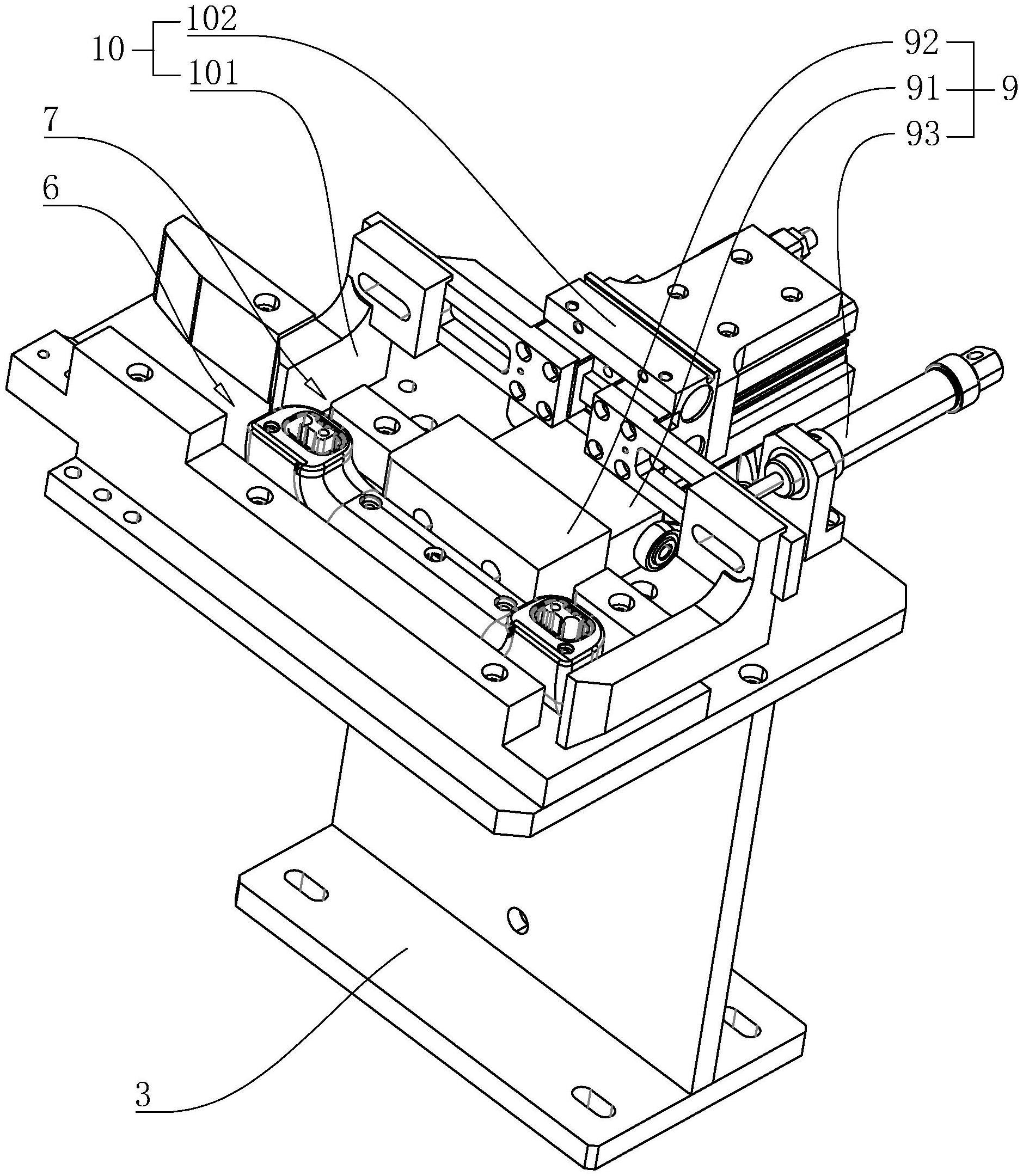
2.如权利要求1所述的一种行李箱把手上料定位装置,其特征在于,所述x轴调节组件(9)包括滑座(91)、抵接块(92)和用于驱动所述滑座(91)移动的第一驱动件(93),所述滑座(91)滑移连接于所述机座(1)顶部,所述抵接块(92)固定连接于所述滑座(91)一侧且从所述定位槽(6)外侧壁滑移贯穿至所述定位槽(6)内。
3.如权利要求2所述的一种行李箱把手上料定位装置,其特征在于,所述y轴调节组件(10)包括两个相对的抵接板(101)和用于驱动两个所述抵接板(101)相向运动的第二驱动件(102),两个所述抵接板(101)连接于所述第二驱动件(102),所述第二驱动件(102)安装于所述滑座(91)顶部,所述定位槽(6)外侧壁对应所述抵接板(101)开设有用于供所述抵接板(101)穿设的活动槽(7),在所述抵接块(92)抵接于把手(5)时,抵接块(92)、两个抵接板(101)和定位槽(6)内侧壁四者之间围设形成供把手(5)放置的限位空间。
4.如权利要求3所述的一种行李箱把手上料定位装置,其特征在于,所述第二驱动件(102)包括第一手指气缸,两个所述抵接板(101)分别固定连接于所述第一手指气缸的两个活塞手指。
5.如权利要求1所述的一种行李箱把手上料定位装置,其特征在于,所述推送组件(8)包括滑块(81)、丝杆(82)和用于驱动所述丝杆(82)自轴转动的电机(83),所述滑块(81)沿所述定位槽(6)的长度方向滑移贯穿所述丝杆(82),所述丝杆(82)转动连接于所述机座(1),所述滑块(81)一侧设置有用于抵接把手(5)一端的推动件(84),所述推动件(84)位于所述输送带(2)出料端正上方。
6.如权利要求5所述的一种行李箱把手上料定位装置,其特征在于,所述滑块(81)设置有用于调节所述推动件(84)高度的第三驱动件(85)。
7.如权利要求1所述的一种行李箱把手上料定位装置,其特征在于,所述夹取组件(11)包括两个相对的第二手指气缸(111)、用于驱动两个所述第二手指气缸(111)沿x轴方向移动的x轴位移组件(112),用于调节两个所述第二手指气缸(111)高度的升降组件(113),在把手(5)位于所述定位槽(6)内时,两个所述第二手指气缸(111)用于抓取把手(5)的相对两端,所述工位槽与所述定位槽(6)均位于x轴方向上。
8.如权利要求1所述的一种行李箱把手上料定位装置,其特征在于,所述定位槽(6)的开口端尺寸从内到外渐大。
技术总结
本技术涉及物料自动运输的技术领域,尤其是涉及一种行李箱把手上料定位装置,其包括:机座,机座顶部设置有定位槽和工位槽,工位槽用于放置把手;输送带,输送带设置于机座进料侧,输送带用于输送把手,定位槽位于输送带出料端一侧且定位槽靠近输送带的一端开口;推送组件,推送组件设置于输送带与定位槽之间,推送组件用于将把手从输送带输送至定位槽内;X轴调节组件,X轴调节组件用于调节把手在定位槽内X轴方向上的位置;Y轴调节组件,Y轴调节组件用于调节把手在定位槽内Y轴方向上的位置;用于将位于定位槽内的把手输送至工位槽内的夹取组件。本申请具有提高把手的冲孔效率的效果。
技术研发人员:朱际赏
受保护的技术使用者:东莞市励骏高分子材料有限公司
技术研发日:20230222
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!