一种缩颈翻边机转送星轮导向机构的制作方法
本技术涉及罐体成型设备领域,尤其涉及一种缩颈翻边机转送星轮导向机构。
背景技术:
1、两片罐罐身的侧壁和底部为一体结构,无任何接缝,使其具有内装食品卫生质量高、内装物安全、重量轻、省材料以及成型工艺简单等优点。两片罐成型所用到的缩颈翻边机通常包括缩颈站、翻边站、罐底成型站、光检站等部件。罐体从罐底成型站需要通过转送星轮输送至光检站进行质检,罐体从罐底成型站出口进入转送星轮时,罐体底部需要利用导向机构从罐底成型站的模具头上脱下并引导至转送星轮。
2、在实际生产过程中,操作人员发现现有导向机构存在缺陷,罐体底部不能与导向机构及时分离,导致罐身容易出现偏移,致使罐身进入转送星轮时发生磕碰,影响罐体成型质量,同时影响缩颈翻边机的工作效率。
技术实现思路
1、本实用新型提供一种缩颈翻边机转送星轮导向机构,以克服现有导向机构存在缺陷,罐体底部不能与导向机构及时分离,导致罐身容易出现偏移,致使罐身进入转送星轮时发生磕碰,影响罐体成型质量,同时影响缩颈翻边机工作效率的问题。
2、为了实现上述目的,本实用新型的技术方案是:
3、一种缩颈翻边机转送星轮导向机构,包括:导向部和能够安装在缩颈翻边机的罐底成型站出口处的安装部;
4、所述导向部为梯形体状,所述导向部包括第一侧面、第二侧面、第三侧面、第四侧面、顶面和底面;
5、所述顶面和底面相对设置,所述第一侧面与第三侧面相对设置,所述第二侧面与第四侧面相对设置,所述顶面与底面之间的夹角为第一锐角,所述第一侧面与底面之间的夹角为第二锐角,所述第二锐角大于第一锐角;
6、所述顶面和第二侧面靠近第一侧面的交界处设有斜切面,所述斜切面与底面之间的夹角为第三锐角,所述第三锐角大于第一锐角;
7、所述导向部设置在安装部一侧,所述第四侧面与安装部固定连接,所述第二侧面为朝向第四侧面凹陷的弧面;
8、沿所述底面长度方向,所述第三侧面与第一侧面的间距小于所述安装部固定有导向部一端的端面与第一侧面的间距,所述第二侧面的延长面、所述第三侧面、所述第四侧面的延长面和所述安装部固定有导向部一端的端面所处的平面围成分离区。
9、进一步的,所述第一锐角为6°—7°。
10、进一步的,所述第一锐角为6.5°。
11、进一步的,所述第二锐角为22.5°—23.5°。
12、进一步的,所述第二锐角为23°。
13、进一步的,所述第三锐角为26.5°—27.5°。
14、进一步的,所述第三锐角为27°。
15、进一步的,所述底面的长度为39mm—43mm,所述分离区的长度为19mm—23mm。
16、进一步的,所述底面的长度为41mm,所述分离区的长度为21mm。
17、进一步的,所述安装部上设有至少两个安装孔。
18、本实用新型的有益效果:
19、本实用新型提供的一种缩颈翻边机转送星轮导向机构,包括:导向部和安装部,导向部的第一侧面、顶面和斜切面与底面之间的夹角均为锐角,使导向部顺畅切入罐体底部与模具头之间,将罐体底部从模具头上顺利脱下,导向部的第二侧面为弧面,罐体底部外周沿弧面运动,将罐体从罐底成型站引导至转送星轮,安装部与导向部之间形成分离区,分离区使罐体底部及时与导向部分离,避免罐体底部的拱底偏移至导向部顶面所造成的罐体偏移,从而有效防止了罐身进入转送星轮时发生磕碰,影响罐体成型质量和缩颈翻边机工作效率的问题。
技术特征:
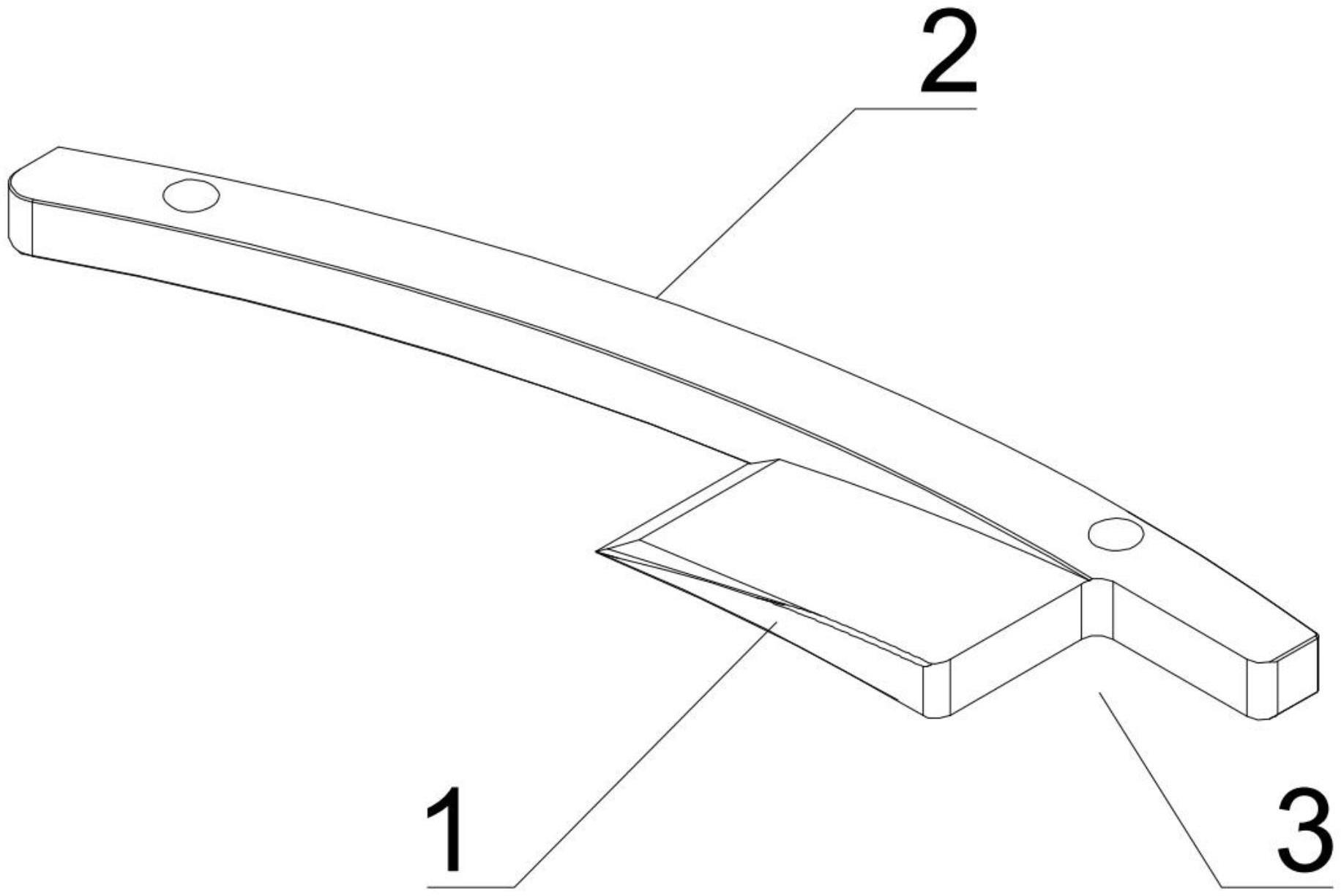
1.一种缩颈翻边机转送星轮导向机构,其特征在于,包括:导向部(1)和能够安装在缩颈翻边机的罐底成型站出口处的安装部(2);
2.根据权利要求1所述的一种缩颈翻边机转送星轮导向机构,其特征在于,所述第一锐角为6°—7°。
3.根据权利要求2所述的一种缩颈翻边机转送星轮导向机构,其特征在于,所述第一锐角为6.5°。
4.根据权利要求2所述的一种缩颈翻边机转送星轮导向机构,其特征在于,所述第二锐角为22.5°—23.5°。
5.根据权利要求4所述的一种缩颈翻边机转送星轮导向机构,其特征在于,所述第二锐角为23°。
6.根据权利要求2所述的一种缩颈翻边机转送星轮导向机构,其特征在于,所述第三锐角为26.5°—27.5°。
7.根据权利要求6所述的一种缩颈翻边机转送星轮导向机构,其特征在于,所述第三锐角为27°。
8.根据权利要求1所述的一种缩颈翻边机转送星轮导向机构,其特征在于,所述底面的长度为39mm—43mm,所述分离区(3)的长度为19mm—23mm。
9.根据权利要求8所述的一种缩颈翻边机转送星轮导向机构,其特征在于,所述底面的长度为41mm,所述分离区(3)的长度为21mm。
10.根据权利要求1所述的一种缩颈翻边机转送星轮导向机构,其特征在于,所述安装部(2)上设有至少两个安装孔(21)。
技术总结
本技术公开了一种缩颈翻边机转送星轮导向机构,包括:导向部和安装部;导向部的顶面和底面相对设置,第一侧面与第三侧面相对设置,第二侧面与第四侧面相对设置,顶面与底面之间的夹角为第一锐角,第一侧面与底面之间的夹角为第二锐角;顶面和第二侧面靠近第一侧面的交界处设有斜切面,斜切面与底面之间的夹角为第三锐角,第二锐角和第三锐角均大于第一锐角;导向部设在安装部一侧,第四侧面与安装部固定连接,第二侧面为弧面;第三侧面与第一侧面的间距小于安装部固定有导向部一端的端面与第一侧面的间距,第二侧面延长面、第三侧面、第四侧面延长面和安装部固定有导向部一端的端面所处平面围成分离区。克服了现有导向机构存在的缺陷。
技术研发人员:聂晓辉,吴迪
受保护的技术使用者:河北宝钢制罐北方有限公司
技术研发日:20230413
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!