一种叠片复合吸盘装置的制作方法
本技术属于搬运设备,具体涉及一种叠片复合吸盘装置。
背景技术:
1、锂离子电池电芯的生产工艺一般包括卷绕工艺和叠片工艺,其中的叠片工艺生产的电芯具有容量高、内阻小的优势,且叠片工艺生产的电芯形状多样,可根据实际需要而设计,叠片式电池的电芯由隔膜、负极片、隔膜、正极片依次层叠形成,叠片式电池的电芯一般采用叠片台装置进行制备。
2、目前的电池叠片工艺采用吸盘或者吸板工艺进行正负极片的搬运转移,目前的吸盘或者吸板方案都存在不同的问题,吸盘方案主要问题:吸嘴长时间使用后会损伤极片表面,造成电芯的品质不良,吸嘴使用寿命较短,一般三个月需要进行更换,损失生产时间。吸板采用包胶工艺,主要问题:在吸附极片搬运过程中,极片易掉落,而无论吸盘还是吸板都容易造成使用寿命过短的问题。
3、因此,亟需开发一种新的叠片复合吸盘装置,以解决上述问题。
技术实现思路
1、本实用新型的目的是提供一种叠片复合吸盘装置。
2、为了解决上述技术问题,本实用新型提供了一种叠片复合吸盘装置,其包括:安装组件、包胶组件、吸嘴组件和吸气组件;其中所述安装组件的顶部连接有驱动件,所述包胶组件位于安装组件的底部,所述吸嘴组件安装在包胶组件的底部,所述吸气组件与包胶组件、吸嘴组件连通;所述安装组件在驱动件带动下按设定轨迹移动,以带动所述包胶组件、吸嘴组件移动,且所述吸气组件适于通过包胶组件、吸嘴组件吸附或放开极片。
3、进一步,所述安装组件包括:安装板,以用于安装所述包胶组件。
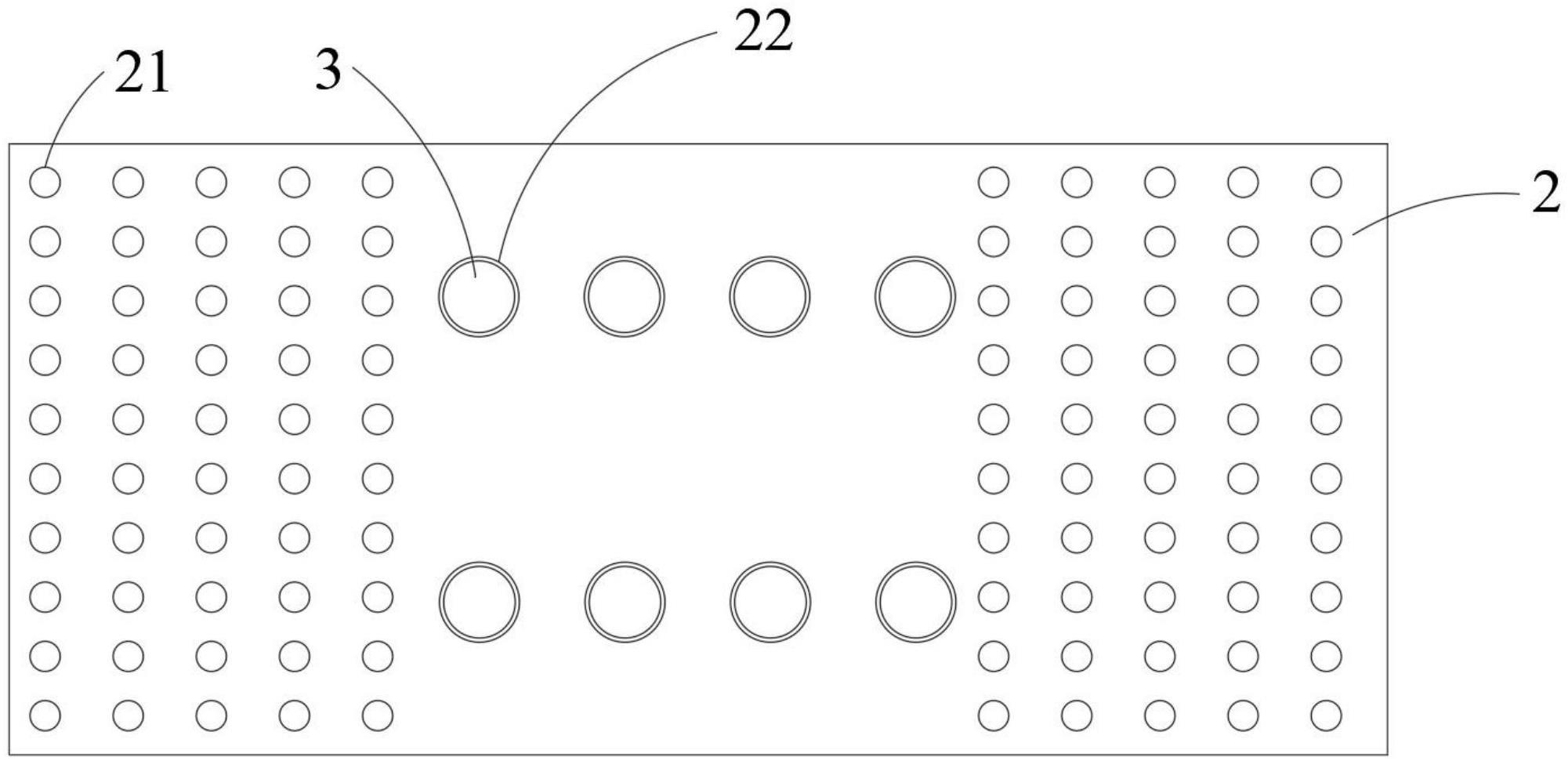
4、进一步,所述包胶组件包括:包胶层;所述包胶层固定在安装组件的底部,所述包胶层上开设有若干真空孔道及若干吸盘安装孔;各所述真空孔道、各吸盘安装孔与吸气组件连通,且所述吸盘安装孔内安装吸嘴组件。
5、进一步,所述真空孔道的孔道直径为0.8-1.2mm,孔道间距为0.8-1.2mm。
6、进一步,各所述吸盘安装孔分布于包胶层底部的中间区域处,且各所述真空孔道分布于各吸盘安装孔的外侧区域。
7、进一步,所述吸嘴组件包括:若干真空吸嘴;各所述真空吸嘴分别安装在对应的吸盘安装孔内。
8、进一步,所述真空吸嘴的直径为3.5-4.5mm。
9、进一步,所述安装板为铝板。
10、进一步,所述驱动件采用气缸或电机或机械手。
11、进一步,所述吸气组件包括:真空气泵;所述真空气泵连通各真空孔道及各吸盘安装孔。
12、本实用新型的有益效果是,本实用新型通过在安装组件底部安装包胶组件,将吸嘴组件安装在包胶组件的底部,能够解决吸板搬运极片过程中,极片容易掉片问题,同时解决吸嘴寿命较短问题,可以提升叠片过程良率,以及叠片设备稼动率。
13、本实用新型的其他特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型而了解。
14、为使本实用新型的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
技术特征:
1.一种叠片复合吸盘装置,其特征在于,包括:
2.如权利要求1所述的叠片复合吸盘装置,其特征在于,
3.如权利要求1所述的叠片复合吸盘装置,其特征在于,
4.如权利要求3所述的叠片复合吸盘装置,其特征在于,
5.如权利要求3所述的叠片复合吸盘装置,其特征在于,
6.如权利要求3所述的叠片复合吸盘装置,其特征在于,
7.如权利要求6所述的叠片复合吸盘装置,其特征在于,
8.如权利要求2所述的叠片复合吸盘装置,其特征在于,
9.如权利要求2所述的叠片复合吸盘装置,其特征在于,
10.如权利要求3所述的叠片复合吸盘装置,其特征在于,
技术总结
本技术属于搬运设备技术领域,具体涉及一种叠片复合吸盘装置,本叠片复合吸盘装置包括:安装组件、包胶组件、吸嘴组件和吸气组件;其中所述安装组件的顶部连接有驱动件,所述包胶组件位于安装组件的底部,所述吸嘴组件安装在包胶组件的底部,所述吸气组件与包胶组件、吸嘴组件连通;所述安装组件在驱动件带动下按设定轨迹移动,以带动所述包胶组件、吸嘴组件移动,且所述吸气组件适于通过包胶组件、吸嘴组件吸附或放开极片;本技术通过在安装组件底部安装包胶组件,将吸嘴组件安装在包胶组件的底部,能够解决吸板搬运极片过程中,极片容易掉片问题,同时解决吸嘴寿命较短问题,可以提升叠片过程良率,以及叠片设备稼动率。
技术研发人员:蒋永伟,沈笑声,胡高建
受保护的技术使用者:江苏天合储能有限公司
技术研发日:20230425
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!