抓取后自动变距的组装机构的制作方法
本技术涉及自动化生产,特别涉及一种抓取后自动变距的组装机构。
背景技术:
1、电机包括壳体、转子和端盖等,为方便加工或装配,壳体或端盖等零件上多设置有工艺孔,但电机实际使用过程中,需要防尘处理,所以工艺孔需要通过使用胶塞等封堵,目前通用的做法是,需要人工全程去将胶塞一个一个塞入对应的工艺孔中;显然这种方式是耗时耗力的,工作人员的劳动强度大。故此,需要提出改进。
技术实现思路
1、本实用新型的目的在于提供一种抓取后自动变距的组装机构,以克服现有技术中的不足。
2、为实现上述目的,本实用新型提供如下技术方案:
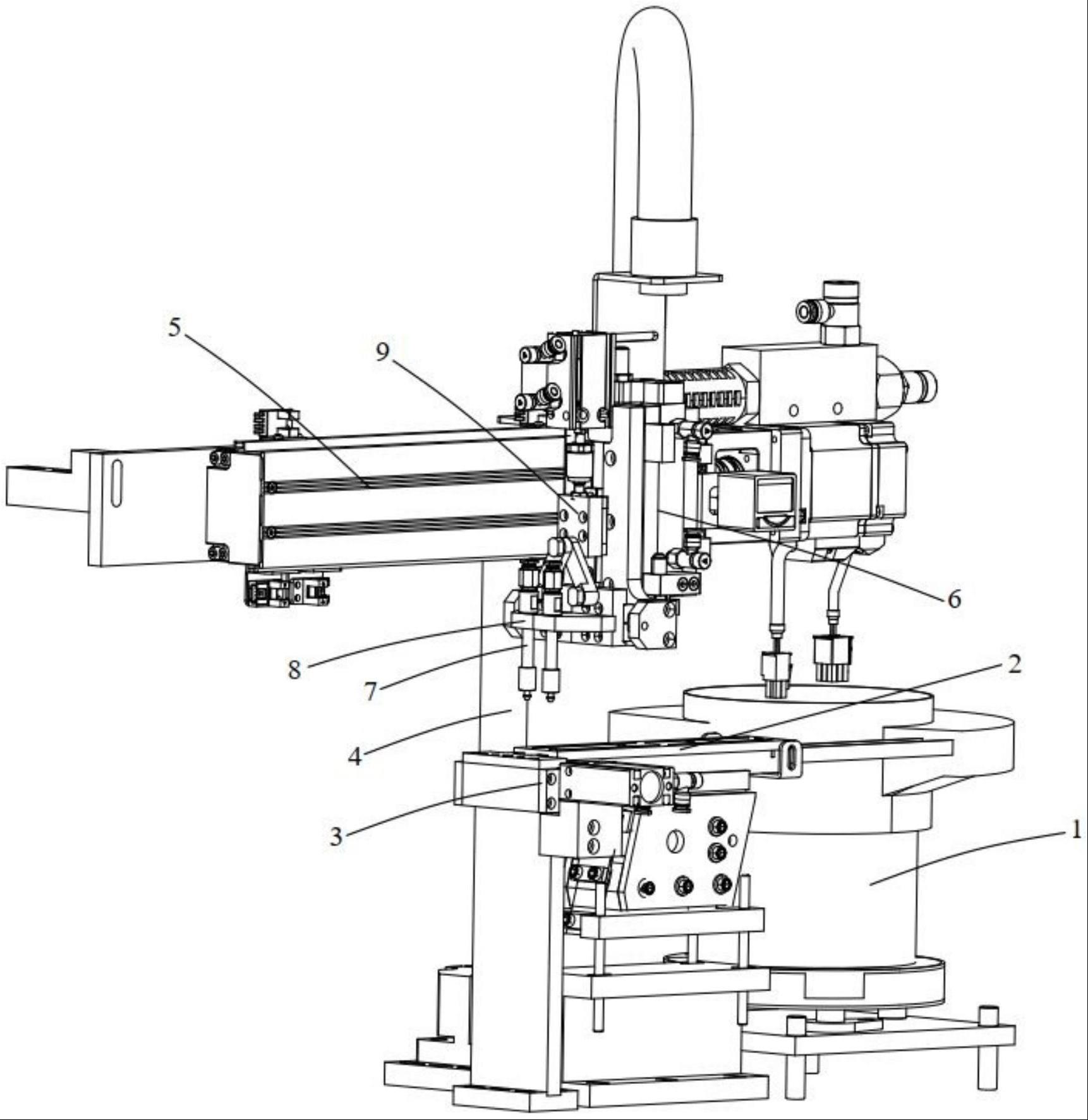
3、本实用新型实施例公开了一种抓取后自动变距的组装机构,包括设置于工作台的送料机构和抓取机构,所述送料机构包括依次设置的振动盘、送料轨道和推料装置,所述抓取机构包括通过支撑架悬设于工作台的直线电机、设置于直线电机滑块的抓料气缸和分别设置于抓料气缸滑台的两根吸管,两根所述吸管分别通过安装座水平滑动于抓料气缸的滑台,所述安装座的顶端分别驱动连接于变距机构,所述变距机构包括铰接于安装座的变距气缸,所述吸管为中空的管状结构。
4、进一步地,在上述的抓取后自动变距的组装机构中,所述变距气缸通过安装板固定于所述抓料气缸的滑台,所述安装板的侧面底端设置有第一导轨,所述安装座分别设置于第一导轨的两个滑块。
5、进一步地,在上述的抓取后自动变距的组装机构中,所述安装座包括固定第一导轨滑块的底板和垂直于底板的横板,所述吸管的顶端通过连接头固定于所述横板,所述连接头的顶端通过接头和气管连通至真空发生器。
6、进一步地,在上述的抓取后自动变距的组装机构中,所述变距气缸的活塞杆末端通过浮动接头连接有铰接块,所述铰接块靠近吸管的一端分别通过铰接杆连接于安装座,所述铰接杆的两端分别销接于铰接块和安装座。
7、进一步地,在上述的抓取后自动变距的组装机构中,所述铰接块通过第二导轨滑动连接于安装板,所述第二导轨垂直于第一导轨设置。
8、进一步地,在上述的抓取后自动变距的组装机构中,所述送料轨道通过振动机水平设置于工作台,所述送料轨道内设置有两平行设置的t型轨道,所述t型轨道的两端分别连通至振动盘和推料装置。
9、进一步地,在上述的抓取后自动变距的组装机构中,所述t型轨道的顶端设置有封板,所述封板内设置有与t型轨道对应的拨动槽。
10、进一步地,在上述的抓取后自动变距的组装机构中,所述推料装置包括通过支撑座固定于工作台的推料轨道和通过推料气缸滑动于推料轨道内的推料块,所述推料轨道的侧面设置与送料轨道对应的进料口,所述推料块的侧面设置有与所述进料口对应的定位槽。
11、进一步地,在上述的抓取后自动变距的组装机构中,所述推料轨道的顶端设置有防跳板。
12、进一步地,在上述的抓取后自动变距的组装机构中,所述吸管的末端设置有定位套,所述推料轨道和防跳板形成有与所述定位套对应的避让孔。
13、与现有技术相比,本实用新型的优点在于:该抓取后自动变距的组装机构结构紧凑,抓取零件后自动变距为组装的位置,便于送料机构紧凑化设计,节省空间,可同时自动组装两个零件,提高装配效率。
技术特征:
1.一种抓取后自动变距的组装机构,其特征在于,包括设置于工作台的送料机构和抓取机构,所述送料机构包括依次设置的振动盘、送料轨道和推料装置,所述抓取机构包括通过支撑架悬设于工作台的直线电机、设置于直线电机滑块的抓料气缸和分别设置于抓料气缸滑台的两根吸管,两根所述吸管分别通过安装座水平滑动于抓料气缸的滑台,所述安装座的顶端分别驱动连接于变距机构,所述变距机构包括铰接于安装座的变距气缸,所述吸管为中空的管状结构。
2.根据权利要求1所述的抓取后自动变距的组装机构,其特征在于:所述变距气缸通过安装板固定于所述抓料气缸的滑台,所述安装板的侧面底端设置有第一导轨,所述安装座分别设置于第一导轨的两个滑块。
3.根据权利要求2所述的抓取后自动变距的组装机构,其特征在于:所述安装座包括固定第一导轨滑块的底板和垂直于底板的横板,所述吸管的顶端通过连接头固定于所述横板,所述连接头的顶端通过接头和气管连通至真空发生器。
4.根据权利要求2所述的抓取后自动变距的组装机构,其特征在于:所述变距气缸的活塞杆末端通过浮动接头连接有铰接块,所述铰接块靠近吸管的一端分别通过铰接杆连接于安装座,所述铰接杆的两端分别销接于铰接块和安装座。
5.根据权利要求4所述的抓取后自动变距的组装机构,其特征在于:所述铰接块通过第二导轨滑动连接于安装板,所述第二导轨垂直于第一导轨设置。
6.根据权利要求1所述的抓取后自动变距的组装机构,其特征在于:所述送料轨道通过振动机水平设置于工作台,所述送料轨道内设置有两平行设置的t型轨道,所述t型轨道的两端分别连通至振动盘和推料装置。
7.根据权利要求6所述的抓取后自动变距的组装机构,其特征在于:所述t型轨道的顶端设置有封板,所述封板内设置有与t型轨道对应的拨动槽。
8.根据权利要求1所述的抓取后自动变距的组装机构,其特征在于:所述推料装置包括通过支撑座固定于工作台的推料轨道和通过推料气缸滑动于推料轨道内的推料块,所述推料轨道的侧面设置与送料轨道对应的进料口,所述推料块的侧面设置有与所述进料口对应的定位槽。
9.根据权利要求8所述的抓取后自动变距的组装机构,其特征在于:所述推料轨道的顶端设置有防跳板。
10.根据权利要求9所述的抓取后自动变距的组装机构,其特征在于:所述吸管的末端设置有定位套,所述推料轨道和防跳板形成有与所述定位套对应的避让孔。
技术总结
本技术公开了一种抓取后自动变距的组装机构,包括设置于工作台的送料机构和抓取机构,所述送料机构包括依次设置的振动盘、送料轨道和推料装置,所述抓取机构包括通过支撑架悬设于工作台的直线电机、设置于直线电机滑块的抓料气缸和分别设置于抓料气缸滑台的两根吸管,两根所述吸管分别通过安装座水平滑动于抓料气缸滑台,所述安装座的顶端分别铰接于变距气缸。本技术结构紧凑,抓取零件后自动变距为组装的位置,便于送料机构紧凑化设计,节省空间,同时组装两个零件,提高装配效率。
技术研发人员:谭恩庆
受保护的技术使用者:苏州山沃机械科技有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!