全品规条烟高速包装机的制作方法
本技术涉及烟草包装领域,更具体地说涉及一种全品规条烟高速包装机。
背景技术:
1、近年来,烟草行业为了适应消费者不断提升的多样化消费需求,卷烟结构不断优化提升,细支烟、中支烟、雪茄烟、方型烟、木盒烟等超异型烟品规逐年增多,导致在分拣包装环节造成了效率瓶颈,且有由于条烟尺寸不一,尤其是短支烟、超异型烟在包装环节无法全部上线,卡烟等损耗情况比较严重。
2、问题的主要原因在于现有烟草包装流程中,采用叠烟机对烟盒进行垛叠,叠烟机的工作原理为利用翻板对传送带输送的烟草成批次进行垛叠,当烟盒达到指定数量翻板向下翻转,烟盒落入下方的接烟装置中进行垛叠。
3、现有叠烟机存在的主要问题如下:
4、因翻板需要翻转受到下部接烟装置的限制,导致两板间距较大存在缝隙,现有装置中两板间距约为翻板长度的50%,如使用叠烟机对不同型号的烟盒进行垛叠会因板间距过大导致小型烟盒落入间隙内,导致烟盒受损无法进行包装。现有技术中无法利用单一规格叠烟机的同时针对长条烟盒、标准烟盒和方块烟盒同时进行垛叠,需用不同型号的叠烟机对应同规格烟盒进行垛叠加工,降低生产效率的同时还浪费生产成本。进一步,同种规格的烟盒也易因进入时出现误差落入翻板间距内,需要停止机器生产,将盒体翻出,降低生产效率的同时也增加了次品率。
5、采用翻板旋转下落垛叠的方式易在下落过程中造成盒体损伤,增加次品率的产生。
6、目前行业在用包装机无法满足所有品规条烟的包装,受当前分拣设备和技术手段限制,由于分拣序列垛形不稳定,同一客户不同品规卷烟无法统一包装,仍采用分包方式。因此,分拣包装环节急需改造,以适应目前全品规包装的需求。
技术实现思路
1、本实用新型克服了现有技术中的不足,提供了一种全品规条烟高速包装机。
2、本实用新型的目的通过下述技术方案予以实现。
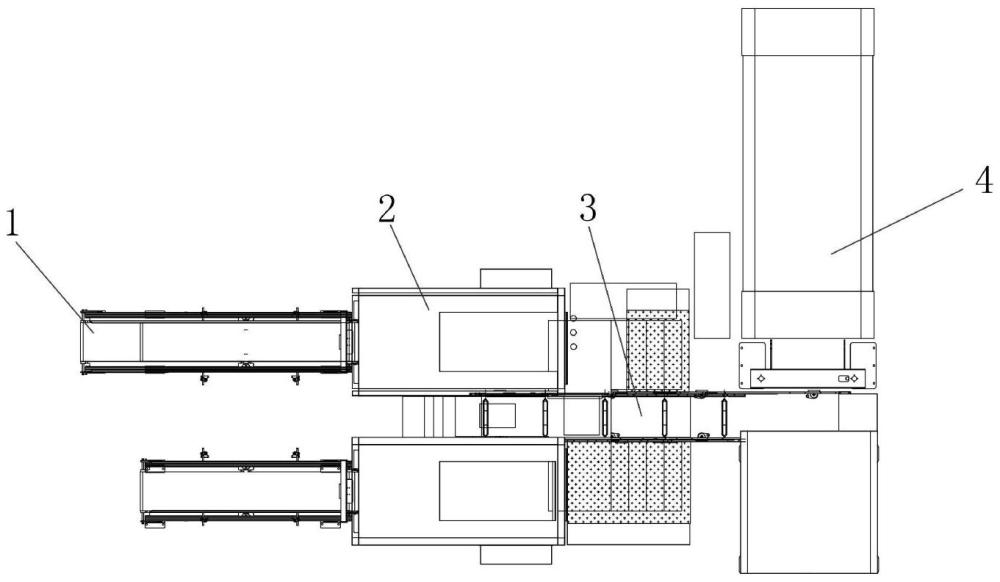
3、全品规条烟高速包装机,包括进烟机构、叠烟机、水平推烟机、链板传送装置和封切裹膜机,进烟机构与叠烟机匹配连接,叠烟机对称设置在链板传送装置的两侧,叠烟机下方设有接烟平台,接烟平台上设有水平推烟机,水平推烟机的推烟方向朝向链板传送装置,链板传送装置由传送链板驱动,链板间设有隔离板,链板传送装置与封切裹膜机。
4、进烟机构为进烟传送带,进烟机构上设有导向杆,导向杆设置在进烟机构传送带的两侧。
5、导向杆由多组杆体组成,各组杆体的设置位置与各类盒烟结构相匹配。
6、进烟机构的传送带上均匀设有吸附孔,吸附孔下部的进烟机构上设有负压装置。
7、链板传送装置包括传动链条、隔离板和链板,传动链条与机架上设置的传动齿轮啮合连接,隔离板等距设置在传动链条上,隔离板上两侧分别设有垂直滑动结构,链板两端分别与隔离板上的垂直滑动结构相连接。
8、叠烟机包括导向板、驱动机构和伸缩翻板叶片,导向板设置在机架上,导向板上对称设有两个驱动机构和导向槽,驱动机构包括驱动轮和传动履带,两传动履带上对应等距设有多个伸缩翻板叶片,伸缩翻板叶片上滑动设有伸缩板结构,伸缩板结构上设有滑轮,滑轮设置在导向槽内,伸缩翻板叶片包括托盘和活动板,托盘上设有滑轨,活动板和滑轨滑动连接,活动板上设有滑轮,托盘上设有连接板和滑轨设置槽,托盘和连接板垂直连接,连接板与传动履带固定连接,滑轨设置槽设置在托盘的中央和两个边缘处,滑轨设置槽为长条形凹槽,滑轨设置槽纵轴线上设有多个滑轨固定孔,活动板两端设有滑轮连接部,滑轮连接部上设有滑轮座,滑轮座为矩体结构,滑轮座上设有第一滑轮座连接孔组和滑轮安装孔,第一滑轮座连接孔组与滑轮连接部上设置的第二滑轮座连接孔组相匹配,活动板上设有三组滑块连接孔,滑块连接孔的位置与滑轨位置相匹配,滑块连接孔与滑块通过螺钉连接,活动板底部设有第一垫片和第二垫片,第一垫片设置在中央位置的滑块与活动板之间,第二垫片上设有滑块和滑轮座,第一垫片和第二垫片上设有通孔与相应安装孔匹配。
9、两叠烟机对称设置在链板传送装置的两侧,两叠烟机与两隔离板间的形成的传送隔间相匹配。
10、两叠烟机设置在链板传送装置的两侧,两叠烟机分别对应设置在相邻两个隔离板间的形成的传送隔间的位置上。
11、本实用新型的有益效果为:
12、本方案一方面对各卷烟包装装置间设置关系进行调整,另一方面对其装置部件进行改进,具体包括,
13、1.利用翻板叶片与叶片导轨间的配合使叠烟轮在转动过程中伸缩翻板叶片可以根据预设的路线进行伸缩,有效的减少或消除两板间的间距,克服了叠烟机对不同型号的烟盒进行垛叠会因板间距过大导致小型烟盒落入间隙内导致烟盒受损无法进行包装的问题。可以使用叠烟机同时对所有型号的烟盒进行统一垛叠,实现了全品规卷烟的高速叠垛包装。进一步,也克服了因翻板间距带来烟盒位置偏差落入间隙内的情况,减少了次品率。
14、2.翻板叶片与叶片导轨间的配合使翻板叶片可以使烟盒逐步向下放置移动,相较于翻板直接下落更加稳定,不易出现盒损变形等问题,进一步减小了次品发生的概率。
15、3.由于消除了卷烟误落,避免翻出卷烟烟盒的操作,进一步降低了次品率。
16、本方案高效的完成了对全品规卷烟的高速叠垛包装,通过翻板叶片的改进有效降低了异型卷烟在叠垛过程中可能出现散垛、残烟的情况发生的频次,同时由于同层间的翻板叶片中间间距减少,有效确保了标准卷烟进入翻板时从两翻板中间落烟和卡滞翻等情况,改善了对标准卷烟的兼容性。
技术特征:
1.全品规条烟高速包装机,其特征在于:包括进烟机构、叠烟机、水平推烟机、链板传送装置和封切裹膜机,进烟机构与叠烟机匹配连接,叠烟机对称设置在链板传送装置的两侧,叠烟机下方设有接烟平台,接烟平台上设有水平推烟机,水平推烟机的推烟方向朝向链板传送装置,链板传送装置由传送链板驱动,链板间设有隔离板,链板传送装置与封切裹膜机。
2.根据权利要求1所述的全品规条烟高速包装机,其特征在于:所述进烟机构为进烟传送带,所述进烟机构上设有导向杆,导向杆设置在进烟机构传送带的两侧。
3.根据权利要求2所述的全品规条烟高速包装机,其特征在于:所述导向杆由多组杆体组成,各组杆体的设置位置与各类盒烟结构相匹配。
4.根据权利要求2所述的全品规条烟高速包装机,其特征在于:所述进烟机构的传送带上均匀设有吸附孔,吸附孔下部的所述进烟机构上设有负压装置。
5.根据权利要求1所述的全品规条烟高速包装机,其特征在于:所述链板传送装置包括传动链条、隔离板和链板,传动链条与机架上设置的传动齿轮啮合连接,隔离板等距设置在传动链条上,隔离板上两侧分别设有垂直滑动结构,链板两端分别与隔离板上的垂直滑动结构相连接。
6.根据权利要求1所述的全品规条烟高速包装机,其特征在于:所述叠烟机包括导向板、驱动机构和伸缩翻板叶片,导向板设置在机架上,导向板上对称设有两个驱动机构和导向槽,驱动机构包括驱动轮和传动履带,两传动履带上对应等距设有多个伸缩翻板叶片,伸缩翻板叶片上滑动设有伸缩板结构,伸缩板结构上设有滑轮,滑轮设置在导向槽内,所述伸缩翻板叶片包括托盘和活动板,托盘上设有滑轨,活动板和滑轨滑动连接,活动板上设有所述滑轮,所述托盘上设有连接板和滑轨设置槽,所述托盘和连接板垂直连接,连接板与所述传动履带固定连接,滑轨设置槽设置在所述托盘的中央和两个边缘处,所述滑轨设置槽为长条形凹槽,所述滑轨设置槽纵轴线上设有多个滑轨固定孔,所述活动板两端设有滑轮连接部,滑轮连接部上设有滑轮座,滑轮座为矩体结构,滑轮座上设有第一滑轮座连接孔组和滑轮安装孔,第一滑轮座连接孔组与滑轮连接部上设置的第二滑轮座连接孔组相匹配,所述活动板上设有三组滑块连接孔,滑块连接孔的位置与所述滑轨位置相匹配,滑块连接孔与滑块通过螺钉连接,所述活动板底部设有第一垫片和第二垫片,第一垫片设置在中央位置的滑块与所述活动板之间,第二垫片上设有滑块和所述滑轮座,第一垫片和第二垫片上设有通孔与相应安装孔匹配。
7.根据权利要求1所述的全品规条烟高速包装机,其特征在于:两所述叠烟机对称设置在所述链板传送装置的两侧,两所述叠烟机与两所述隔离板间的形成的传送隔间相匹配。
8.根据权利要求1所述的全品规条烟高速包装机,其特征在于:两所述叠烟机设置在所述链板传送装置的两侧,两所述叠烟机分别对应设置在相邻两个所述隔离板间的形成的传送隔间的位置上。
技术总结
本技术提供全品规条烟高速包装机,包括进烟机构、叠烟机、水平推烟机、链板传送装置和封切裹膜机,进烟机构与叠烟机匹配连接,叠烟机对称设置在链板传送装置的两侧,叠烟机下方设有接烟平台,接烟平台上设有水平推烟机,水平推烟机的推烟方向朝向链板传送装置,链板传送装置由传送链板驱动,链板间设有隔离板,链板传送装置与封切裹膜机。本技术的有益效果是高效的完成了对全品规卷烟的高速叠垛包装,通过翻板叶片的改进有效降低了异型卷烟在叠垛过程中可能出现散垛、残烟的情况发生的频次,同时由于同层间的翻板叶片中间间距减少,有效确保了标准卷烟进入翻板时从两翻板中间落烟和卡滞翻等情况,改善了对标准卷烟的兼容性。
技术研发人员:周宏亮
受保护的技术使用者:周宏亮
技术研发日:20230523
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!