一种物料存取自动感应灯光指引的移动式智能料车的制作方法
本技术涉及物料配送,特别是一种物料存取自动感应灯光指引的移动式智能料车。
背景技术:
1、料车是物料从库房向车间进行转运的主要设备,库房人员根据车间生产任务将所需物料完成配料并存入料车,料车到达车间后生产人员将所需物料从料车上取出,一个生产任务通常需要用到多种不同的物料,使用传统料车时,多种物料通常无序的、混合的存放在料车上,生产人员取出时,需要对料车上的多种物料进行分拣辨认,降低了物料取出效率,尤其是物料种类多且外形接近时,分拣辨认更加耗时,当生产人员经验不足或疏忽时,会发生将错误的物料投入生产导致质量问题发生,降低了物料取出的准确率,影响产品品质和生产成本,也有一些企业通过采用对料车库位进行细分编码,一个细分库位存储一种物料的措施防止物料在转运过程中乱序,但物料取出时依然需要生产人员比对库位编码,影响作业效率。
技术实现思路
1、针对上述情况,为克服现有技术的缺陷,本实用新型提供一种物料存入和取出自动感应、取出时灯光指引、取错时灯光提醒、移动式的物料存取自动感应灯光指引的移动式智能料车。
2、为实现上述目的,本实用新型提供如下技术方案:
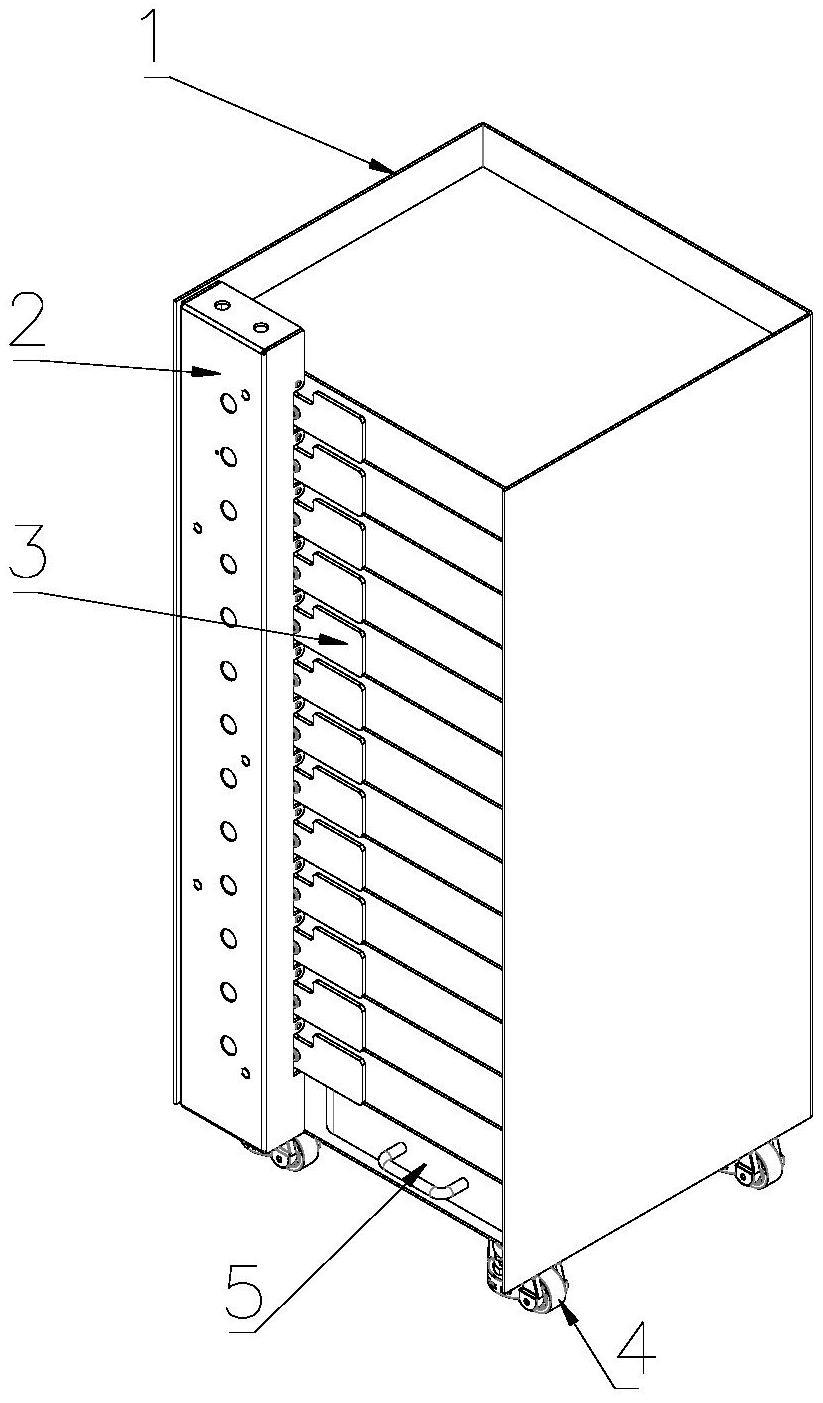
3、一种物料存取自动感应灯光指引的移动式智能料车,包括料车本体、感应灯条、感应机构、车轮与电池,所述料车本体上设有感应灯条、感应机构、车轮与电池,感应灯条上设有灯条面板、电路板与固定螺丝,所述感应机构由感应挡片、复位磁铁与感应磁铁组成,感应挡片上设有复位磁铁与感应磁铁。
4、作为优选,所述的车轮安装在所述料车本体底部,所述料车本体正面设有若干槽位,所述电池置于底部槽位内,其他槽位用于存放物料。
5、作为优选,所述的感应灯条安装在所述料车本体正面,所述灯条面板为铁质,所述灯条面板正面加工有若干个led指示灯安装孔,所述灯条面板背部两侧侧板上加工有若干个感应机构安装孔和复位磁铁吸附面,所述感应机构上设有挡片转轴,挡片转轴卡入所述感应机构安装孔,所述复位磁铁在所述物料放入前吸附在所述复位磁铁吸附面。
6、作为优选,所述的电路板正面贴装有处理器和若干个led指示灯,所述电路板背面贴装有若干个磁力感应器,led指示灯与磁力感应器一一对应。
7、作为优选,所述的灯条面板背面内壁上焊接有若干螺柱,所述电路板上设有若干个电路板安装孔,所述固定螺丝穿过所述电路板安装孔拧入所述螺柱,将所述电路板与所述灯条面板固定,led指示灯固定在led指示灯安装孔内。
8、作为优选,所述的感应挡片上设有复位磁铁安装孔和感应磁铁安装孔,所述复位磁铁和所述感应磁铁分别固定在所述的复位磁铁安装孔和感应磁铁安装孔内。
9、作为优选,所述的感应机构与led指示灯一一对应,所述料车本体上用于存放所述物料的槽位与所述感应机构和led指示灯一一对应,物料存入时,所述感应机构受存入物料的外力作用旋转,所述感应磁铁远离磁力感应器,磁力感应器向处理器发送电压变化信号,处理器内的计算机程序处理电压变化信号,自动判定所述物料存入,物料取出前,处理器内的计算机程序点亮物料对应槽位的led指示灯,物料取出时,所述感应机构受重力作用旋转,所述感应磁铁靠近磁力感应器,磁力感应器向处理器发送电压变化信号,处理器内的计算机程序处理电压变化信号,自动判定物料取出并熄灭物料对应槽位的led指示灯,所述复位磁铁吸附在所述复位磁铁吸附面。
10、作为优选,所述的磁力感应器为霍尔传感器,led指示灯为多色。
11、与现有技术相比,本实用新型的有益效果是:
12、1、综合应用了物料存入前感应机构的自身重力、物料存入前复位磁铁的磁力、物料存入时对感应机构施加的外力、物料存入和取出后磁力感应器的霍尔感应实现了物料存取动作的自动检测,具体地说,物料存入前,感应机构受自身重力作用下垂,磁力感应器靠近磁力感应器,计算机程序读取磁力感应器电压信号变化判定物料未放入,物料存入时,感应机构受外力作用旋转,感应磁铁远离磁力感应器,计算机程序读取磁力感应器电压信号变化判定物料放入,物料取出时,感应机构受自身重力作用旋转复位,感应磁铁靠近磁力感应器,计算机程序读取磁力感应器信号变化判定物料取出,物料取出后,复位磁铁吸附在铁质灯条面板背部复位磁铁吸附面;
13、2、物料存入时,计算机程序自动记录物料的存储槽位,并与该槽位的led指示灯自动关联;
14、3、物料取出前,计算机程序将对应物料槽位的led指示灯点亮为设定的提醒颜色,物料取出时,计算机程序自动检查物料是否从led指示灯点亮的槽位取出,物料取出后,计算机程序熄灭对应物料槽位的led指示灯,当物料从led指示灯未点亮的槽位取出,计算机程序将该槽位的led指示灯点亮为设定的告警颜色;
15、4,电池向感应灯条供电,感应灯条在库房存料到车间取料过程中连续工作,电池可单独取出进行充电或更换;
16、5、感应挡片的形状和安装位置依据物料规格尺寸灵活调整,满足不同规格物料的存取需求;
17、6、感应灯条以模块化的方式安装,维修更换便捷,降低故障维修的等待时间。
技术特征:
1.一种物料存取自动感应灯光指引的移动式智能料车,包括料车本体(1)、感应灯条(2)、感应机构(3)、车轮(4)与电池(5),其特征在于,所述料车本体(1)上设有感应灯条(2)、感应机构(3)、车轮(4)与电池(5),感应灯条(2)上设有灯条面板(6)、电路板(8)与固定螺丝(13),所述感应机构(3)由感应挡片(17)、复位磁铁(18)与感应磁铁(20)组成,感应挡片(17)上设有复位磁铁(18)与感应磁铁(20)。
2.根据权利要求1所述的一种物料存取自动感应灯光指引的移动式智能料车,其特征在于,所述的车轮(4)安装在所述料车本体(1)底部,所述料车本体(1)正面设有若干槽位,所述电池(5)置于底部槽位内,其他槽位用于存放物料(23)。
3.根据权利要求1所述的一种物料存取自动感应灯光指引的移动式智能料车,其特征在于,所述的感应灯条(2)安装在所述料车本体(1)正面,所述灯条面板(6)为铁质,所述灯条面板(6)正面加工有若干个led指示灯安装孔(11),所述灯条面板(6)背部两侧侧板上加工有若干个感应机构安装孔(7)和复位磁铁吸附面(16),所述感应机构(3)上设有挡片转轴(22),挡片转轴(22)卡入所述感应机构安装孔(7),所述复位磁铁(18)在所述物料(23)放入前吸附在所述复位磁铁吸附面(16)。
4.根据权利要求1所述的一种物料存取自动感应灯光指引的移动式智能料车,其特征在于,所述的电路板(8)正面贴装有处理器(9)和若干个led指示灯(10),所述电路板(8)背面贴装有若干个磁力感应器(15),led指示灯(10)与磁力感应器(15)一一对应。
5.根据权利要求1所述的一种物料存取自动感应灯光指引的移动式智能料车,其特征在于,所述的灯条面板(6)背面内壁上焊接有若干螺柱(14),所述电路板(8)上设有若干个电路板安装孔(12),所述固定螺丝(13)穿过所述电路板安装孔(12)拧入所述螺柱(14),将所述电路板(8)与所述灯条面板(6)固定,led指示灯(10)固定在led指示灯安装孔(11)内。
6.根据权利要求1所述的一种物料存取自动感应灯光指引的移动式智能料车,其特征在于,所述的感应挡片(17)上设有复位磁铁安装孔(19)和感应磁铁安装孔(21),所述复位磁铁(18)和所述感应磁铁(20)分别固定在所述的复位磁铁安装孔(19)和感应磁铁安装孔(21)内。
7.根据权利要求1所述的一种物料存取自动感应灯光指引的移动式智能料车,其特征在于,所述的感应机构(3)与led指示灯(10)一一对应,所述料车本体(1)上用于存放物料(23)的槽位与所述感应机构(3)和led指示灯(10)一一对应,物料(23)存入时,所述感应机构(3)受存入物料(23)的外力作用旋转,所述感应磁铁(20)远离磁力感应器(15),磁力感应器(15)向处理器(9)发送电压变化信号,处理器(9)内的计算机程序处理电压变化信号,自动判定物料(23)存入,物料(23)取出前,处理器(9)内的计算机程序点亮物料(23)对应槽位的所led指示灯(10),物料(23)取出时,所述感应机构(3)受重力作用旋转,所述感应磁铁(20)靠近磁力感应器(15),磁力感应器(15)向处理器(9)发送电压变化信号,处理器(9)内的计算机程序处理电压变化信号,自动判定物料(23)取出并熄灭物料(23)对应槽位的led指示灯(10),所述复位磁铁(18)吸附在复位磁铁吸附面(16)。
8.根据权利要求4或7所述的一种物料存取自动感应灯光指引的移动式智能料车,其特征在于,所述的磁力感应器(15)为霍尔传感器,led指示灯(10)为多色。
技术总结
本技术公开了一种物料存取自动感应灯光指引的移动式智能料车,包括料车本体、感应灯条、感应机构、车轮与电池,所述料车本体上设有感应灯条、感应机构、车轮与电池,感应灯条上设有灯条面板、电路板与固定螺丝,所述感应机构由感应挡片、复位磁铁与感应磁铁组成,感应挡片上设有复位磁铁与感应磁铁。优点:物料存入和取出自动感应、取出时灯光指引、取错时灯光提醒、可移动式。
技术研发人员:朱国良
受保护的技术使用者:杭州研砺科技有限公司
技术研发日:20230615
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!