一种自动化装箱装置的制作方法
本技术涉及装箱,尤其涉及一种自动化装箱装置。
背景技术:
1、为了增加放置产品的纸箱的承重,往往需要在纸箱内部放置纸格。
2、但由于纸格的尺寸需紧配纸箱尺寸,且纸格本身在制作时的误差也比较大,因此若先在纸箱放入纸格再放置产品,就会出现因无法准确定位纸格位置而导致产品无法放入的情况,又由于产品是液体包装,因此若先在纸箱放入产品再放置纸格,就会出现因无法准确定位产品位置而导致纸格无法放入的情况,所以目前大部分的纸格添加,都是人工添加而非通过机器自动添加,无法实现纸格的自动添加。
3、因此,亟需一种自动化装箱装置,以解决上述问题。
技术实现思路
1、本实用新型提供了一种自动化装箱装置,以解决现有技术无法实现自动添加纸格的问题。
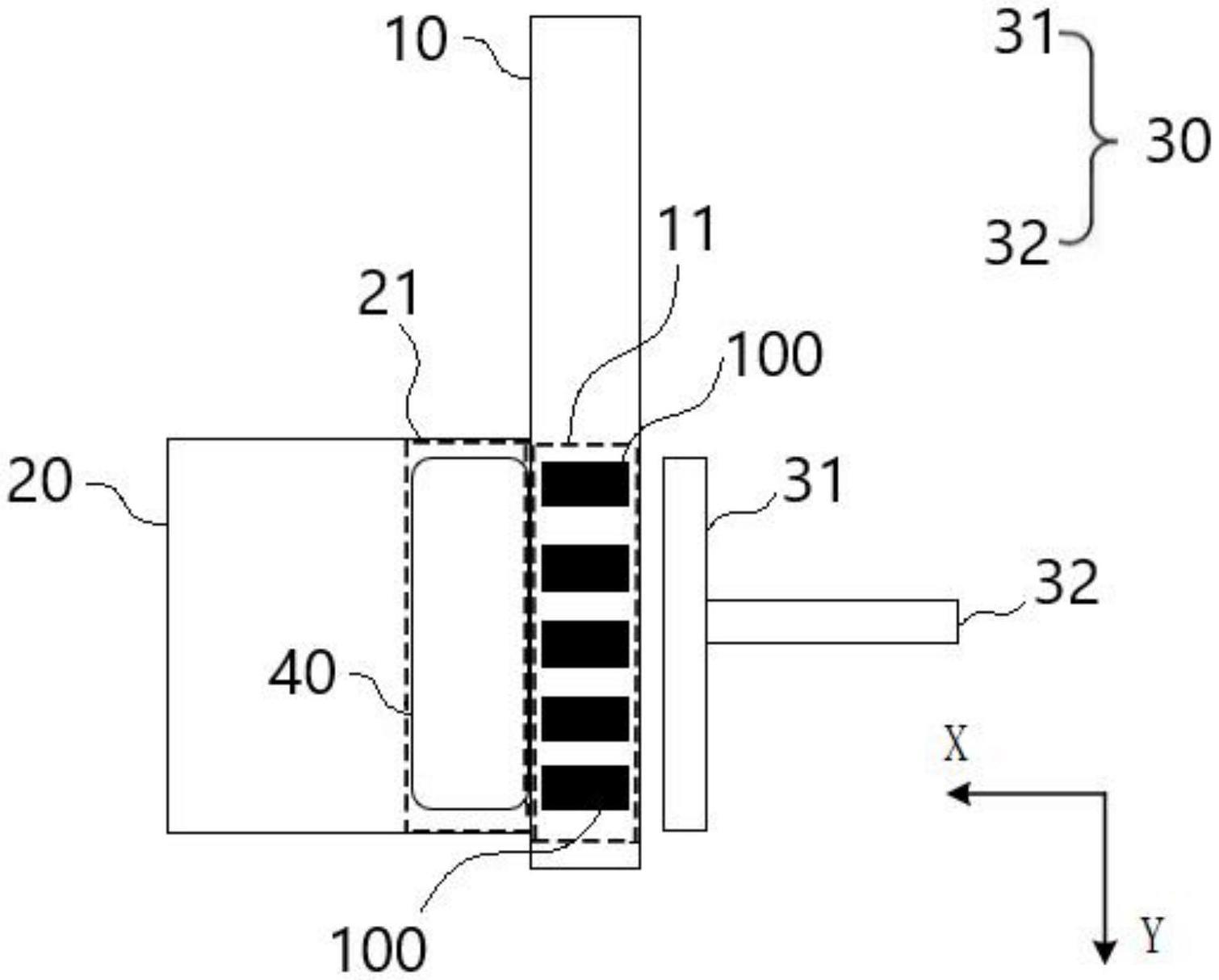
2、本实用新型实施例提供了一种自动化装箱装置,该自动化装箱装置,包括:
3、第一输送机构,用于将预设数量的产品沿第一方向运输至第一预设位置;
4、第二输送机构和侧推机构,所述侧推机构用于将运输至所述第一预设位置的产品推送至所述第二输送机构上;
5、纸格下放机构,位于所述第二输送机构上方,用于在所述产品运动至所述第二输送机构上时将预设数量的纸格至少下放至相邻两个所述产品之间;
6、所述第二输送机构用于将所述纸格和所述产品作为整体沿第二方向运输至封装区,所述第二方向与所述第一方向相交。
7、可选的,所述自动化装箱装置还包括:纸格仓;
8、所述纸格仓与所述纸格下放机构相连通,用于为所述纸格下放机构提供纸格。
9、可选的,所述自动化装箱装置还包括:装箱机构;
10、所述装箱机构用于将输送至所述封装区的纸格和产品一同装入纸箱中。
11、可选的,沿所述第二方向,所述第二输送机构位于所述第一输送机构一侧。
12、可选的,所述侧推机构包括侧推挡板,沿所述第二方向,所述侧推挡板位于所述第一输送机构远离所述第二输送机构的一侧。
13、可选的,所述侧推机构还包括侧推连接杆,所述侧推连接杆与所述侧推挡板连接,用于带动所述侧推挡板沿所述第二方向运动;
14、所述侧推连接杆沿所述第二方向延伸;或者,所述侧推连接杆沿所述第一方向延伸。
15、可选的,所述产品的预设数量为m,所述纸格的预设数量为n,其中,n=m-1,m和n均为正整数,m≥2。
16、可选的,所述第一输送机构包括第一输送带,所述第二输送机构包括第二输送带。
17、可选的,所述第一方向与所述第二方向相互垂直。
18、可选的,所述产品包括液体包装产品。
19、本实用新型实施例的技术方案,提供了一种自动化装箱装置,该自动化装箱装置包括第一输送机构、第二输送机构、侧推机构和纸格下放机构,第一输送机构用于将预设数量的产品沿第一方向运输至第一预设位置,侧推机构用于将运输至第一预设位置的产品推送至第二输送机构上,位于第二输送机构上方的纸格下放机构用于在产品运动至第二输送机构上时将预设数量的纸格至少下放至相邻两个产品之间,第二输送机构用于将纸格和产品作为整体沿第二方向运输至封装区,第二方向与第一方向相交。本实用新型实施例通过上述自动化装箱装置,解决了现有技术无法实现自动添加纸格的问题,具有提高纸格添加效率、减少人力投入以及降低成本有益效果。
20、应当理解,本部分所描述的内容并非旨在标识本实用新型的实施例的关键或重要特征,也不用于限制本实用新型的范围。本实用新型的其它特征将通过以下的说明书而变得容易理解。
技术特征:
1.一种自动化装箱装置,其特征在于,包括:
2.根据权利要求1所述的自动化装箱装置,其特征在于,所述自动化装箱装置还包括:纸格仓;
3.根据权利要求1所述的自动化装箱装置,其特征在于,所述自动化装箱装置还包括:装箱机构;
4.根据权利要求1所述的自动化装箱装置,其特征在于,沿所述第二方向,所述第二输送机构位于所述第一输送机构一侧。
5.根据权利要求1所述的自动化装箱装置,其特征在于,所述侧推机构包括侧推挡板,沿所述第二方向,所述侧推挡板位于所述第一输送机构远离所述第二输送机构的一侧。
6.根据权利要求5所述的自动化装箱装置,其特征在于,所述侧推机构还包括侧推连接杆,所述侧推连接杆与所述侧推挡板连接,用于带动所述侧推挡板沿所述第二方向运动;
7.根据权利要求1所述的自动化装箱装置,其特征在于,所述产品的预设数量为m,所述纸格的预设数量为n,其中,n=m-1,m和n均为正整数,m≥2。
8.根据权利要求1所述的自动化装箱装置,其特征在于,所述第一输送机构包括第一输送带,所述第二输送机构包括第二输送带。
9.根据权利要求1所述的自动化装箱装置,其特征在于,所述第一方向与所述第二方向相互垂直。
10.根据权利要求1所述的自动化装箱装置,其特征在于,所述产品包括液体包装产品。
技术总结
本技术公开了一种自动化装箱装置。该自动化装箱装置包括:第一输送机构,用于将预设数量的产品沿第一方向运输至第一预设位置;第二输送机构和侧推机构,所述侧推机构用于将运输至所述第一预设位置的产品推送至所述第二输送机构上;纸格下放机构,位于所述第二输送机构上方,用于在所述产品运动至所述第二输送机构上时将预设数量的纸格至少下放至相邻两个所述产品之间;所述第二输送机构用于将所述纸格和所述产品作为整体沿第二方向运输至封装区,所述第二方向与所述第一方向相交。本技术能够解决现有技术无法实现自动添加纸格的问题。
技术研发人员:苏伟业,张扬辉
受保护的技术使用者:广州达意隆包装机械股份有限公司
技术研发日:20230522
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!