一种风电变桨装配用控制柜自动装配的运输架的制作方法
本技术涉及生产线装配运输架,尤其涉及一种风电变桨装配用控制柜自动装配的运输架。
背景技术:
1、随着生产线的智能化技术发展,人工操作环节逐渐变少,对于小型零配件、大型钢材、各类板材等都逐步采用了智能化流水运输的方式。现在越来越多待装配部件在装配运输过程中,也在逐步实现智能化流水运输。但是对于大型设备的智能化运输还有待进一步发展,尤其是特殊大型设备的流水化装配过程,需要有针对性设计相应的运输装置。
2、目前,对于风电设备的装配过程中,一般通过运输架将风电变桨装配用控制柜运送到需要的工位,再由工作人员或机器人进行下一步装配加工。但控制柜如何在运输架上移出到一侧的工位,并不影响到运输架正常工作,即不停止运输架工作下,对控制柜进行侧移,更重要的是,如何利用多个运输架的拼接形成多工位同时装配工作,而仅有一个输入端输入控制柜原样,将是运输架运输的重要技术点。
技术实现思路
1、本实用新型旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本实用新型提出一种风电变桨装配用控制柜自动装配的运输架,解决了控制柜在运输架上无法智能侧移,并根据需要侧移到需要的工位位置等问题。
2、本实用新型的技术方案如下:
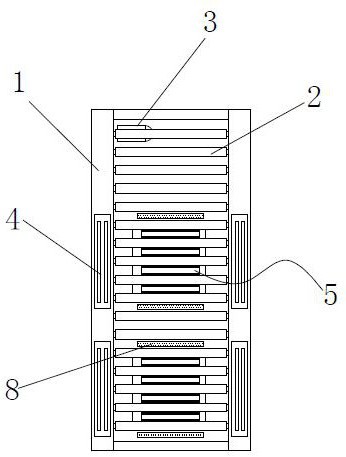
3、一种风电变桨装配用控制柜自动装配的运输架,包括固定于支架上方的两个对称布置的侧架和若干运输辊杆,侧架为凹槽型侧架,两个侧架的凹槽相对布置,若干运输辊杆等间距排列安装于两个对称的侧架之间;所述运输辊杆的转轴的两个端部分别通过匹配的第一轴承固定安装在两个侧架的凹槽内;若干运输辊杆排列的总宽度与侧架的长度匹配,形成一组运输单元;对于一组运输单元中的每个运输辊杆的转轴两端均套装有两个链条盘一,运输辊杆同一端的两个链条盘一分别与相邻的运输辊杆同一端对应位置的链条盘一通过链条连接。
4、每组运输单元中,排列位于侧架其中一端部最外侧的运输辊杆,通过其中一个链条盘一配合链条与辊杆电机转轴上的链条盘二连接。
5、沿每组运输单元的输送方向,每组运输辊杆的后半部分的下方依次设置有至少两个侧移机构,在每个侧移机构的前后两端分别设有一个控制柜停运组件。
6、进一步地,所述每个侧移机构包括若干侧移盒、侧移驱动电机、安装底板、支撑底板和第一升降气缸组,侧移盒、侧移驱动电机均固定在安装底板上;若干侧移盒等间距排列布置,每个侧移盒对应两个运输辊杆之间的空隙,侧移盒的排列方向、排列间距均和上方的运输辊杆一致。第一升降气缸组纵向布置于安装底板和支撑底板之间,安装底板下表面设置有活动贯穿支撑底板的四根限位杆。
7、在待侧移工位进行侧移操作时,首先,第一升降气缸组将安装底板升起,安装底板将侧移盒升起穿过两个运输辊杆之间的间隙至运输辊杆的上方,将输送的控制柜顶起,侧移驱动电机驱动侧移盒向运输单元侧面移动控制柜。
8、进一步地,所述侧移盒包括两块夹板、三个支撑滚轮、皮带、驱动滚筒和驱动齿轮盘,两块夹板的底端固定在安装底板上,两块夹板上表面均呈水平面,三个支撑滚轮、驱动滚筒安装于两块夹板之间并通过皮带套装,三个支撑滚轮等间距布置于靠近上侧边的位置,三个支撑滚轮上的皮带形成控制柜的可侧移支撑面,驱动滚筒布置于两块夹板的中间位置。每个侧移机构的侧移盒对应的驱动滚筒的中心轴线均贯穿一根转杆,在转杆的轴向中间位置固定设有驱动齿轮盘,驱动齿轮盘通过链条与侧移驱动电机转轴上的主动齿轮盘连接。
9、进行侧移操作时,启动侧移驱动电机,通过链条带动驱动齿轮盘、转杆、驱动滚筒转动,驱动滚筒通过皮带带动三个支撑滚轮转动,从而形成可稳定侧移控制柜的侧移支撑面。
10、进一步地,每个侧移机构两侧的侧架上设有助推组件,所述助推组件包括桥型板和滚杠,滚杠的轴向与输送方向一致,滚杠内嵌式置于桥型板上表面,滚杠周向表面的顶部高于桥型板上表面,滚杠可周向转动;当侧移机构对控制柜进行侧移时,控制柜底部接触到滚杠,即可实现省力助推。
11、进一步地,所述控制柜停运组件包括上推板、上推气缸组和红外线探头,所述上推板的底端固定在上推气缸组的气缸轴上,所述上推板顶部为半球体状,半球体状中间位置内嵌有用于扫描控制柜的红外线探头。
12、进一步地,每组运输单元匹配有辊杆电机,通过辊杆电机带动运输辊杆转动,实现运输控制柜。在每组运输单元上,每6-8个运输辊杆采用一个辊杆电机带动。
13、进一步地,所述运输架可设置多组运输单元,所有运输单元并排布置,或者按照运输方案首尾相接。
14、本实用新型可实现的有益效果如下:
15、本实用新型中,能根据工位需要智能将运输架上的控制柜侧移运送到需要的工位,侧移控制柜时,并不停止其他控制柜的运输,而且,能向多个工位运送控制柜,运送效率高。
技术特征:
1.一种风电变桨装配用控制柜自动装配的运输架,其特征在于:包括固定于支架上方的两个对称布置的侧架(1)和若干运输辊杆(2),侧架(1)为凹槽型侧架,两个侧架(1)的凹槽相对布置,若干运输辊杆(2)等间距排列安装于两个对称的侧架之间;所述运输辊杆(2)的转轴的两个端部分别通过匹配的第一轴承(21)固定安装在两个侧架(1)的凹槽内;若干运输辊杆(2)排列的总宽度与侧架(1)的长度匹配,形成一组运输单元;对于一组运输单元中的每个运输辊杆(2)的转轴两端均套装有两个链条盘一(22),运输辊杆(2)同一端的两个链条盘一(22)分别与相邻的运输辊杆(2)同一端对应位置的链条盘一(22)通过链条(23)连接;
2.根据权利要求1所述的一种风电变桨装配用控制柜自动装配的运输架,其特征在于:每组运输单元中,排列位于侧架(1)其中一端部最外侧的运输辊杆(2),通过其中一个链条盘一(22)配合链条(23)与辊杆电机(3)转轴上的链条盘二连接。
3.根据权利要求1所述的一种风电变桨装配用控制柜自动装配的运输架,其特征在于:所述每个侧移机构包括若干侧移盒(5)、侧移驱动电机(62)、安装底板(6)、支撑底板(7)和第一升降气缸组,侧移盒(5)、侧移驱动电机(62)均固定在安装底板(6)上;若干侧移盒(5)等间距排列布置,每个侧移盒(5)对应两个运输辊杆(2)之间的空隙,侧移盒(5)的排列方向、排列间距均和上方的运输辊杆(2)一致;
4.根据权利要求3所述的一种风电变桨装配用控制柜自动装配的运输架,其特征在于:所述侧移盒(5)包括两块夹板(51)、三个支撑滚轮(52)、皮带(53)、驱动滚筒(542)和驱动齿轮盘(541),两块夹板(51)的底端固定在安装底板(6)上,两块夹板(51)上表面均呈水平面,三个支撑滚轮(52)、驱动滚筒(542)安装于两块夹板(51)之间并通过皮带(53)套装,三个支撑滚轮(52)等间距布置于靠近上侧边的位置,三个支撑滚轮(52)上的皮带形成控制柜的可侧移支撑面,驱动滚筒(542)布置于两块夹板(51)的中间位置;
5.根据权利要求1所述的一种风电变桨装配用控制柜自动装配的运输架,其特征在于:每个侧移机构两侧的侧架(1)上设有助推组件(4),所述助推组件(4)包括桥型板(41)和滚杠(42),滚杠(42)的轴向与输送方向一致,滚杠(42)内嵌式置于桥型板(41)上表面,滚杠(42)周向表面的顶部高于桥型板(41)上表面,滚杠(42)可周向转动。
6.根据权利要求1所述的一种风电变桨装配用控制柜自动装配的运输架,其特征在于:所述控制柜停运组件(8)包括上推板(81)、上推气缸组和红外线探头(831),所述上推板(81)的底端固定在上推气缸组的气缸轴上,所述上推板(81)顶部为半球体状(83),半球体状(83)中间位置内嵌有用于扫描控制柜的红外线探头(831)。
7.根据权利要求1所述的一种风电变桨装配用控制柜自动装配的运输架,其特征在于:在每组运输单元上,每6-8个运输辊杆(2)采用一个辊杆电机(3)带动。
8.根据权利要求1所述的一种风电变桨装配用控制柜自动装配的运输架,其特征在于:所述运输架包括两组以上运输单元,所有运输单元并排布置,或者按照运输方案首尾相接。
技术总结
本技术公开了一种风电变桨装配用控制柜自动装配的运输架,包括侧架、多个运输辊杆、侧移机构和控制柜停运组件,运输辊杆等间距成排设置,运输辊杆的两端通过第一轴承固定安装在侧架凹槽内;运输辊杆转轴的一端设有两个链条盘一,相邻两个运输辊杆通过链条盘一和链条匹配连接;运输辊杆下方还设置有多个侧移机构,在每个侧移机构的前后两端分别设有一个控制柜停运组件。本技术能根据工位需要,通过控制柜停运组件定位需要侧移的控制柜,侧移机构将控制柜抬升并侧移运送到需要的工位,同时,不影响其他控制柜的正常运输,这样既可以实现控制柜的运输,又可以同时实现侧移多个控制柜,并向多个工位运送控制柜,运送效率高。
技术研发人员:汤林,石致远,李善宣,官雪梅,王君,涂波,闫富乾,吴文亮
受保护的技术使用者:东方电气集团科学技术研究院有限公司
技术研发日:20230619
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!