一种供进水阀装配机使用的输送线装置的制作方法
本技术涉及进水阀装配生产设备,尤其涉及一种供进水阀装配机使用的输送线装置。
背景技术:
1、进水阀是马桶的最重要部件之一。目前,在马桶进水阀生产过程中,对于阀体、大号o型圈、活塞体等等较多部件均采用人工组装,如果仅靠人工进行组装,组装困难,生产效率低。为此中国专利cn201721805179.3提供一种马桶进水阀装配生产设备来解决上述技术问题,但是该马桶进水阀装配生产设备依然存在以下技术问题,即采用拨叉机构进行运输材料造成整个设备占用空间大,结构复杂,不方便控制调试。
技术实现思路
1、为了解决上述技术问题,本实用新型提供一种通过环形输送线对进水阀的间歇输送,能够在对进水阀进行装配测试的过程中实现自动搬料的效果,不仅无需人工转运,且整个结构设计合理占用空间小,控制方便,有效降低了工作强度,大大提高了工作效率,提高了实用性。
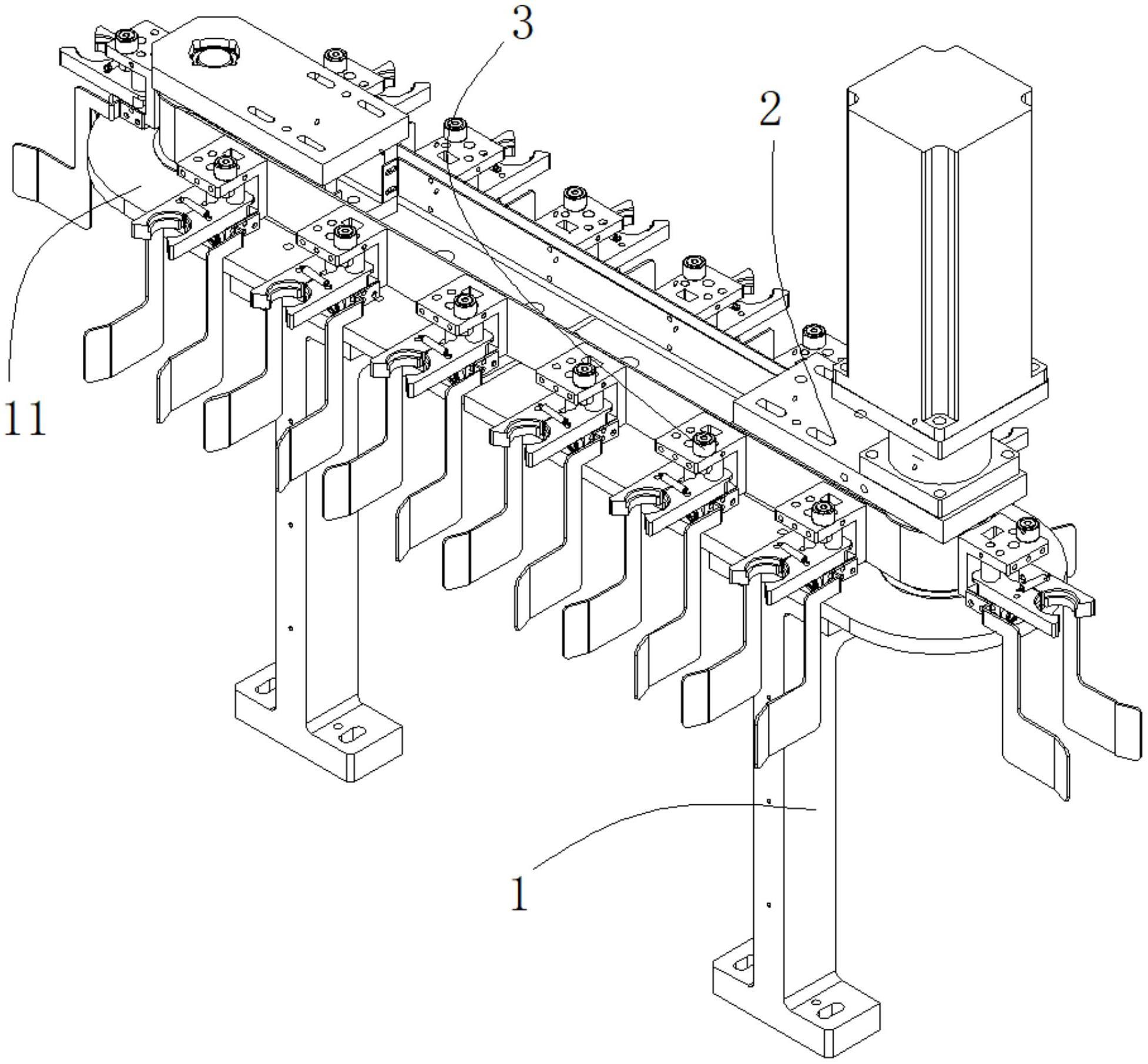
2、本实用新型的技术方案如下:一种供进水阀装配机使用的输送线装置,该输送线装置包括:
3、一支撑部件,所述支撑部件顶部设有滑动底板,用以提供滑动支撑;
4、一第一动力源,可转动设置于所述滑动底板上,用于提供动力;以及
5、一运载治具,可移动设置于所述滑动底板上,且阵列设置于所述第一动力源的输出端,所述第一动力源可驱动所述运载治具沿滑动底板座环形移动。
6、进一步的,所述运载治具包括工装固定块;所述工装固定块顶部可转动设有凸轮轴承;所述工装固定块上可摆动的镜像设有夹子;相邻所述夹子之间有一弹性元件驱动;相邻所述夹子之间设有一定位销;所述工装固定块两侧互为镜像固设有护板;所述工装固定块上可转动设有滚动导轮;所述滚动导轮与所述滑动底板线接触。
7、进一步的,所述工装固定块呈c形状设置;所述夹子一端倾斜设置;所述夹子上设有弧状凹槽,凹槽上都设有向内延伸的环状定位凸起部;所述夹子一端设有内凹弧状的第二定位槽。
8、进一步的,所述护板一端倾斜折弯设有导料部。
9、进一步的,所述第一动力源包括可调节安装在所述滑动底板上的第一驱动带轮部件和第二驱动带轮部件;所述第一驱动带轮部件顶部传动连接有伺服驱动电机;相邻所述第一驱动带轮部件和第二驱动带轮部件之间通过同步带传动连接;所述运载治具通过紧固件固设于所述同步带。
10、与现有技术相比较,本实用新型具有如下有益效果:本实用新型通过第一动力源驱动运载治具在支撑部件上表面进行环形移动,将进水阀依次运输至各个对应工位进行装配生产,整个过程能够在对进水阀进行装配、测试生产的过程中实现自动运输搬料的效果,不仅无需人工转运,搬运效果稳定,且整个结构设计合理占用空间小,控制方便,有效降低了工作强度,大大提高了工作效率,提高了实用性。
技术特征:
1.一种供进水阀装配机使用的输送线装置,其特征在于:该输送线装置包括:
2.如权利要求1所述的输送线装置,其特征在于:所述运载治具(3)包括工装固定块(31);所述工装固定块(31)顶部可转动设有凸轮轴承(32);所述工装固定块(31)上可摆动的镜像设有夹子(33);相邻所述夹子(33)之间有一弹性元件驱动;相邻所述夹子(33)之间设有一定位销(34);所述工装固定块(31)两侧互为镜像固设有护板(35);所述工装固定块(31)上可转动设有滚动导轮(36);所述滚动导轮与所述滑动底板(11)线接触。
3.如权利要求2所述的输送线装置,其特征在于:所述工装固定块(31)呈c形状设置;所述夹子(33)一端倾斜设置;所述夹子(33)上设有弧状凹槽,凹槽上都设有向内延伸的环状定位凸起部;所述夹子(33)一端设有内凹弧状的第二定位槽。
4.如权利要求2所述的输送线装置,其特征在于:所述护板(35)一端倾斜折弯设有导料部。
5.如权利要求2所述的输送线装置,其特征在于:所述第一动力源(2)包括可调节安装在所述滑动底板(11)上的第一驱动带轮部件(21)和第二驱动带轮部件(22);所述第一驱动带轮部件(21)顶部传动连接有伺服驱动电机(23);相邻所述第一驱动带轮部件(21)和第二驱动带轮部件(22)之间通过同步带(24)传动连接;所述运载治具(3)通过紧固件固设于所述同步带。
技术总结
本技术涉及一种供进水阀装配机使用的输送线装置,该输送线装置包括:一支撑部件,所述支撑部件顶部设有滑动底板,用以提供滑动支撑;一第一动力源,可转动设置于所述滑动底板上,用于提供动力;以及一运载治具,可移动设置于所述滑动底板上,且阵列设置于所述第一动力源的输出端,所述第一动力源可驱动所述运载治具沿滑动底板座环形移动。本技术能够在对进水阀进行装配测试的过程中实现自动搬料的效果,不仅无需人工转运,且整个结构设计合理占用空间小,控制方便,有效降低了工作强度,大大提高了工作效率,提高了实用性。
技术研发人员:晏吉坤
受保护的技术使用者:厦门博奥特自动化科技有限公司
技术研发日:20230508
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!