一种下料装置及组装生产线的制作方法
本技术涉及自动化组装领域,尤其涉及一种下料装置及组装生产线。
背景技术:
1、手机后盖中存在一种金属内环零件,用于组装摄像头,其内侧壁具有台阶面。由于手机摄像头组装精密要求高,故在金属内环的运输过程中,需要防止金属内环出现移位刮伤、碰伤和磨伤等情况。对于这类精密零件而言,为了避免其在运输过程中受到损伤,往往将这类零件存放在牙盘上进行运输。
2、请一并参阅图1和图2,牙盘20表面具有若干个环形的凸起21,每个环形凸起21内侧的区域可以容纳一个零件。零件中部的通孔内穿设有销钉30,销钉30同时穿设于牙盘20,且销钉30的头部压于零件的台阶面上,从而配合牙盘20上的凸起21对零件进行固定和保护。
3、在组装手机过程中需要用到上述金属内环时,由工作人员将金属内环从牙盘上取下,使金属内环流入下一工序。然而,人工作业费时费力,且生产效率低。
技术实现思路
1、为了解决现有技术中存在的人工下料费时费力,且生产效率低的问题,本实用新型的目的之一是提供一种下料装置。
2、本实用新型提供如下技术方案:
3、一种下料装置,包括移载机构、去销钉机构和下料机构;
4、所述移载机构包括移位组件和定位组件,所述定位组件沿所述移位组件的移载方向设置有多个支撑位;
5、所述去销钉机构和所述下料机构对应所述支撑位沿所述移载方向依次分布。
6、作为对所述下料装置的进一步可选的方案,所述去销钉机构包括顶针组件,所述顶针组件包括顶销驱动件和若干顶针,若干所述顶针设置于所述顶销驱动件的驱动端。
7、作为对所述下料装置的进一步可选的方案,所述去销钉机构还包括抹销组件,所述抹销组件包括隔板、抹销驱动件和抹销件;
8、所述隔板位于所述顶销驱动件的上方,所述隔板上设有通孔;
9、所述抹销件设置于所述抹销驱动件的驱动端,且位于所述隔板的上方。
10、作为对所述下料装置的进一步可选的方案,所述去销钉机构还包括回收组件,所述回收组件包括回收漏斗和回收盒,所述回收漏斗位于所述隔板的边沿处,所述回收漏斗与所述回收盒连接。
11、作为对所述下料装置的进一步可选的方案,所述移位组件包括移载件和移载驱动件,所述移载件设置于所述移载驱动件的驱动端,所述移载件具有至少两个放置位,至少两个所述放置位沿所述移位组件的移载方向排列。
12、作为对所述下料装置的进一步可选的方案,所述定位组件包括顶升驱动件、支撑件和工位定位销,所述支撑件设置于所述顶升驱动件的驱动端,所述工位定位销设置于所述支撑件。
13、作为对所述下料装置的进一步可选的方案,所述下料装置还包括供料仓机构和回收仓机构,所述供料仓机构和所述回收仓机构位于所述移位组件的移动行程的两个末端。
14、作为对所述下料装置的进一步可选的方案,所述供料仓机构包括供料驱动件和供料架,所述供料架设置于所述供料驱动件的驱动端,所述回收仓机构包括回收驱动件和回收架,所述回收架设置于所述回收驱动件的驱动端。
15、作为对所述下料装置的进一步可选的方案,所述下料装置还包括对接机构,所述对接机构包括料盘、空盘仓、存储仓和输送带,所述空盘仓和所述存储仓均位于所述输送带的输送路径上,部分所述输送带位于所述下料机构的下料区域内。
16、本实用新型的另一目的是提供一种组装生产线。
17、本实用新型提供如下技术方案:
18、一种组装生产线,包括上述下料装置。
19、本实用新型的实施例具有如下有益效果:
20、在上述下料装置中,去销钉机构和下料机构沿移位组件的移载方向依次分布,并与定位组件的支撑位对应。移位组件先将牙盘移载至去销钉机构处,经定位组件对牙盘进行定位后,由去销钉机构将牙盘上的销钉去除,从而解除对工件的固定。移位组件再将牙盘移载至下料机构处,经定位组件对牙盘进行定位后,由下料机构将工件从牙盘上取下。上述下料装置能够自动完成工件的下料作业,从而节省人力,提高生产效率。
21、为使本实用新型的上述目的、特征和优点能更明显和易懂,下文特举较佳实施例,并配合所附附图,做详细说明如下。
技术特征:
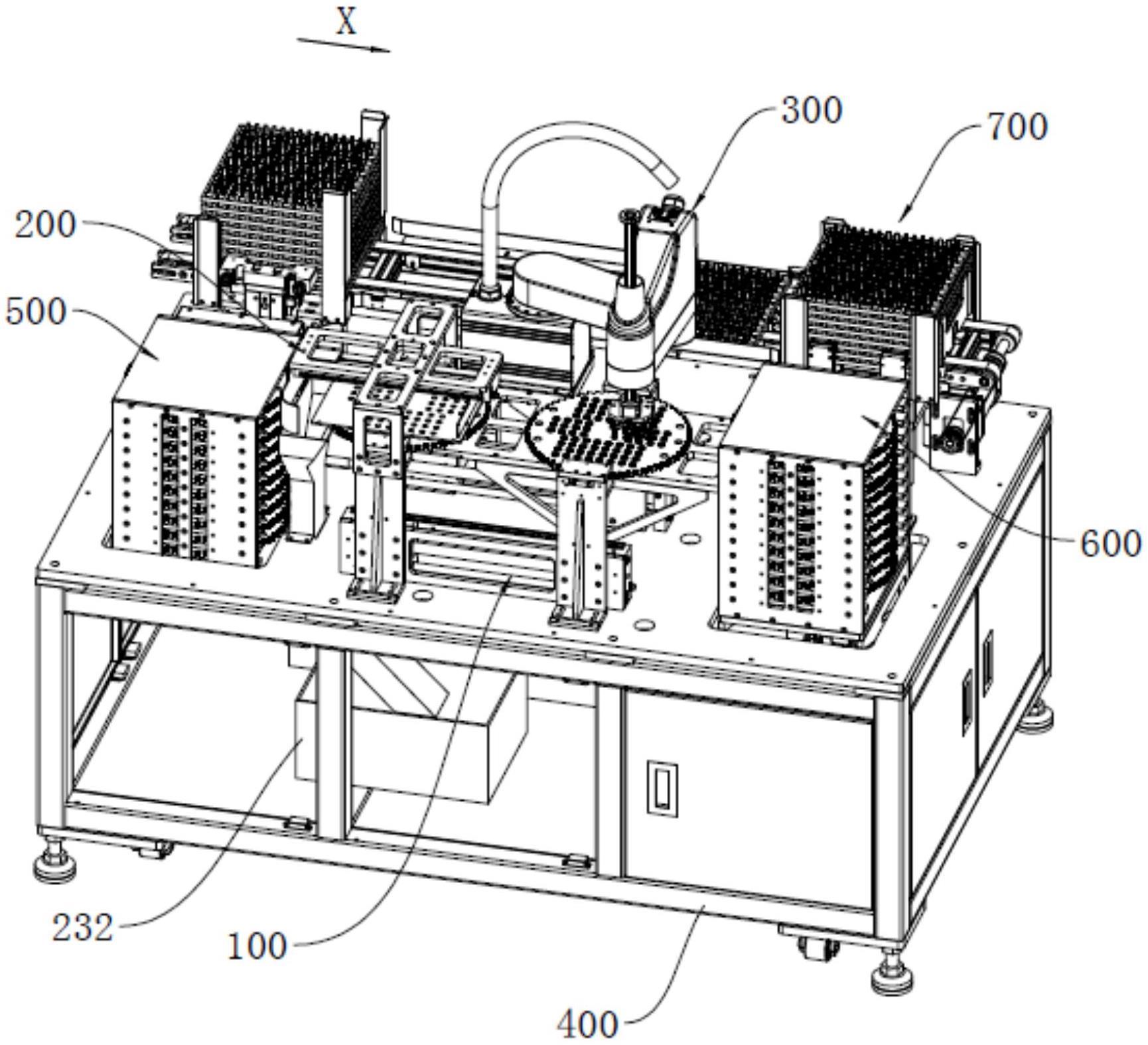
1.一种下料装置,其特征在于,包括移载机构(100)、去销钉机构(200)和下料机构(300);
2.根据权利要求1所述的下料装置,其特征在于,所述去销钉机构(200)包括顶针组件(210),所述顶针组件(210)包括顶销驱动件(212)和若干顶针(214),若干所述顶针(214)设置于所述顶销驱动件(212)的驱动端。
3.根据权利要求2所述的下料装置,其特征在于,所述去销钉机构(200)还包括抹销组件(220),所述抹销组件(220)包括隔板(222)、抹销驱动件(223)和抹销件(224);
4.根据权利要求3所述的下料装置,其特征在于,所述去销钉机构(200)还包括回收组件(230),所述回收组件(230)包括回收漏斗(231)和回收盒(232),所述回收漏斗(231)位于所述隔板(222)的边沿处,所述回收漏斗(231)与所述回收盒(232)连接。
5.根据权利要求1-4中任一项所述的下料装置,其特征在于,所述移位组件(110)包括移载件(112)和移载驱动件(111),所述移载件(112)设置于所述移载驱动件(111)的驱动端,所述移载件(112)具有至少两个放置位(112a),至少两个所述放置位(112a)沿所述移位组件(110)的移载方向排列。
6.根据权利要求1-4中任一项所述的下料装置,其特征在于,所述定位组件(120)包括顶升驱动件(121)、支撑件(122)和工位定位销(123),所述支撑件(122)设置于所述顶升驱动件(121)的驱动端,所述工位定位销(123)设置于所述支撑件(122)。
7.根据权利要求1所述的下料装置,其特征在于,所述下料装置还包括供料仓机构(500)和回收仓机构(600),所述供料仓机构(500)和所述回收仓机构(600)位于所述移位组件的移动行程的两个末端。
8.根据权利要求7所述的下料装置,其特征在于,所述供料仓机构(500)包括供料驱动件(510)和供料架(520),所述供料架(520)设置于所述供料驱动件(510)的驱动端,所述回收仓机构(600)包括回收驱动件(610)和回收架(620),所述回收架(620)设置于所述回收驱动件(610)的驱动端。
9.根据权利要求1所述的下料装置,其特征在于,所述下料装置还包括对接机构(700),所述对接机构(700)包括料盘(710)、空盘仓(720)、存储仓(730)和输送带(740),所述空盘仓(720)和所述存储仓(730)均位于所述输送带(740)的输送路径上,部分所述输送带(740)位于所述下料机构(300)的下料区域内。
10.一种组装生产线,其特征在于,包括如权利要求1-9中任一项所述的下料装置。
技术总结
本技术提供一种下料装置及组装生产线,涉及自动化组装领域。下料装置包括移载机构、去销钉机构和下料机构;移载机构包括移位组件和定位组件,定位组件沿移位组件的移载方向设置有多个支撑位;去销钉机构和下料机构对应支撑位沿移载方向依次分布。移位组件先将牙盘移载至去销钉机构处,经定位组件对牙盘进行定位后,由去销钉机构将牙盘上的销钉去除,从而解除对工件的固定。移位组件再将牙盘移载至下料机构处,经定位组件对牙盘进行定位后,由下料机构将工件从牙盘上取下。上述下料装置能够自动完成工件的下料作业,从而节省人力,提高生产效率。
技术研发人员:杨宏志,梁伟团,曾鹏程
受保护的技术使用者:蓝思智能机器人(长沙)有限公司
技术研发日:20230417
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!