一种全自动锡丝收卷设备的制作方法
本技术涉及焊锡丝的收卷包装,具体的说是一种全自动锡丝收卷设备。
背景技术:
1、在电路、电子元器件的接线操作中,焊锡丝是提高焊接过程中的辅热传导、去除氧化,降低被焊接材质表面张力,去除被焊接材质表面油污,增大焊接面积重要的材料。在焊锡丝生产完成后,为方便包装、零售以及用户实际操作使用,往往将生产完成、冷却完全后的焊锡丝缠绕收卷至专用的收卷筒上,因此需要借助收卷设备进行收卷包装。
2、传统的锡丝收卷设备在使用过程中,需要人工将收卷筒装配至收卷设备上,待收卷设备将焊锡丝卷收至收卷筒上,还需要人工将收卷筒取下装配新的收卷筒,在人工操作时,难以保证收卷筒的上下料速度,进而导致焊锡丝的收卷包装速度受限。而且传统的锡丝收卷设备在使用中,由于包装尺寸不同,需要选用不同的收卷筒,由于收卷设备所涉及的动力设备至少需要两组(驱动收卷筒转动、驱动焊锡丝在收卷筒范围内往复运动),需要人工进行调试,增加了人工干预造成的不确定性,难以保证焊锡丝的收卷包装质量。
技术实现思路
1、针对现有技术中存在的上述不足之处,本实用新型目的是提供一种全自动锡丝收卷设备,实现对收卷筒的快速上下料操作,在提高焊锡丝收卷包装效率的同时,能够有效降低人工成本,使劳动力得以解放,能够提高焊锡丝收卷包装质量。
2、本实用新型为实现上述目的所采用的技术方案是:一种全自动锡丝收卷设备,包括安装机座、驱动电机、装配机座、收卷组件、布线组件,所述安装机座上固定安装有驱动电机,所述收卷组件、布线组件配套安装于装配机座上,所述装配机座以可拆卸的方式固定安装于安装机座上。
3、所述收卷组件包括套接轴、自锁组件,所述套接轴转动安装至装配机座上,且套接轴通过联轴器与所述驱动电机的转轴实现动力连接,套接轴上滑动插接有用于收卷锡丝的收卷筒,所述自锁组件配套安装于套接轴上并对收卷筒锁紧固定。
4、所述布线组件包括导向滑槽、滑座、往复丝杠、导向轮组,所述导向滑槽固接至装配机座上,往复丝杠转动安装于导向滑槽中,滑座滑动安装于导向滑槽中并与往复丝杠配套旋接,导向轮组配套安装至滑座上并用于排布焊锡丝,所述套接轴通过配速组件与往复丝杠相联动。
5、在其中一些实施中,为保证驱动电机在安装机座中稳定安装,保证配速组件在装配机座中稳定安装,进而实现收卷组件、布线组件安装特定角速度配比运转,保证装配机座在安装机座上稳定安装,提供有如下技术方案。
6、所述安装机座上开设有安装槽,所述安装槽上配套固定有安装盖,所述驱动电机固定安装至安装槽中,且驱动电机的转轴由安装盖伸出;所述安装机座上固接有布置于安装槽下方的安装垫台,所述装配机座通过螺栓固定安装于安装垫台上;所述装配机座中开设有安装腔,所述往复丝杠、套接轴均延伸至安装腔中,所述配速组件配套安装至安装腔中并与所述套接轴、往复丝杠配套连接。
7、在其中一些实施中,为保证收卷筒能够稳定插接至套接轴上,同时方便将收卷筒在套接轴上进行拆装,并在套接轴受驱动电机作用转动时,保证收卷筒与套接轴同步转动,提供有如下技术方案。
8、所述套接轴上均匀固接有呈环形阵列分布的导向条,所述收卷筒内侧壁开设有导向条滑动组合的导向槽,所述套接轴的外侧端以及收卷筒两端端口处均设置有弧形过渡面。
9、在其中一系诶实施中,为保证自锁组件能够将插接至套接轴上的收卷筒锁紧固定,避免设备运行时收卷筒从套接轴上滑落,同时方便控制自锁组件取消对收卷筒的锁紧效果,方便收卷筒拆装,提供有如下技术方案。
10、所述收卷筒内侧壁中均匀开设有锁接槽,所述套接轴的外侧端开设有安装通槽;所述自锁组件包括装配于安装通槽中的锁接块、驱动杆、解锁顶座、连接杆、复位弹簧,锁接块转动安装于安装通槽中并外露于锁接轴外侧,且锁接块与锁接槽嵌套保持嵌套吻合,解锁顶座外露于锁接轴端部外侧,驱动杆与解锁顶座固接,连接杆两端分别与锁接块、驱动杆保持铰接,复位弹簧与驱动杆配套组合以对解锁顶座复位。
11、在其中一些实施中,在将生产、冷却完成的焊锡丝收卷绕制于收卷筒上时,采用的标准绕制方法是在控制收卷筒匀速转动的同时,控制入卷的焊锡丝在卷收筒两端往复性的周期移动,保证焊锡丝在卷收筒上均匀分布缠绕,对此需要借助配速组件保证套接轴与往复丝杠之间的速度比,因此提供如下关于配速组件的技术方案。
12、所述配速组件包括第一同步轮、第二同步轮、同步带,第一同步轮与所述套接轴固接,第二同步轮与所述往复丝杠固接,同步带绕制在第一同步轮、第二同步轮上并呈紧绷状态。
13、在其中一些实施中,为保证导向轮组能够将生产完成并冷却至常温的焊锡丝稳定卷收至收卷筒上,需要借助导向轮组将焊锡丝稳定的输入至收卷筒上,对此提供如下关于导向轮组的技术方案。
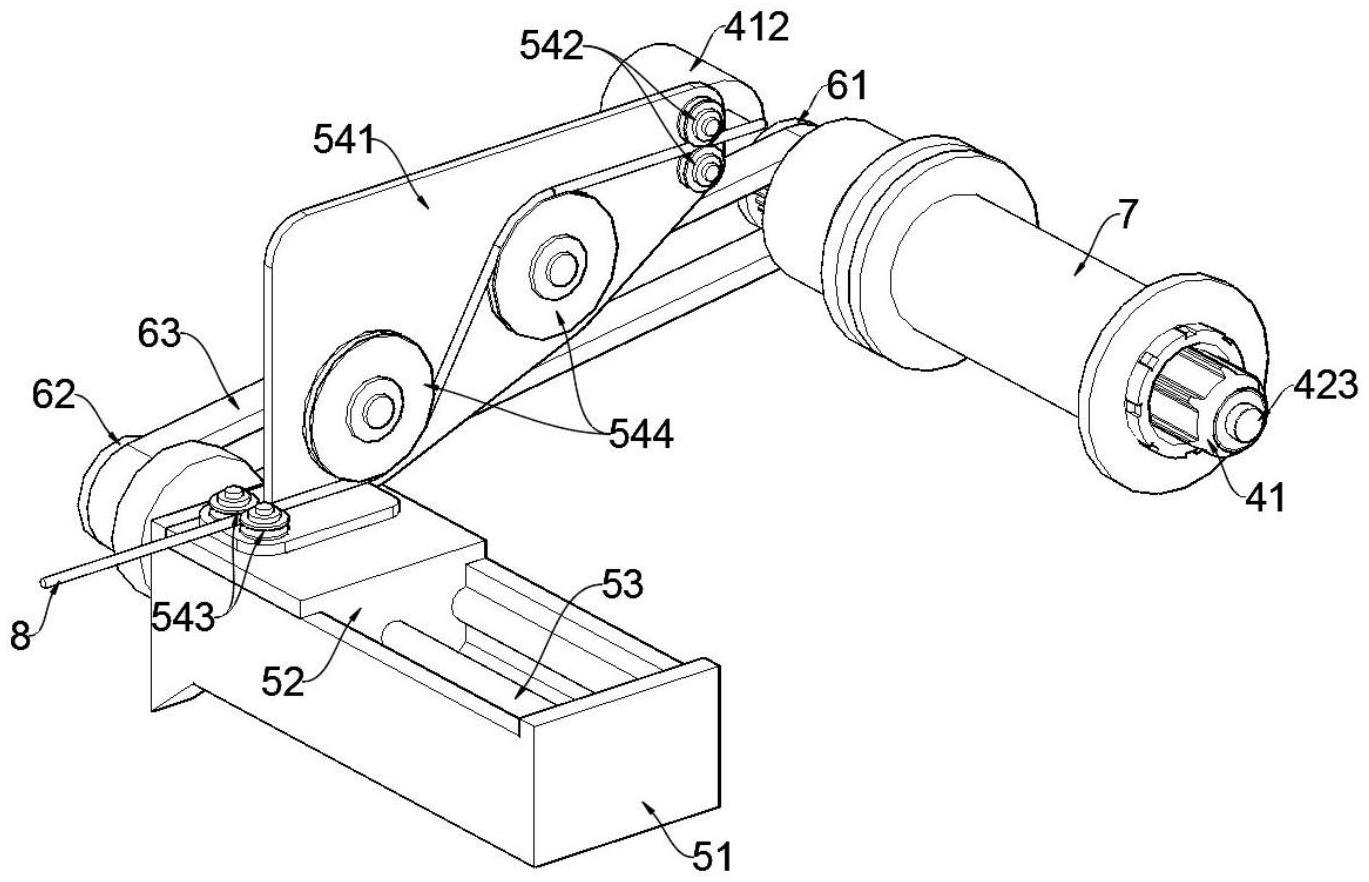
14、所述导向轮组包括连接架板以及转动安装于连接架板上的纵向导轮、横向导轮、落差导轮,连接架板固定安装至所述滑座上,横向导轮包括紧贴布置的两组,焊锡丝由两组横向导轮间穿过,纵向导轮包括紧贴布置并设置于横向导轮下游端的两组,且纵向导轮高于横向导轮布置,焊锡丝由两组纵向导轮间穿过向延伸至所述收卷筒,落差导轮包括设置于不同高度处的两组,且落差导轮布置于横向导轮、纵向导轮之间,焊锡丝顺序绕过两组落差导轮。
15、本实用新型的有益效果:利用本申请提供的自动锡丝收卷设备,能够与机械臂配套使用,在套接轴以及自锁组件的配合作业下,能够将收卷筒自动锁紧至套接轴上,同时还能通过解锁顶座快速取消对收卷筒的锁紧效果,实现对收卷筒的快速上下料操作,在提高焊锡丝收卷包装效率的同时,能够有效降低人工成本,使劳动力得以解放。利用配速组件实现收卷组件与布线组件之间的配合作业,消除人工干预造成焊锡丝收卷不均的问题,提高焊锡丝收卷包装质量。
技术特征:
1.一种全自动锡丝收卷设备,其特征在于:包括安装机座(1)、驱动电机(2)、装配机座(3)、收卷组件(4)、布线组件(5),所述安装机座(1)上固定安装有驱动电机(2),所述收卷组件(4)、布线组件(5)配套安装于装配机座(3)上,所述装配机座(3)以可拆卸的方式固定安装于安装机座(1)上;所述收卷组件(4)包括套接轴(41)、自锁组件,所述套接轴(41)转动安装至装配机座(3)上,且套接轴(41)通过联轴器(414)与所述驱动电机(2)的转轴实现动力连接,套接轴(41)上滑动插接有用于收卷锡丝的收卷筒(7),所述自锁组件配套安装于套接轴(41)上并对收卷筒(7)锁紧固定;所述布线组件(5)包括导向滑槽(51)、滑座(52)、往复丝杠(53)、导向轮组,所述导向滑槽(51)固接至装配机座(3)上,往复丝杠(53)转动安装于导向滑槽(51)中,滑座(52)滑动安装于导向滑槽(51)中并与往复丝杠(53)配套旋接,导向轮组配套安装至滑座(52)上并用于排布焊锡丝(8),所述套接轴(41)通过配速组件与往复丝杠(53)相联动。
2.根据权利要求1所述的一种全自动锡丝收卷设备,其特征在于:所述安装机座(1)上开设有安装槽(11),所述安装槽(11)上配套固定有安装盖(12),所述驱动电机(2)固定安装至安装槽(11)中,且驱动电机(2)的转轴由安装盖(12)伸出;所述安装机座(1)上固接有布置于安装槽(11)下方的安装垫台(13),所述装配机座(3)通过螺栓固定安装于安装垫台(13)上;所述装配机座(3)中开设有安装腔,所述往复丝杠(53)、套接轴(41)均延伸至安装腔中,所述配速组件配套安装至安装腔中并与所述套接轴(41)、往复丝杠(53)配套连接。
3.根据权利要求1所述的一种全自动锡丝收卷设备,其特征在于:所述套接轴(41)上均匀固接有呈环形阵列分布的导向条(411),所述收卷筒(7)内侧壁开设有导向条(411)滑动组合的导向槽(71),所述套接轴(41)的外侧端以及收卷筒(7)两端端口处均设置有弧形过渡面。
4.根据权利要求1所述的一种全自动锡丝收卷设备,其特征在于:所述收卷筒(7)内侧壁中均匀开设有锁接槽(72),所述套接轴(41)的外侧端开设有安装通槽(412);所述自锁组件包括装配于安装通槽(412)中的锁接块(421)、驱动杆(422)、解锁顶座(423)、连接杆(424)、复位弹簧(425),锁接块(421)转动安装于安装通槽(412)中并外露于锁接轴外侧,且锁接块(421)与锁接槽(72)嵌套保持嵌套吻合,解锁顶座(423)外露于锁接轴端部外侧,驱动杆(422)与解锁顶座(423)固接,连接杆(424)两端分别与锁接块(421)、驱动杆(422)保持铰接,复位弹簧(425)与驱动杆(422)配套组合以对解锁顶座(423)复位。
5.根据权利要求2所述的一种全自动锡丝收卷设备,其特征在于:所述配速组件包括第一同步轮(61)、第二同步轮(62)、同步带(63),第一同步轮(61)与所述套接轴(41)固接,第二同步轮(62)与所述往复丝杠(53)固接,同步带(63)绕制在第一同步轮(61)、第二同步轮(62)上并呈紧绷状态。
6.根据权利要求1所述的一种全自动锡丝收卷设备,其特征在于:所述导向轮组包括连接架板(541)以及转动安装于连接架板(541)上的纵向导轮(542)、横向导轮(543)、落差导轮(544),连接架板(541)固定安装至所述滑座(52)上,横向导轮(543)包括紧贴布置的两组,焊锡丝(8)由两组横向导轮(543)间穿过,纵向导轮(542)包括紧贴布置并设置于横向导轮(543)下游端的两组,且纵向导轮(542)高于横向导轮(543)布置,焊锡丝(8)由两组纵向导轮(542)间穿过向延伸至所述收卷筒(7),落差导轮(544)包括设置于不同高度处的两组,且落差导轮(544)布置于横向导轮(543)、纵向导轮(542)之间,焊锡丝(8)顺序绕过两组落差导轮(544)。
技术总结
本技术公开了一种全自动锡丝收卷设备,其中,安装机座上安装驱动电机,收卷组件、布线组件安装于装配机座上,装配机座以可拆卸的方式固定安装于安装机座上;收卷组件中,套接轴安装至装配机座上并与驱动电机连接,套接轴上插接收卷筒,由自锁组件对收卷筒锁紧固定;布线组件中,导向滑槽固接至装配机座上,往复丝杠安装于导向滑槽中,滑座安装于导向滑槽中并与往复丝杠配套,导向轮组安装至滑座上并用于排布焊锡丝,而套接轴通过配速组件与往复丝杠相联动。本技术实现了对收卷筒的快速上下料操作,在提高焊锡丝收卷包装效率的同时,能够有效降低人工成本,使劳动力得以解放,能够提高焊锡丝收卷包装质量。
技术研发人员:蔡宝荣,林晓明
受保护的技术使用者:深圳市可为锡业有限公司
技术研发日:20230413
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!