一种双工位自动称重计量、电磁排序装盒机的制作方法
本技术涉及五金件包装,具体为一种双工位自动称重计量、电磁排序装盒机。
背景技术:
1、五金:传统的五金制品,也称“小五金”。指金、银、铜、铁、锡五种金属。经人工加工可以制成刀、剑等艺术品或金属器件。现代社会的五金更为广泛,例如五金工具、五金零部件、日用五金、建筑五金以及安防用品等。
2、在现有技术领域,由于五金在生产的过程中需要进行包装处理,因此往往需要人工采用相应的包装装置对五金材料进行包装。但是,现有的五金包装机存在人工包装的效率低的问题,进而造成生产的成本上升。
技术实现思路
1、本实用新型的目的在于提供一种双工位自动称重计量、电磁排序装盒机,以解决上述背景技术中提出的问题。
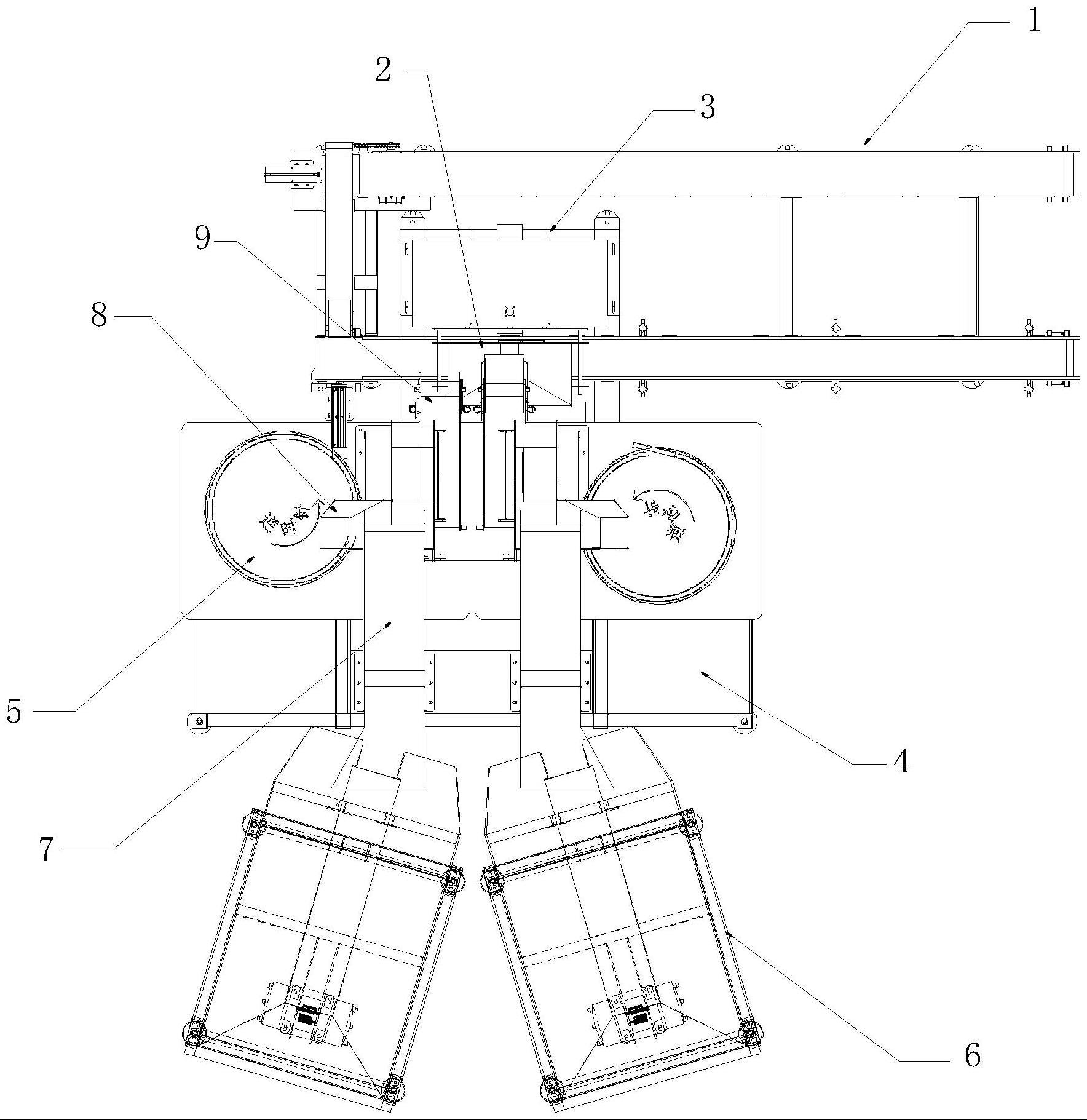
2、为实现上述目的,本实用新型提供如下技术方案:一种双工位自动称重计量、电磁排序装盒机,包括称重组件以及电磁排序组件;
3、所述电磁排序组件包括u型皮带线、升降漏斗以及电磁排序机,所述电磁排序机处于u型皮带线的u型槽内侧,所述升降漏斗安装在电磁排序机的侧面;
4、所述称重组件包括称重机构安装支架、振动盘、提升机以及下料皮带组件,所述振动盘设置有两组,对称设置在称重机构安装支架上;所述提升机与振动盘配套设置有两组,所述提升机的底端配套设置有振动斗,提升机的顶端的出料口处设置有称盒;所述提升机的侧面设置有分料盘,所述分料盘处于对应的振动盘的正上方;所述下料皮带组件设置在称盒的下侧,并处于升降漏斗的上侧。
5、优选的,所述u型皮带线由两条相互平行的第一输送带、第二输送带以及与二者相互垂直的转运输送带组成,所述第一输送带、第二输送带、转运输送带设置在机架上,其中所述转运输送带处于第一输送带、第二输送带的端部,所述升降漏斗设置在第二输送带的上侧。
6、优选的,所述转运输送带的两端分别设置有第一转向气缸和第二转向气缸;其中所述第一转向气缸的驱动方向与第一输送带的长度方向相互对齐,所述第二转向气缸的驱动方向与转运输送带的长度方向相互对齐。
7、优选的,所述升降漏斗卡装在升降板上,所述升降板安装在升降支架中;所述升降支架内设置有升降气缸,所述升降气缸的输出端与升降板相连,并带动升降板沿着竖直方向移动。
8、优选的,所述升降支架内侧安装有与升降气缸输出方向相互平行的导向杆,所述导向杆对称设置在升降气缸的两侧;所述升降板背侧通过导向套穿在导向杆上。
9、优选的,所述振动盘下侧设置有安装座,带动振动盘固定设置在安装座上;所述振动盘内侧设置有活动式的底板,在安装座内镶嵌有转动电机,所述转动电机的输出端与振动盘的底板相连,所述振动斗配套设置有振动电机。
10、优选的,所述提升机底部设置有入料斗,所述入料斗处于振动斗出料口的下侧;所述提升机设置为磁力提升机。
11、优选的,所述振动盘侧面设置有出料口,所述出料口与称盒通过输料管相连,所述输料管、称盒底部均设置有电动阀门。
12、优选的,所述下料皮带组件包括下料盒,所述下料盒设置为方形结构,下料盒底部设置有下料皮带线;所述下料盒朝向电磁排序组件的一侧侧板设置为旋转式的阀板,所述阀板由驱动电机驱动。
13、优选的,所述下料盒出料端设置有导料架。
14、与现有技术相比,本实用新型的有益效果是:
15、1、设置有双工位结构,配套设置了双称重机构,可以提升装盒速度;
16、2、电磁排序可以使物料整齐排列,可以提高纸盒的装载率;
17、3、u型皮带的设计便于一个人独自操作机器,减少了人工成本。
技术特征:
1.一种双工位自动称重计量、电磁排序装盒机,其特征在于:包括称重组件以及电磁排序组件;
2.根据权利要求1所述的一种双工位自动称重计量、电磁排序装盒机,其特征在于:所述u型皮带线(1)由两条相互平行的第一输送带(11)、第二输送带(12)以及与二者相互垂直的转运输送带(13)组成,所述第一输送带(11)、第二输送带(12)、转运输送带(13)设置在机架(14)上,其中所述转运输送带(13)处于第一输送带(11)、第二输送带(12)的端部,所述升降漏斗(2)设置在第二输送带(12)的上侧。
3.根据权利要求2所述的一种双工位自动称重计量、电磁排序装盒机,其特征在于:所述转运输送带(13)的两端分别设置有第一转向气缸(15)和第二转向气缸(16);其中所述第一转向气缸(15)的驱动方向与第一输送带(11)的长度方向相互对齐,所述第二转向气缸(16)的驱动方向与转运输送带(13)的长度方向相互对齐。
4.根据权利要求1所述的一种双工位自动称重计量、电磁排序装盒机,其特征在于:所述升降漏斗(2)卡装在升降板(21)上,所述升降板(21)安装在升降支架(22)中;所述升降支架(22)内设置有升降气缸(23),所述升降气缸(23)的输出端与升降板(21)相连,并带动升降板(21)沿着竖直方向移动。
5.根据权利要求4所述的一种双工位自动称重计量、电磁排序装盒机,其特征在于:所述升降支架(22)内侧安装有与升降气缸(23)输出方向相互平行的导向杆(24),所述导向杆(24)对称设置在升降气缸(23)的两侧;所述升降板(21)背侧通过导向套穿在导向杆(24)上。
6.根据权利要求1所述的一种双工位自动称重计量、电磁排序装盒机,其特征在于:所述振动盘(5)下侧设置有安装座(51),带动振动盘(5)固定设置在安装座(51)上;所述振动盘(5)内侧设置有活动式的底板,在安装座(51)内镶嵌有转动电机,所述转动电机的输出端与振动盘(5)的底板相连,所述振动斗(6)配套设置有振动电机。
7.根据权利要求1所述的一种双工位自动称重计量、电磁排序装盒机,其特征在于:所述提升机(7)底部设置有入料斗(71),所述入料斗(71)处于振动斗(6)出料口的下侧;所述提升机(7)设置为磁力提升机。
8.根据权利要求1所述的一种双工位自动称重计量、电磁排序装盒机,其特征在于:所述振动盘(5)侧面设置有出料口,所述出料口与称盒(72)通过输料管相连,所述输料管、称盒(72)底部均设置有电动阀门。
9.根据权利要求1所述的一种双工位自动称重计量、电磁排序装盒机,其特征在于:所述下料皮带组件(9)包括下料盒(91),所述下料盒(91)设置为方形结构,下料盒(91)底部设置有下料皮带线(94);所述下料盒(91)朝向电磁排序组件的一侧侧板设置为旋转式的阀板(92),所述阀板(92)由驱动电机驱动。
10.根据权利要求9所述的一种双工位自动称重计量、电磁排序装盒机,其特征在于:所述阀板(92)下侧设置有导料架(93)。
技术总结
本技术涉及五金件包装技术领域,具体公开了一种双工位自动称重计量、电磁排序装盒机,包括称重组件以及电磁排序组件;所述称重组件包括称重机构安装支架、振动盘、提升机以及下料皮带组件,所述振动盘设置有两组,对称设置在称重机构安装支架上;所述提升机与振动盘配套设置有两组,所述提升机的底端配套设置有振动斗,提升机的顶端设置有称盒;所述提升机的侧面设置有分料盘,且分料盘处于对应的振动盘的正上方,所述下料皮带组件设置在称盒的下侧;所述电磁排序组件包括U型皮带线、升降漏斗以及电磁排序机,所述电磁排序机处于U型皮带线的U型结构内侧,所述升降漏斗安装在电磁排序机的侧面;本技术能够有效提升装盒速度。
技术研发人员:张长辉,杨雪刚
受保护的技术使用者:上海飞羽包装机械有限公司
技术研发日:20230328
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!