一种重型叉车固定臂总成的定位工装的制作方法
本技术涉及叉车,具体是一种重型叉车固定臂总成的定位工装。
背景技术:
1、重型叉车固定臂总成是用于集装箱作业时的一种属具,工作时,通过和后货叉架连接,安装在门架上,实现集装箱货物的夹取、固定和移动;其中间两支撑板孔的同轴度直接影响属具夹具货物后侧移的稳定性;现场原有的划线组装方式,不仅不能保证组装后产品的精度要求,而且需要多人配合工作,存在劳动强度大,组装时间长的缺点,目前急需一种简易定位工装可以实现两立板的快速组装、定位,为此提出一种重型叉车固定臂总成的定位工装。
技术实现思路
1、本实用新型的目的在于提供一种重型叉车固定臂总成的定位工装,以解决上述背景技术中提出的问题。
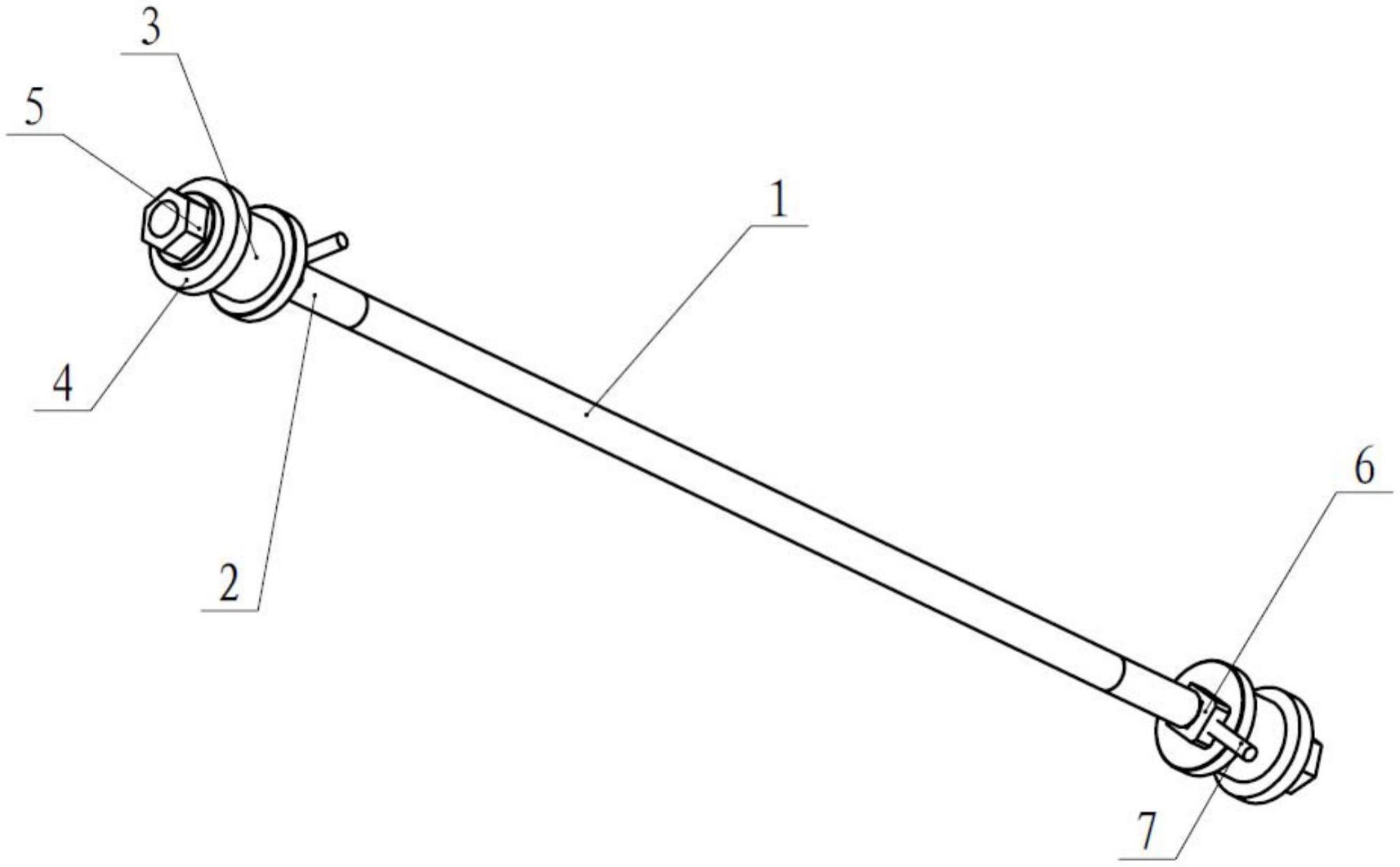
2、为实现上述目的,本实用新型提供如下技术方案:一种重型叉车固定臂总成的定位工装,包括圆棒,所述圆棒的纵向两端对称地依次设有端头组装芯棒、定位套筒和压板,所述压板通过端头组装芯棒端部的锁紧螺母对压板的端面进行锁紧,所述端头组装芯棒的外侧活动卡接有插接部。
3、作为本实用新型进一步的方案:所述压板远离定位套筒的端部套设有锁紧螺母,锁紧螺母内侧设置有内螺纹槽,且端头组装芯棒外侧设置有外螺纹,所述锁紧螺母和压板之间螺纹连接。
4、作为本实用新型进一步的方案:所述圆棒的两个端部均开设有圆形镗内孔,且端头组装芯棒的端部插接于与其适配的圆形镗内孔内部。
5、作为本实用新型进一步的方案:所述圆棒和所述端头组装芯棒的长轴处于同一直线。
6、作为本实用新型进一步的方案:所述端头组装芯棒截面最大的直径与定位套筒内部的直径相同,方便端头组装芯棒插入定位套筒的内部。
7、作为本实用新型进一步的方案:所述压板和锁紧螺母的内部均与端头组装芯棒的外侧匹配设置。
8、作为本实用新型进一步的方案:所述端头组装芯棒、定位套筒和压板之间均为接触连接。
9、作为本实用新型进一步的方案:所述端头组装芯棒外侧壁的中部开设有卡槽面,且插接部位于所述卡槽面处。
10、作为本实用新型进一步的方案:所述插接部包括插接于卡槽面内的限位块,所述限位块上活动连接有把手。
11、作为本实用新型进一步的方案:所述限位块的内部与卡槽面匹配设置,且限位块上开设有内螺纹通孔,所述把手的端部插接于内螺纹通孔的内部,所述限位块和把手螺纹连接。
12、与现有技术相比,本实用新型的有益效果是:本实用新型结构简单,通过设置圆棒、端头组装芯棒、定位套筒、压板、锁紧螺母和限位块,并在上述几个部件相互配合的作用下,可以对重型叉车固定臂总成上支撑板的位置进行快速定位并组装,而且还可以利用定位工装自身的设置,避免了多人配合工作,存在劳动强度大,组装时间长的缺点,方便对定位工装进行装卸,从而减少组装的时间并降低了劳动强度。
技术特征:
1.一种重型叉车固定臂总成的定位工装,包括圆棒(1),其特征在于,所述圆棒(1)的纵向两端对称地依次设有端头组装芯棒(2)、定位套筒(3)和压板(4),所述压板(4)通过端头组装芯棒(2)端部的锁紧螺母(5)对压板(4)的端面进行锁紧,所述端头组装芯棒(2)的外侧活动卡接有插接部。
2.根据权利要求1所述的重型叉车固定臂总成的定位工装,其特征在于,所述压板(4)远离定位套筒(3)的端部套设有锁紧螺母(5),锁紧螺母(5)的内侧设置有内螺纹槽,且端头组装芯棒(2)外侧设置有外螺纹,所述锁紧螺母(5)和压板(4)之间螺纹连接。
3.根据权利要求1所述的重型叉车固定臂总成的定位工装,其特征在于,所述圆棒(1)的两个端部均开设有圆形镗内孔,且端头组装芯棒(2)的端部插接于与其适配的圆形镗内孔内部。
4.根据权利要求1所述的重型叉车固定臂总成的定位工装,其特征在于,所述圆棒(1)和所述端头组装芯棒(2)的长轴处于同一直线。
5.根据权利要求1所述的重型叉车固定臂总成的定位工装,其特征在于,所述端头组装芯棒(2)截面最大的直径与定位套筒(3)内部的直径相同,方便端头组装芯棒(2)插入定位套筒(3)的内部。
6.根据权利要求1所述的重型叉车固定臂总成的定位工装,其特征在于,所述压板(4)和锁紧螺母(5)的内部均与端头组装芯棒(2)的外侧匹配设置。
7.根据权利要求1所述的重型叉车固定臂总成的定位工装,其特征在于,所述端头组装芯棒(2)、定位套筒(3)和压板(4)之间均为接触连接。
8.根据权利要求1所述的重型叉车固定臂总成的定位工装,其特征在于,所述端头组装芯棒(2)外侧壁的中部开设有卡槽面(2-1),且插接部位于所述卡槽面(2-1)处。
9.根据权利要求8所述的重型叉车固定臂总成的定位工装,其特征在于,所述插接部包括插接于卡槽面(2-1)内的限位块(6),所述限位块(6)上活动连接有把手(7)。
10.根据权利要求9所述的重型叉车固定臂总成的定位工装,其特征在于,所述限位块(6)的内部与卡槽面(2-1)匹配设置,且限位块(6)上开设有内螺纹通孔,所述把手(7)的端部插接于内螺纹通孔的内部,所述限位块(6)和把手(7)螺纹连接。
技术总结
本技术公开了一种重型叉车固定臂总成的定位工装,包括圆棒,所述圆棒的纵向两端对称地依次设有端头组装芯棒、定位套筒和压板,所述压板通过端头组装芯棒端部的锁紧螺母对压板的端面进行锁紧,所述端头组装芯棒的外侧活动卡接有插接部。本技术结构简单,通过设置圆棒、端头组装芯棒、定位套筒、压板、锁紧螺母和限位块,并在上述几个部件相互配合的作用下,可以对重型叉车固定臂总成上支撑板的位置进行快速定位并组装,而且还可以利用定位工装自身的设置,方便对定位工装进行装卸。
技术研发人员:张莉萍,徐小红,张伟,张玉,董镌
受保护的技术使用者:安徽合力股份有限公司
技术研发日:20230428
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!