制动阀芯钢珠上料机构的制作方法
本技术涉及阀芯钢珠生产装置,具体为制动阀芯钢珠上料机构。
背景技术:
1、阀芯是阀体借助它的移动来实现方向控制、压力控制或流量控制的基本功能的阀零件,其中制动阀芯的生产过程中,需要生产阀芯中的钢珠,然而生产出的钢珠大小不一,人工上料长时间的操作以及重复性的简单动作会使人工产生疲劳操作,而且很难区分出不良品,人工上料生产效率和产品的合格率低下,并且人工成本较高。
2、经检索,现有技术中,中国专利申请号:cn202020262791.6,公开了钢珠上料机构,包括压料气缸、推料气缸、放料气缸以及料槽,所述料槽设置在压料气缸后侧,所述推料气缸设置在料槽底部,所述放料气缸连接于所述料槽后端,所述压料气缸底部连接有压料头,所述推料气缸前端安装有推料头,钢珠自动上料;节省人力,人工只需要上下料一个壳体;提高生产效率。
3、但该装置仍存在以下缺陷:
4、钢珠上料过程中,不能够对钢珠的直径进行检测,判断钢珠是否合格,而无法对钢珠的良品和不良品进行分类存放。
5、因此,需要提供一种制动阀芯钢珠上料机构,来解决上述问题。
技术实现思路
1、本实用新型的目的在于提供制动阀芯钢珠上料机构,以解决上述背景技术中提出生产效率低和钢珠是否合格的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
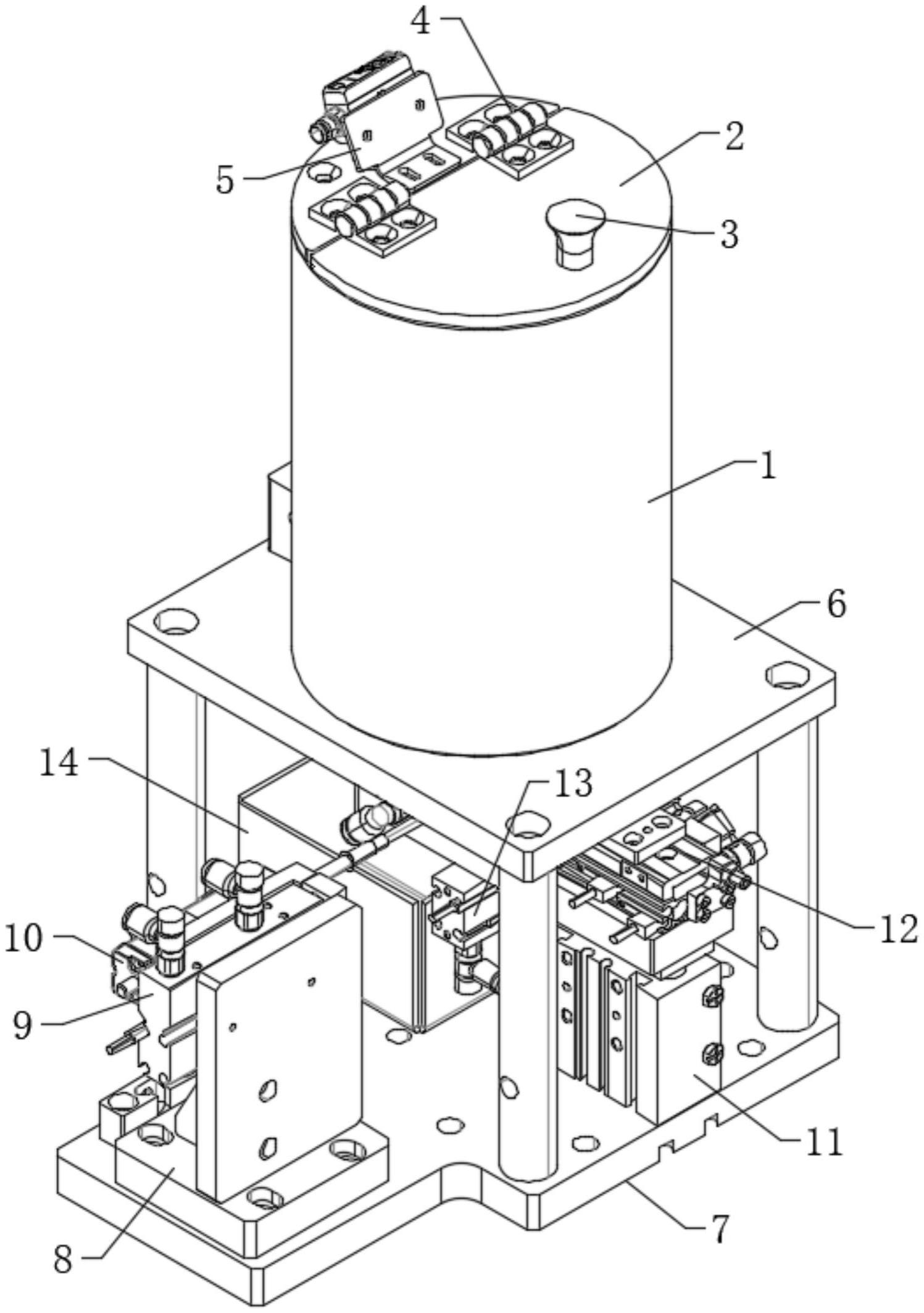
3、制动阀芯钢珠上料机构,包括底板和安装架,所述底板的顶面安装有安装架,所述安装架的顶面安装有钢珠料斗,所述钢珠料斗底部的出料口与导料管的顶端相固定安装且连通,所述导料管的底部安装有钢珠送料机构,所述钢珠送料机构包括用于移动钢珠的第一驱动组件和用于限制钢珠的第二驱动组件,所述底板的顶面安装有钢珠检测机构,所述钢珠检测机构包括第一安装座、第一气缸、位移传感器和检测台,所述第一安装座安装于底板的顶面上,所述第一安装座的侧壁安装有位移传感器,所述检测台包括检测部和支撑部,所述检测部和支撑部一体成型,所述位移传感器的检测端与检测台内部的检测孔滑动连接。
4、优选的,所述第一驱动组件包括第二安装座、第二气缸、第一移动板,所述第二安装座安装于底板的顶面上,所述第二安装座的顶面与检测台相安装,所述检测台的顶面安装有第二气缸,所述第二气缸的输出轴与第一移动板的一端固定安装。
5、优选的,所述支撑部安装于第二安装座的顶面上,所述检测部的内部横向贯穿开设有第一插槽,所述第一移动板的另一端与第一插槽的内部滑动连接,所述第一移动板的另一端顶面贯穿开设有存料槽,且第一移动板的另一端侧壁开设有检测孔,所述检测孔与位移传感器的检测端滑动连接。
6、优选的,所述检测部的顶面开设有进料口,所述导料管的底端与进料口对接安装。
7、优选的,所述检测部的纵向侧壁开设有第二插槽,所述第二驱动组件包括第三气缸、连接板、第二移动板,所述第三气缸安装于安装架的顶面上,所述第三气缸的输出轴与连接板的底部固定安装,所述连接板的顶部与第二移动板的一端固定安装,所述第二移动板的另一端与第二插槽的内部滑动连接。
8、优选的,位于所述进料口的轴线上的检测部的内部贯穿开设有不良品出料槽,所述不良品出料槽分别与第一插槽、第二插槽和进料口连通,且不良品出料槽的下方的底板上放置有不良品盒。
9、优选的,所述检测部的端部开设有良品出料槽,且良品出料槽与第一插槽相连通
10、优选的,所述钢珠料斗的顶面通过铰链转动连接有筒盖,所述筒盖的顶面安装有把手,所述钢珠料斗的顶面靠近筒盖的一侧安装有限位板。
11、与现有技术相比,本实用新型的有益效果是:
12、1、通过将钢珠投入进钢珠料斗中,而能够对钢珠进行上料处理,且同时通过第一驱动组件、第二驱动组件能够针对钢珠是否合格而将钢珠进行分类存放在,代替的人工上料和检测的过程,提高了生产效率。
13、2、通过位移检测机构中的位移传感器配合检测台中的检测部中第一移动板上的存料槽而对钢珠的直径进行检测,从而能够区分钢珠的直径大小,以判断生产的钢珠是否合格,从而能够使合格钢珠用于制动阀芯使用时,减少制动阀芯的故障率。
14、本实用新型的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型而了解。本实用新型的目的和其他优点可通过在说明书以及附图中所指出的结构来实现和获得。
技术特征:
1.制动阀芯钢珠上料机构,包括底板(7)和安装架(6),其特征在于:所述底板(7)的顶面安装有安装架(6),所述安装架(6)的顶面安装有钢珠料斗(1),所述钢珠料斗(1)底部的出料口与导料管(17)的顶端相固定安装且连通,所述导料管(17)的底部安装有钢珠送料机构,所述钢珠送料机构包括用于移动钢珠的第一驱动组件和用于限制钢珠的第二驱动组件,所述底板(7)的顶面安装有钢珠检测机构,所述钢珠检测机构包括第一安装座(8)、第一气缸(9)、位移传感器(10)和检测台,所述第一安装座(8)安装于底板(7)的顶面上,所述第一安装座(8)的侧壁安装有位移传感器(10),所述检测台包括检测部(15)和支撑部(16),所述检测部(15)和支撑部(16)一体成型,所述位移传感器(10)的检测端与检测台内部的检测孔(22)滑动连接。
2.根据权利要求1所述的制动阀芯钢珠上料机构,其特征在于:所述第一驱动组件包括第二安装座(11)、第二气缸(12)、第一移动板(18),所述第二安装座(11)安装于底板(7)的顶面上,所述第二安装座(11)的顶面与检测台相安装,所述检测台的顶面安装有第二气缸(12),所述第二气缸(12)的输出轴与第一移动板(18)的一端固定安装。
3.根据权利要求2所述的制动阀芯钢珠上料机构,其特征在于:所述支撑部(16)安装于第二安装座(11)的顶面上,所述检测部(15)的内部横向贯穿开设有第一插槽(25),所述第一移动板(18)的另一端与第一插槽(25)的内部滑动连接,所述第一移动板(18)的另一端顶面贯穿开设有存料槽(21),且第一移动板(18)的另一端侧壁开设有检测孔(22),所述检测孔(22)与位移传感器(10)的检测端滑动连接。
4.根据权利要求3所述的制动阀芯钢珠上料机构,其特征在于:所述检测部(15)的顶面开设有进料口(23),所述导料管(17)的底端与进料口(23)对接安装。
5.根据权利要求4所述的制动阀芯钢珠上料机构,其特征在于:所述检测部(15)的纵向侧壁开设有第二插槽(24),所述第二驱动组件包括第三气缸(13)、连接板(19)、第二移动板(20),所述第三气缸(13)安装于安装架(6)的顶面上,所述第三气缸(13)的输出轴与连接板(19)的底部固定安装,所述连接板(19)的顶部与第二移动板(20)的一端固定安装,所述第二移动板(20)的另一端与第二插槽(24)的内部滑动连接。
6.根据权利要求5所述的制动阀芯钢珠上料机构,其特征在于:位于所述进料口(23)的轴线上的检测部(15)的内部贯穿开设有不良品出料槽(27),所述不良品出料槽(27)分别与第一插槽(25)、第二插槽(24)和进料口(23)连通,且不良品出料槽(27)的下方的底板(7)上放置有不良品盒(14)。
7.根据权利要求6所述的制动阀芯钢珠上料机构,其特征在于:所述检测部(15)的端部开设有良品出料槽(26),且良品出料槽(26)与第一插槽(25)相连通。
8.根据权利要求1所述的制动阀芯钢珠上料机构,其特征在于:所述钢珠料斗(1)的顶面通过铰链(4)转动连接有筒盖(2),所述筒盖(2)的顶面安装有把手(3),所述钢珠料斗(1)的顶面靠近筒盖(2)的一侧安装有限位板(5)。
技术总结
本技术公开了制动阀芯钢珠上料机构,包括底板和安装架,安装架的顶面安装有钢珠料斗,钢珠料斗底部的出料口与导料管的顶端相固定安装且连通,导料管的底部安装有钢珠送料机构,钢珠送料机构包括第一驱动组件和第二驱动组件,底板的顶面安装有钢珠检测机构,第一安装座的侧壁安装有位移传感器,检测台包括检测部和支撑部,检测部和支撑部一体成型,位移传感器的检测端与检测台内部的检测孔滑动连接,通过位移检测机构中的位移传感器配合检测台中的检测部中第一移动板上的存料槽而对钢珠的直径进行检测,从而能够区分钢珠的直径大小,以判断生产的钢珠是否合格,从而能够使合格钢珠用于制动阀芯使用时,减少制动阀芯的故障率。
技术研发人员:曹冲,王洋,仲鑫
受保护的技术使用者:苏州奥库自动化科技有限公司
技术研发日:20230301
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!