一种漆包线生产用绕线收卷机构的制作方法
本技术属于漆包线生产设备,尤其用于漆包线生产时的绕线装置,具体涉及一种漆包线生产用绕线收卷机构。
背景技术:
1、漆包线是绕组线的一个主要品种,由导体和绝缘层两部组成,裸线经退火软化后,再经过多次涂漆,烘焙而成。但要生产出既符合标准要求,又满足客户要求的产品并不容易,它受原材料质量,工艺参数,生产设备,环境等因素影响,因此,各种漆包线的质量特性各不相同,但都具备机械性能,化学性能,电性能,热性能四大性能。
2、现有漆包线在生产过程中或生产结束后经常会采用绕线轮将漆包线绕线收卷,用于运输和存放,方便下一个加工步骤的有效进行;但现有的绕线装置通常只能单个绕线轮安装绕线,拆卸安装绕线轮的频率较高,大大降低了生产效率。
3、申请号为cn202121251670.2的专利,其内容为:本实用新型提供了一种多功能漆包线收卷装置,包括底座、上座、收卷辊、张紧轮、摩擦轮、转轴、电机,上座通过底部的重量传感器安装在底座上,收卷辊、张紧轮、摩擦轮均设于上座中,收卷辊由电机带动旋转,张紧轮两端固定在上座内侧,摩擦轮固定在转轴上,转轴两端均可转动式连接有计米器,计米器可滑动式设于上座两侧的滑槽内,滑槽内设有弹簧,漆包线依次绕过摩擦轮和张紧轮后收卷至收卷辊上,弹簧使计米器产生向漆包线方向移动的趋势。本实用新型提供的一种多功能漆包线收卷装置实现了对已收卷漆包线的长度和重量的测量,使每卷漆包线的规格一致,同时可通过长度和重量数据获取漆包线质量是否符合要求。
4、上述专利虽然通过计米器实现了对漆包线绕线的长度和重量的测量,但对于在绕线轮上的排线均匀性无法控制,且只能单卷绕线,导致换卷频率高,使生产效率降低。
技术实现思路
1、本实用新型要解决上述背景技术中的问题,为此提供了一种漆包线生产用绕线收卷机构。
2、本实用新型解决其技术问题采用的技术方案是:
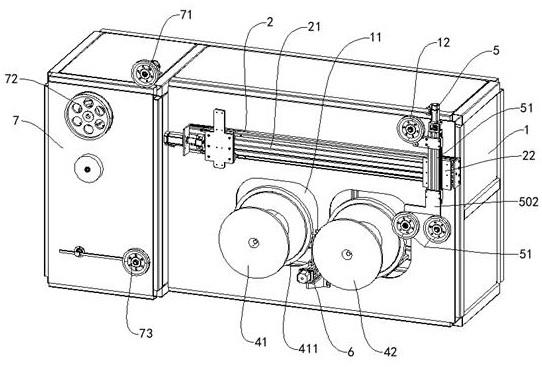
3、一种漆包线生产用绕线收卷机构,包括安装箱体,所述安装箱体背板后侧上部安装有线轮分线机构,所述安装箱体背板后侧中间开有两个线轮活动槽,两个所述线轮活动槽内通过排线机构活动安装有两个绕线电机,两个所述绕线电机驱动端朝后分别安装有左绕线轮和右绕线轮,所述线轮分线机构上活动安装有绕线调整机构,所述绕线调整机构下方活动安装有两个引线轮,所述安装箱体背板后侧面位于两个线轮活动槽之间下方位置安装有剪刀装置,所述绕线调整机构左侧上方通过定位块安装有第二导线轮,所述安装箱体背板左侧安装有牵引箱体,所述牵引箱体后侧左上方安装有第一导线轮,所述牵引箱体背板后侧上方通过定速电机安装有定速轮,所述牵引箱体背板后侧下方安装有恒张力轮,线材依次绕过定速轮上方、恒张力轮下方、第一导线轮上方、第二导线轮上方和两个引线轮之间收卷在左绕线轮和右绕线轮上。
4、较佳的,所述剪刀装置包括剪刀支架、剪刀支撑板、剪刀驱动气缸、伸缩剪刀片和固定剪刀片,所述剪刀支架为直角架,所述剪刀支架的直角一侧螺纹固定在安装箱体背板后侧面,所述剪刀驱动气缸驱动端朝上固定在剪刀支架的直角另一侧上,所述剪刀支撑板垂直固定在安装箱体背板后侧面,所述固定剪刀片和伸缩剪刀片中间段铰接在剪刀支撑板右侧,所述固定剪刀片固定在剪刀支撑板右侧,所述剪刀驱动气缸的伸缩柱上端侧面通过转轴铰接在伸缩剪刀片前端,所述剪刀驱动气缸带动伸缩剪刀片在固定剪刀片处铰接剪切。
5、较佳的,所述剪刀装置还包括推线装置,所述推线装置包括推线安装架、推线板、推板滑块和滑动电机驱动的丝杆机构,所述推线安装架前端垂直固定在安装箱体背板后侧面位于剪刀支架下方,所述滑动电机驱动的丝杆机构安装在推线安装架上表面,所述推线板通过推板滑块活动安装在滑动电机驱动的丝杆机构上前后向移动,所述推线板在伸缩剪刀片右侧前后移动。
6、较佳的,所述左绕线轮前端还安装有捕线器,所述捕线器包括捕线盘和捕线夹,所述捕线盘固定安装在左绕线轮前端,配合左绕线轮同步转动,所述捕线轮后端边沿处设置有倒斜面,所述捕线夹为z形夹板,所述捕线夹固定在捕线轮的倒斜面上,所述捕线夹的夹口朝左。
7、较佳的,所述排线机构包括排线安装板、两个导轨机构、排线支撑板和排线电机驱动的丝杆机构,所述排线支撑板垂直安装在安装箱体背板前侧面,两个所述导轨机构分别安装在排线支撑板上表面左右两边沿处,所述排线电机驱动的丝杆机构安装在排线支撑板中间处,所述排线安装板通过排线电机驱动的丝杆机构和两个导轨机构在排线支撑板上方前后向移动,两个所述绕线电机分别通过两个电机支架固定安装在排线安装板上左右两侧。
8、较佳的,所述线轮分线机构包括分线滑块和分线电机驱动的丝杆机构,所述分线电机驱动的丝杆机构左右向安装在安装箱体背板后侧面上部,所述绕线调整机构通过分线滑块活动安装在分线电机驱动的丝杆机构上左右移动。
9、较佳的,所述绕线调整机构包括线轮调整板和绕线调整电机驱动的丝杆机构,所述线轮调整板安装在绕线调整电机驱动的丝杆机构上上下移动,两个所述引线轮分别安装在线轮调整板下端左右两侧。
10、较佳的,所述排线支撑板右侧前后向安装有两个第一接近开关,两个所述第一接近开关的安装间距满足左绕线轮和右绕线轮轴向绕线的移动间距。
11、较佳的,所述推线安装架位于推线滑板侧面安装有两个第二接近开关,两个所述第二接近开关的安装间距满足推线滑块带动推线板将线材推至伸缩剪刀片剪切的移动间距。
12、与现有技术相比,本实用新型的有益效果如下:
13、1、本实用新型通过线轮分线机构、线轮调整机构、两个引线轮、剪刀装置和捕线器配合左绕线轮和右绕线轮实现对线材在右绕线轮的工位绕线收卷满了之后向左绕线轮的工位进行换位绕线收卷,且左绕线轮和右绕线轮通过排线机构带动同步前后移动,使线材在左绕线轮或右绕线轮的轴向均匀排线,实现了两个绕线轮进行一次拆卸和安装,降低了绕线轮的更换频率,提高了生产绕线的效率;
14、2、本实用新型通过推线装置配合剪刀装置实现对线材从右绕线轮换向左绕线轮时的剪切,通过捕线夹对剪断的线材进行捕捉绕至左绕线轮上,提高向左绕线轮换卷的准确性。
技术特征:
1.一种漆包线生产用绕线收卷机构,包括安装箱体,其特征在于:所述安装箱体背板后侧上部安装有线轮分线机构,所述安装箱体背板后侧中间开有两个线轮活动槽,两个所述线轮活动槽内通过排线机构活动安装有两个绕线电机,两个所述绕线电机驱动端朝后分别安装有左绕线轮和右绕线轮,所述线轮分线机构上活动安装有绕线调整机构,所述绕线调整机构下方活动安装有两个引线轮,所述安装箱体背板后侧面位于两个线轮活动槽之间下方位置安装有剪刀装置,所述绕线调整机构左侧上方通过定位块安装有第二导线轮,所述安装箱体背板左侧安装有牵引箱体,所述牵引箱体后侧左上方安装有第一导线轮,所述牵引箱体背板后侧上方通过定速电机安装有定速轮,所述牵引箱体背板后侧下方安装有恒张力轮,线材依次绕过定速轮上方、恒张力轮下方、第一导线轮上方、第二导线轮上方和两个引线轮之间收卷在左绕线轮和右绕线轮上。
2.根据权利要求1所述的漆包线生产用绕线收卷机构,其特征在于:所述剪刀装置包括剪刀支架、剪刀支撑板、剪刀驱动气缸、伸缩剪刀片和固定剪刀片,所述剪刀支架为直角架,所述剪刀支架的直角一侧螺纹固定在安装箱体背板后侧面,所述剪刀驱动气缸驱动端朝上固定在剪刀支架的直角另一侧上,所述剪刀支撑板垂直固定在安装箱体背板后侧面,所述固定剪刀片和伸缩剪刀片中间段铰接在剪刀支撑板右侧,所述固定剪刀片固定在剪刀支撑板右侧,所述剪刀驱动气缸的伸缩柱上端侧面通过转轴铰接在伸缩剪刀片前端,所述剪刀驱动气缸带动伸缩剪刀片在固定剪刀片处铰接剪切。
3.根据权利要求2所述的漆包线生产用绕线收卷机构,其特征在于:所述剪刀装置还包括推线装置,所述推线装置包括推线安装架、推线板、推板滑块和滑动电机驱动的丝杆机构,所述推线安装架前端垂直固定在安装箱体背板后侧面位于剪刀支架下方,所述滑动电机驱动的丝杆机构安装在推线安装架上表面,所述推线板通过推板滑块活动安装在滑动电机驱动的丝杆机构上前后向移动,所述推线板在伸缩剪刀片右侧前后移动。
4.根据权利要求3所述的漆包线生产用绕线收卷机构,其特征在于:所述左绕线轮前端还安装有捕线器,所述捕线器包括捕线盘和捕线夹,所述捕线盘固定安装在左绕线轮前端,配合左绕线轮同步转动,所述左绕线轮后端边沿处设置有倒斜面,所述捕线夹为z形夹板,所述捕线夹固定在左绕线轮的倒斜面上,所述捕线夹的夹口朝左。
5.根据权利要求4所述的漆包线生产用绕线收卷机构,其特征在于:所述排线机构包括排线安装板、两个导轨机构、排线支撑板和排线电机驱动的丝杆机构,所述排线支撑板垂直安装在安装箱体背板前侧面,两个所述导轨机构分别安装在排线支撑板上表面左右两边沿处,所述排线电机驱动的丝杆机构安装在排线支撑板中间处,所述排线安装板通过排线电机驱动的丝杆机构和两个导轨机构在排线支撑板上方前后向移动,两个所述绕线电机分别通过两个电机支架固定安装在排线安装板上左右两侧。
6.根据权利要求5所述的漆包线生产用绕线收卷机构,其特征在于:所述线轮分线机构包括分线滑块和分线电机驱动的丝杆机构,所述分线电机驱动的丝杆机构左右向安装在安装箱体背板后侧面上部,所述绕线调整机构通过分线滑块活动安装在分线电机驱动的丝杆机构上左右移动。
7.根据权利要求6所述的漆包线生产用绕线收卷机构,其特征在于:所述绕线调整机构包括线轮调整板和绕线调整电机驱动的丝杆机构,所述线轮调整板安装在绕线调整电机驱动的丝杆机构上上下移动,两个所述引线轮分别安装在线轮调整板下端左右两侧。
8.根据权利要求7所述的漆包线生产用绕线收卷机构,其特征在于:所述排线支撑板右侧前后向安装有两个第一接近开关,两个所述第一接近开关的安装间距满足左绕线轮和右绕线轮轴向绕线的移动间距。
9.根据权利要求8所述的漆包线生产用绕线收卷机构,其特征在于:所述推线安装架位于推线滑板侧面安装有两个第二接近开关,两个所述第二接近开关的安装间距满足推线滑块带动推线板将线材推至伸缩剪刀片剪切的移动间距。
技术总结
本技术提供了一种漆包线生产用绕线收卷机构,包括安装箱体,安装箱体背板后侧上部安装有线轮分线机构,安装箱体背板后侧中间开有两个线轮活动槽,两个线轮活动槽内通过排线机构活动安装有两个绕线电机,两个绕线电机驱动端朝后分别安装有左绕线轮和右绕线轮,线轮分线机构上活动安装有绕线调整机构,安装箱体背板后侧面位于两个线轮活动槽之间下方位置安装有剪刀装置,绕线调整机构左侧上方通过定位块安装有第二导线轮;本技术通过线轮分线机构、线轮调整机构、两个引线轮、剪刀装置和捕线器配合左绕线轮和右绕线轮实现对线材在左右两个工位的绕线轮上依次进行绕线收卷,且左绕线轮和右绕线轮通过排线机构使线材在绕线轮的轴向均匀排线。
技术研发人员:姚素成
受保护的技术使用者:晟淼(常州)智能制造有限公司
技术研发日:20230418
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!