一种定位传输装置的制作方法
本申请涉及输送设备的,具体而言,涉及一种定位传输装置。
背景技术:
1、锂离子电池主要包括以下部分:由依次叠置的正极片、隔离膜、负极片卷绕得到的电芯、套设在电芯的外部的外壳、位于外壳顶部的电池盖板,以及设置在电池盖板安装孔上的第一极柱、第二极柱和用于注入电解液的注液孔。
2、在电池盖板上安装极柱之前需要在安装孔上同轴设置密封圈,以防止锂离子电池内的化学物质从极柱与安装孔之间的缝隙处泄露,并且在安装正、负极柱后还需要在两个极柱上分别安装铜罩以防止后期的焊接步骤损坏极柱。
3、传统生产过程以人工为主,即电池盖板的密封圈、极柱、铜罩等的安装采用人工装配,效率低,装配质量参差不齐,不利于产品质量管控。因此半自动生产线得到了应用。
4、在半自动生产线中,物料随着输送机构依次经过多个工序的加工,每个工序对应一个设备,各设备分别执行相应的装配动作,最终获得成品或者半成品。输送机构持续间歇式逐步移动,即每移动一次便停下来,等待加工,加工完毕后,再移动一次。
5、然而为了节约空间,各设备通常环形布置,经多个设备装配后出料,生产线上的加工成品出料后,需将空的定位治具取回入料口重新装料,由于定位治具取回需要额外占用时间、生产线需要多等至少一个节拍、不能连续生产,进而会影响整个生产过程的节拍、直接降低了生产效率和产能。
6、此外,定位治具在产线上的定位不准,导致设备装配时容易偏移、装配精度较差,导致成品率低、故障率高等问题。
技术实现思路
1、本申请提供一种定位传输装置,以改善上述问题。
2、本实用新型具体是这样的:一种定位传输装置,包括:
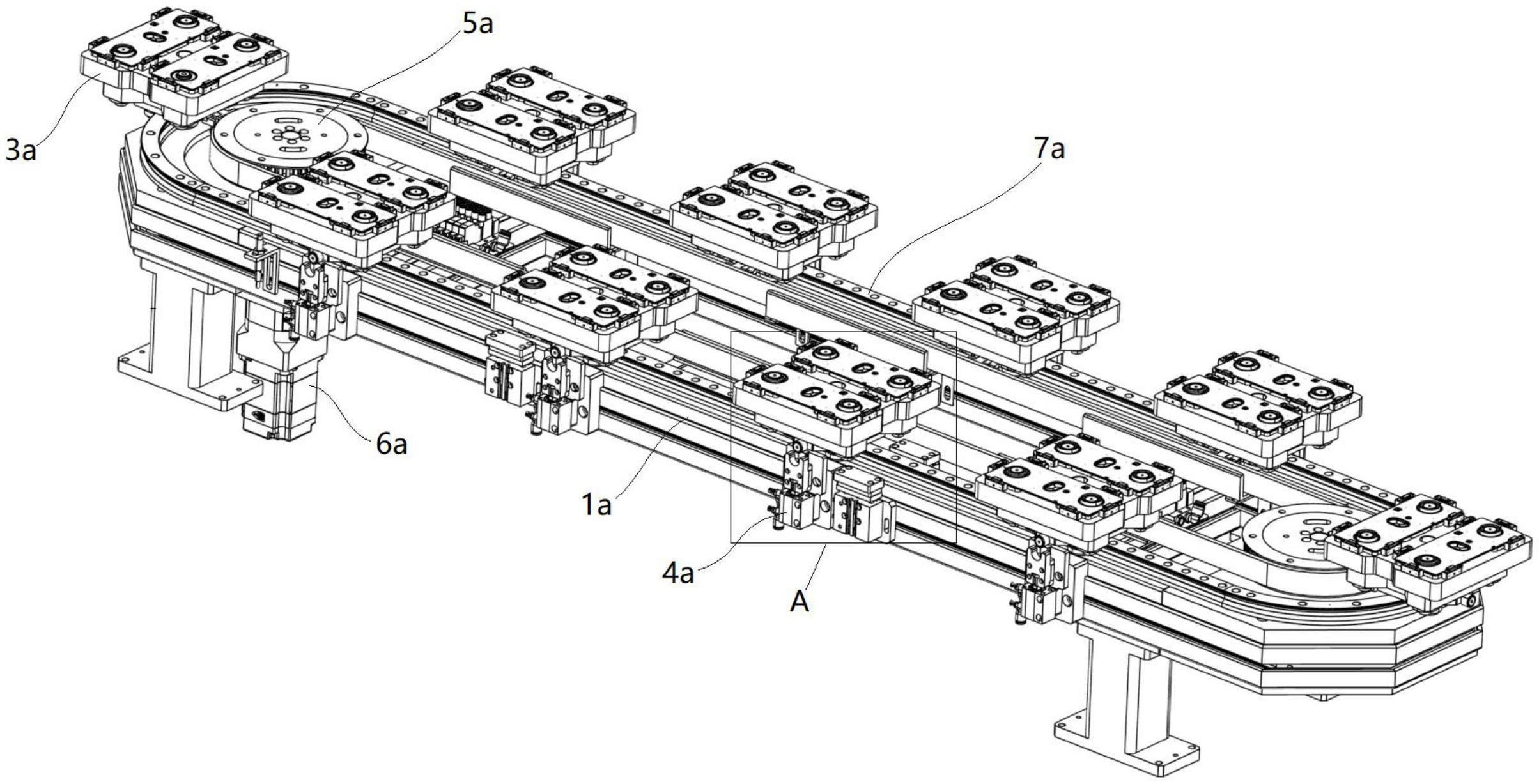
3、机架,围绕所述机架设有上料位、下料位,以及多个装配位,且所述上料位与所述下料位之间设有中转位;
4、传输带,呈环形延伸布置于所述机架上表面,且可沿延伸方向移动;
5、定位治具,与各工位数量对应设有多个,沿所述传输带的延伸方向分布固定于所述传输带,且可随所述传输带移动;
6、定位部件,设于所述传输带的下方,所述定位部件能够在定位治具移动至对应的工位时向上顶起并与所述定位治具相嵌合以固定所述定位治具的位置。
7、在本实用新型的一种实施例中,所述多个装配位分布设于所述机架宽度方向的两侧且沿所述机架的长度方向间隔设置;所述中转位设于所述机架长度方向的至少一端,所述中转位两侧分别为上料位和下料位。
8、在本实用新型的一种实施例中,所述装配位有六个,对称设于所述机架宽度方向的两侧且沿所述机架的长度方向间隔设置。
9、在本实用新型的一种实施例中,所述传输带沿所述机架上表面的边缘环绕布置。
10、在本实用新型的一种实施例中,所述传输带套设于两个皮带轮;所述皮带轮设于所述机架长度方向的两端,且与伺服电机的输出轴相连,以在所述伺服电机的驱动作用下旋转并带动所述传输带移动。
11、在本实用新型的一种实施例中,所述定位部件有多个,分别对应上料位、下料位,以及多个装配位设置于所述机架。
12、在本实用新型的一种实施例中,所述定位部件包括:
13、定位缸,设于机架侧面,且所述定位缸的输出轴向上延伸设置;
14、定位推块,与所述输出轴相连;
15、定位体,设于定位治具的下部,且设于所述定位推块的上方,用于在输出轴向上伸出时与所述定位推块形状配合以将所述定位治具固定在所述机架上。
16、在本实用新型的一种实施例中,所述定位推块的顶端设有弧形槽,所述定位体为定位轮,且所述弧形槽与所述定位轮的轮廓形状配合。
17、在本实用新型的一种实施例中,所述定位推块的下端设有安装槽,安装槽的槽口向下且所述安装槽的槽底宽度大于槽口宽度,所述输出轴与所述安装槽的轮廓形状配合嵌入所述安装槽内以与所述定位推块相连。
18、在本实用新型的一种实施例中,所述传输带下方设有滑轨,所述定位治具可滑动地设于所述滑轨;所述定位治具上有多个并排的放置槽,分别用于放置多个电池盖板。
19、本实用新型的有益效果包括:
20、1、本实施例中,在上料位和下料位之间始终有一个下料完成、用于中转的定位治具,在下料位和上料位的定位治具执行相应的下料、上料动作后,环形输送带可以将处于中转位的定位治具牵引至上料位继续进行上料,进而继续向前输送进行装配,不需要多占用时间、生产线不需要多设置节拍,实现连续不停装配、以及批量电池盖板的连续加工。即,由于设置环形的输送带并且加设了中转位,中转位的定位治具可一步移动至上料位,上料位原有的定位治具上料并向前移动后中转位的定位治具即到达上料位,进而可继续对向该定位治具上料,不需要等待距离较远的下料位的定位治具传输过来,从而省去了等待的时间;下料动作与上料动作也可以始终同时执行,提升了加工节奏和加工效率,实现了生产的自动化。本申请的上述结构简单、不会增加多余的成本和功耗。
21、2、定位部件在定位治具移动至对应的工位时向上顶起并与所述定位治具相嵌合以固定所述定位治具的位置,定位治具在产线上的定位准确稳定,从而该工位的设备在执行装配工序时可以直接与定位治具上的电池盖板上的预设安装孔位对准、装配精度显著提高,提升了成品率和良率。实测表明,该环形传输线能实现高速高精度定位,传输带速度可以达到0.5m/s,定位精度达到+/-0.05mm以内。
技术特征:
1.一种定位传输装置,其特征在于,包括:
2.根据权利要求1所述的定位传输装置,其特征在于:所述多个装配位分布设于所述机架宽度方向的两侧且沿所述机架的长度方向间隔设置;所述中转位设于所述机架长度方向的至少一端,所述中转位两侧分别为上料位和下料位。
3.根据权利要求1所述的定位传输装置,其特征在于:所述装配位有六个,对称设于所述机架宽度方向的两侧且沿所述机架的长度方向间隔设置。
4.根据权利要求1所述的定位传输装置,其特征在于:所述传输带沿所述机架上表面的边缘环绕布置。
5.根据权利要求1所述的定位传输装置,其特征在于:所述传输带套设于两个皮带轮;所述皮带轮设于所述机架长度方向的两端,且与伺服电机的输出轴相连,以在所述伺服电机的驱动作用下旋转并带动所述传输带移动。
6.根据权利要求1所述的定位传输装置,其特征在于:所述定位部件有多个,分别对应上料位、下料位,以及多个装配位设置于所述机架。
7.根据权利要求1所述的定位传输装置,其特征在于:所述定位部件包括:
8.根据权利要求7所述的定位传输装置,其特征在于:所述定位推块的顶端设有弧形槽,所述定位体为定位轮,且所述弧形槽与所述定位轮的轮廓形状配合。
9.根据权利要求7所述的定位传输装置,其特征在于:所述定位推块的下端设有安装槽,安装槽的槽口向下且所述安装槽的槽底宽度大于槽口宽度,所述输出轴与所述安装槽的轮廓形状配合嵌入所述安装槽内以与所述定位推块相连。
10.根据权利要求1所述的定位传输装置,其特征在于:所述传输带下方设有滑轨,所述定位治具可滑动地设于所述滑轨;所述定位治具上有多个并排的放置槽,分别用于放置多个电池盖板。
技术总结
本申请涉及一种定位传输装置,包括:机架,围绕所述机架设有上料位、下料位,以及多个装配位,且所述上料位与所述下料位之间设有中转位;传输带,呈环形延伸布置于所述机架上表面,且可沿延伸方向移动;定位治具,与各工位数量对应设有多个,沿所述传输带的延伸方向分布固定于所述传输带,且可随所述传输带移动;定位部件,设于所述传输带的下方,所述定位部件能够在定位治具移动至对应的工位时向上顶起并与所述定位治具相嵌合以固定所述定位治具的位置。
技术研发人员:张尘
受保护的技术使用者:上海金东唐科技有限公司
技术研发日:20230606
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!