一种全自动箔材新旧卷快速拼接装置
本技术涉及箔材生产,具体来说,涉及一种全自动箔材新旧卷快速拼接生产线。
背景技术:
1、在现有技术中,箔材生产线基本属于半自动运行,在前卷用完,需要在工作台上更换旧卷,在更换旧卷后,需要把新卷头部拼接到旧卷上,使得箔材能够在之后的化学浸润池中的连续处理加工步骤,实现产线的连续性生产。以往当需要衔接两腐蚀箔片的头尾时,往往需要人工去操作,工人需要用锤子不断捶打连接处,使其连接可靠,在化学浸润池中不至于脱落,单靠人工去拼接不仅效率低,而且可能造成连接不够均匀,费时费力,而且存在安全隐患。当一个车间多条生产线需要同时换卷时,很有可能会出现不能及时换卷的情况,严重影响生产效率,生产稳定性得不到保证。
技术实现思路
1、在针对相关技术中的问题,本实用新型提出一种全自动箔材新旧卷快速拼接生产线,实现自动将新的箔材和用尽的旧箔材通过桥接箔放置在一起,并用桥接压印辊将他们连接在一起,解决上述背景技术中所提出的问题,使产线上实现快速连续性生产,大幅度提高效率。
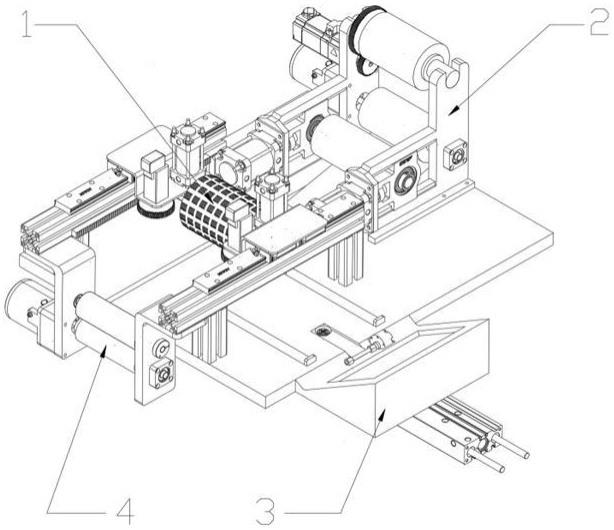
2、为解决上述技术问题,本实用新型采用的技术方案是:一种全自动箔材新旧卷快速拼接装置,包括,通过设置放箔机构,拼接压箔机构,桥接箔输送机构,传输箔机构,所述放箔机构放置在工作平台右侧。所述拼接压箔机构紧靠放箔机构,在工作平台左侧。所述桥接箔输送机构和工作平台相连接,位于拼接压箔机构前端。所述传输箔机构安装在拼接压箔机构的铝型材架下方,位于拼接压箔机构的左端。
3、优选的,所述放箔机构的新箔材卷辊位于放箔支架的最上方的u型槽内,新箔材卷辊上卷有新箔材,新箔材卷辊的左侧装有第一齿轮,第一齿轮和下方的第二齿轮配合,小齿轮连接在放箔电机的电机轴上,放箔电机固定在放箔支架的左侧上。新箔材卷辊下方安装有输送辊,输送辊左侧连接输送电机,右侧轴固定在轴承座组件上,输送电机固定在放箔支架的左侧方,输送辊轴固定在插入式滚珠轴承上,插入式滚珠轴承固定在放箔的右侧方。
4、优选的,所述放箔支架前部开有滑道孔,滑道孔上下开设有滑道,在滑道上安装有插入式滚珠轴承,与输送辊配合的压辊轴被插入式滚珠轴承固定在放箔支架的滑槽孔上,气缸固定放箔支架后侧气缸固定板上,气缸杆和插入式头部连接。
5、优选的,所述拼接压箔机构中,承载架由铝型材制作,承载架上部双侧均安装有导轨和滑块,两端滑块上均装有承载板,承载板为z字形结构,一端固定在两块滑块上,另一端安装行走电机和下压气缸,桥接压印辊轴固定在两侧气缸的气缸杆上。行走电机上装有电机齿轮,承载板两侧内边各装有两根齿条,电机齿轮与承载架侧边的齿条啮合。
6、优选的,所述桥接压印辊外表面轴向和周向每隔固定距离布置方块形压印块,呈圆周布置,压印块是由多条压印条组成,压印条和压印条之间距离2-3mm,压印块由压印条长边周向布置。
7、优选的,所述桥接箔输送机构包括工作平台,工作平台中间根据箔材的宽度开有输送轨道,输送轨道与工作平台右部的输送斜板连接形成输送线。所述工作平台右侧边连接着桥接箔放置平台,工作平台和桥接箔放置平台中间安装旋转气缸,旋转气缸连接吸盘承载板,吸盘承载板通过转轴安装在工作平台和桥接箔放置平台中间的转孔里,吸盘承载板不工作时在工作平台开设的槽内放置,吸盘承载板的头部安装有吸盘,吸盘面一般与工作平台平齐。
8、优选的,所述桥接箔放置平台为斜面平台,斜面平台内开有桥接箔放置槽,桥接箔放置槽为矩形斜面,吸盘承载板的吸盘绕着转轴转动到桥接箔放置槽正中间,进行桥接箔的吸取。
9、优选的,所述工作平台右侧边开有与输送轨道垂直的推动槽,推动槽内放置有与双联推杆气缸连接的推板,双联推杆气缸放置于桥接箔放置平台下方,推板顺着推动槽移动。
10、优选的,所述传输箔机构包括传输支架,传输电机,传输辊,固定辊。传输支架板为折弯形,传输支架板固定在承载架伸出部分的下侧,传输支架下部装有传输辊,传输辊和传输电机相连,固定辊固定在传输支架上方,固定辊压在传输辊上,固定辊和传输辊配合传送旧箔片。
11、优选的,所述传输辊一侧与传输电机轴连接,另一侧固定在传输支架上的轴承座。固定辊轴两侧外部安装有固定环,固定住固定辊轴。
12、与现有技术相比,有益效果是:
13、(1)本实用新型提供的一种全自动箔材新旧卷快速拼接装置,通过设置放箔机构,拼接压箔机构,桥接箔输送,传输箔机构,不仅实现了放卷和接卷的自动拼接功能,而且大幅度提高了效率。
14、(2)全自动箔材新旧卷快速拼接装置的放卷机构,通过电机放卷,使新箔头部下垂到输送辊和压辊之间,不需精准判断头部位置,使新箔头部自动到达斜面上,具有极大的接卷容错率,并且有很好的稳定性。
15、(3)在接卷的过程中,通过改变接箔机构的拼接形式,改变了以往的人工敲击拼接模式,实现全自动化一次性完成的高效作业方式,大幅度提高了生产效率。
技术特征:
1.一种全自动箔材新旧卷快速拼接装置,包括放箔机构(2),拼接压箔机构(1),桥接箔输送机构(3),传输箔机构(4),按照箔片传输的方向依次设置,其特征在于:所述放箔机构(2)放置在工作平台(406)右侧,所述拼接压箔机构(1)紧靠放箔机构(2),在工作平台(406)左侧,所述桥接箔输送机构(3)和工作平台(406)相连接,所述传输箔机构(4)安装在承载架(501)下方。
2.根据权利要求1所述的一种全自动箔材新旧卷快速拼接装置,其特征在于,所述放箔机构(2)的新箔材卷(210)位于放箔支架(206)的最上方的u型槽内,新箔材卷辊(209)上卷有新箔材(701),新箔材卷辊(209)的左侧装有第一齿轮(211),第一齿轮(211)和下方的第二齿轮(212)配合,第二齿轮(212)连接在放箔电机(213)的电机轴上,放箔电机(213)固定在放箔支架(206)的左侧上。
3.根据权利要求2所述的一种全自动箔材新旧卷快速拼接装置,其特征在于,所述新箔材卷辊(209)下方安装有输送辊(205),输送辊(205)左侧连接输送电机(214),右侧轴固定在轴承座组件(207)上,输送电机(214)固定在放箔支架(206)的左侧方,输送辊(205)轴固定在插入式滚珠轴承(204)上,插入式滚珠轴承(204)固定在放箔支架(206)的右侧方。
4.根据权利要求3所述,其特征在于,所述放箔支架(206)前部开有滑槽孔,与输送辊(205)配合的压辊(203)被插入式滚珠轴承(204)固定在放箔支架(206)的滑道孔上,气缸固定放箔支架(206)后侧气缸固定板(202)上,气缸杆和插入式滚珠轴承(204)头部连接。
5.根据权利要求1所述的一种全自动箔材新旧卷快速拼接装置,其特征在于,所述拼接压箔机构(1)中,承载架(501)上侧安装有导轨(506)和滑块(508),滑块(508)上装有承载板(507),承载板(507)安装行走电机(504)和下压气缸(505),桥接压印辊(509)轴固定在两侧气缸(201)的气缸杆上。
6.根据权利要求5所述,其特征在于,所述行走电机(504)上装有电机齿轮(503),电机齿轮(503)与承载架(501)侧边的齿条(502)啮合。
7.根据权利要求5所述,其特征在于,所述桥接压印辊(509)外表面每隔固定距离布置方块形压印块(601),压印块(601)是由多条压印条(602)组成,压印条(602)和压印条(602)之间距离较短,压印块(601)由压印条(602)长边周向布置。
8.根据权利要求1所述的一种全自动箔材新旧卷快速拼接装置,其特征在于,所述拼接压箔机构(1)包括工作平台(406),工作平台(406)中间开有输送轨道(405),输送轨道(405)与输送斜板(402)连接,所述工作平台(406)右侧边连接着桥接箔放置平台(411),工作平台(406)和桥接箔放置平台(411)中间安装旋转气缸(404),旋转气缸(404)连接吸盘承载板(407),吸盘承载板(407)在工作平台(406)开设的槽内放置,吸盘承载板(407)的头部安装有吸盘(401),吸盘(401)面一般与工作平台(406)平齐。
9.根据权利要求8所述,其特征在于,所述桥接箔放置平台(411)为斜面平台,斜面平台内开有桥接箔放置槽(409),桥接箔放置槽(409)为矩形斜面,吸盘承载板(407)的吸盘(401)可以转动到桥接箔放置槽(409)正中间。
10.根据权利要求8所述,其特征在于,所述工作平台(406)右侧边开有与输送轨道(405)垂直的导向孔(400),导向孔(400)内放置有与底部双联推杆气缸(410)连接的推板(403)。
11.根据权利要求1所述的一种全自动箔材新旧卷快速拼接装置,其特征在于,所述传输箔机构(4)包括传输支架(304),传输电机(302),传输辊(301),固定辊(303),传输支架(304)下部装有传输辊(301),传输辊(301)和传输电机(302)相连,固定辊(303)固定在传输支架(304)上方,固定辊(303)压在传输辊(301)上。
12.根据权利要求11所述,其特征在于,所述传输辊(301)一侧与传输电机(302)轴连接,另一侧固定在传输支架(304)上的轴承座组件(207),固定辊(303)轴两侧外部安装有固定环(305),固定住固定辊(303)轴。
技术总结
本技术涉及一种箔材生产的全自动箔材新旧卷快速拼接装置。旧箔片先通过传输箔机构沿着输送槽输送到指定位置,放箔机构中的新箔材卷辊旋转,箔材卷箔头下垂到输送辊下方,落在输送斜面上,气缸推动压箔辊将箔材压在输送辊上,输送辊转动,箔材片顺着斜面向前运动输送,新箔片头部和旧箔片尾部之间有一段距离。桥接箔输送机构中转动气缸带动吸盘架的吸盘转动,吸取桥接箔放到推动平台,平台下气缸上推板顺着推动槽将桥接箔推到输送槽内,桥接箔盖在新旧箔片之上。桥接压印辊移动到最前侧位置,气缸带动它下降,使桥接压印辊从新箔处滚到旧箔,将新旧箔片通过桥接箔连在一起,完成新旧箔材快速拼接,完全实现自动化,大幅度改善拼接换卷速率。
技术研发人员:章翔峰,马奔驰,张信,姜宏
受保护的技术使用者:新疆大学
技术研发日:20230403
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!